Explanation of markings
They try to briefly include the composition of steel in its name. For steel U7A, the name contains the following data:
- the first letter “U” says that this is high-strength and unalloyed steel;
- the next number “7” means the percentage of carbon in the alloy, in a particular case, it is 0.7%;
- the last letter “A” tells us about high-quality material containing harmful impurities, phosphorus and sulfur in a minimum amount, no more than 0.025%.
Markings “AA” or “AA-A” are less common; this is how the purest alloy with a harmful proportion of impurities up to 0.015% is designated. The permissible value of impurities in the U7 alloy, without additional markings, is 0.035%. Some types of non-alloy tool steels with a high manganese content may be additionally marked with the letter “G”, and the name will look like this - U8GA.
Steel U7A interpretation - characteristics and application
The hardest of all types of steel is tool steel. Based on its name, it is not difficult to guess that it is used in the manufacture of instruments, and of various types. A certain category of labor tools also has its own “own” grade of steel. Among them is also unalloyed (consisting of no additional impurities) tool steel U7A.
The demand for U7A steel is due to its distinctive hardness, resistance to abrasion and deformation. In addition, it has the ability to hold the cutting edge at elevated temperatures.
Decoding U7A
The U7A markings are quite easy to decipher.
The letter “U” means that this steel is carbon, and it contains about 0.7% carbon. The letter “A” indicates that this steel belongs to the high-quality category (there is also simply high-quality steel).
Regulating steel production GOST 1435
Compound
The composition of this steel grade includes the following chemical elements (the main ones are listed):
- carbon (mass fraction ranging from 0.65% to 0.74%;
- silicon from 0.17% to 0.33%;
- manganese from 0.17% to 0.28%;
- nickel - up to 0.25%;
- sulfur - up to 0.028%;
- phosphorus - up to 0.03%;
- chromium - up to 0.2;
- copper - up to 0.25%.
Main characteristics
U7A steel is not flake-sensitive, i.e. it has no tendency to develop defects in the internal structure in the form of cavities and cracks.
U7A is not used for welding structures.
This steel also has no tendency to temper brittleness. When forging begins, the steel temperature should be 1180°, at the final stage - 800°. Steel blanks with a cross-sectional size of less than 100 mm are cooled outside. If the dimensions are in the range from 101 mm to 300 mm, then in this case cooling in the pit is required.
We also note that U7A has good grindability.
Type of delivery
U7A steel is available in different forms. These are, for example, strips, wire coils or rods of various sections
The following types of supplies of this steel are distinguished:
- Long products. The following GOSTs apply: 1435-99, 2590-2006, 2591-2006, 2879-2006.
- Calibrated rod. The following GOSTs apply: 1435-99, 7417-75, 8559-75, 8560-78.
- Polished rod, as well as silver. The following GOSTs apply: 1435-99, 14955-77.
- Band. The following GOSTs apply: 103-2006, 4405-75.
- Forgings, as well as forged blanks. The following GOSTs apply: 1435-99, 4405-75, 1133-71.
- Ribbon. The following GOSTs apply: 2283-79.
Scope of application
U7A is used in the production of work tools that are used in various fields. Several main groups can be distinguished:
- Tools that are used in wood processing. This group includes axes, cleavers, chisels, chisels, etc.
- Small pneumatic tools. You can distinguish chisels and strikers.
- Multi-purpose tools. This group includes hammers and sledgehammers, as well as screwdrivers, pliers, wire cutters, etc.
- Forging dies. In addition, U7A is used to make so-called needle wire. In turn, needles of different sizes and other small tools are made from wire.
Analogs
A substitute for U7A is steel marked U8.
As the name implies, this brand has a carbon percentage of 0.8%.
It is used in almost the same areas as U7A.
In addition, there are foreign analogues.
Tool steel U7A has quite high hardness compared to other grades of steel. This makes it an excellent material for making various tools that will have excellent performance. In addition, the cost of the U7A brand is at a relatively low level. That is why the U7A is very attractive when considering the ratio of its price and quality.
Rate this article:
Rating: 0/5 — 0 votes
prompriem.ru
Chemical composition of steel
As has already been stated, the hardest types of steel are tool grades. It is clear that tools are made from it, for example, pliers or pliers. But of course, not all tools are made from 7UA steel. A minimal amount of phosphorus and sulfur helps the alloy to be less brittle. In the table you can see the chemical composition of the alloy:
| C,% | Si,% | Mn,% | Ni,% | S,% | P,% | Cr,% | Cu,% |
| 0,66 — 0,73 | 0,17 — 0,33 | 0,17 — 0,33 | up to 0.25 | up to 0.028 | up to 0.03 | up to 0.2 | up to 0.25 |
Sulfur negatively affects the characteristics of the alloy as a whole. She makes him fragile. And phosphorus contributes to the coarsening of the grain size, which makes it more prone to breaks, chips and cracks. The high demand for U7A steel is maintained due to its high heat resistance and heat resistance.
The composition of the U7A alloy allows the metal to retain its cutting properties even with some overheating. Ordinary steel under such conditions would turn into “plasticine” and at the same time would lose its sharpness.
If you manage to remove almost completely sulfur and phosphorus, then the production process will save on steel production. It is carried out to reduce the grain size of the alloy. But unfortunately, it is not possible to completely remove them; such steel can only be found in the laboratory, and then in small quantities.
| Chemical elements and their significance in the composition of knife steel: | |
| Carbon (C) | Without enough carbon it is very difficult to obtain a suitable hardness. This is the most important element in steel, it increases its strength. |
| Chromium (Cr) | gives the alloy increased anti-corrosion properties, chromium carbides increase wear resistance and hardenability. The high chromium content in the alloy affects its brittleness. |
| Manganese (Mn) | increases wear resistance and strength. Its content has a positive effect on the grain structure of the alloy and also contributes to excellent hardenability. |
| Molybdenum (Mo) | prevents steel from becoming brittle and allows it to maintain strength at high temperatures. Also increases corrosion resistance, strength, toughness. |
| Silicon (Si) | increases the strength and wear resistance of steel, like manganese, it makes steel more stable and reliable. |
| Vanadium (V) | forms the structure of carbides in such a way as to increase wear resistance, survivability and hardenability. |
| Nickel (Ni) | increases corrosion resistance and prevents steel from rotting. Increases the strength of steel. |
| Niobium (Nb) | the best carbide former, which provides corrosion resistance, ductility, and wear resistance. |
| Tungsten (W) | increases the wear resistance of steel, increases its stability during hardening and resistance to high temperatures. |
| Cobalt (Co) | enhances the effects of other individual elements in more complex alloys. Increases strength and hardness. |
| Sulfur (S) | is a harmful impurity, leading to the formation of cracks and tears. Typically, the sulfur content of high-quality steel is limited. The presence of sulfides is unacceptable for critical parts. |
| Phosphorus (P) | worsens the plastic properties of the alloy, causing the phenomenon of cold brittleness. In steels, phosphorus content is allowed in very small quantities. |
Steel grade Steel U7
General information| Type of delivery |
| Long products, including shaped steel: GOST 1435-74, GOST 2590-71, GOST 2591-71, GOST 2879-69. Calibrated rod GOST 1435-74, GOST 7417-75, GOST 8559-75, GOST 8560-78. Polished rod and silver steel GOST 1435-74, GOST 14955-77. Tape GOST 2283-79, GOST 10234-77, GOST 21997-76. Strip GOST 103-76, GOST 4405-75. Forgings and forged blanks GOST 1435-74, GOST 4405-75, GOST 1133-71. |
| Purpose |
| a tool that works in conditions that do not cause heating of the working edge: chisels, chisels, bits, hammers, blades of scissors for cutting metal, axes, cleavers, chisels, combination pliers, sledgehammers. |
Chemical composition
| Chemical element | % |
| Silicon (Si) | 0.17-0.33 |
| Copper (Cu), no more | 0.25 |
| Manganese (Mn) | 0.17-0.33 |
| Nickel (Ni), no more | 0.25 |
| Phosphorus (P), no more | 0.030 |
| Chromium (Cr), no more | 0.20 |
| Sulfur (S), no more | 0.028 |
Mechanical properties
| Heat treatment, delivery condition | Section, mm | s B, MPa | d4,% | |||||||||||
| Cold rolled annealed strip | ||||||||||||||
| 0,1-1,5 | 650 | 15 | ||||||||||||
| 1,5-4,0 | 750 | 10 | ||||||||||||
| Cold rolled strip. | ||||||||||||||
| Strength class H1 | 0,1-4,0 | 750-900 | ||||||||||||
| Strength class H2 | 0,1-4,0 | 900-1050 | ||||||||||||
| Strength class H3 | 0,1-4,0 | 1050-1200 | ||||||||||||
| Cold-rolled annealed strip of the highest quality category. | ||||||||||||||
| 0,1-4,0 | 650 | 18 | ||||||||||||
Mechanical properties depending on tempering temperature
| holiday t, °С | s 0.2, MPa | s B, MPa | y, % | KCU, J/m 2 | ||||||||||
| Hardening to a fine-grained structure with cooling in water. | ||||||||||||||
| 300 | 1370 | 1590 | 8 | 31 | ||||||||||
| 400 | 1180 | 1270 | 11 | 44 | ||||||||||
| 500 | 970 | 1090 | 13 | 73 | ||||||||||
| 600 | 830 | 980 | 17 | 93 | ||||||||||
Mechanical properties depending on test temperature
| Heat treatment, delivery condition | test t, °C | s B, MPa | d5,% | y, % | HB | |||||||||
| Annealing or normalization | ||||||||||||||
| 100 | 690 | 16 | 30 | 200 | ||||||||||
| 200 | 660 | 13 | 22 | 200 | ||||||||||
| 300 | 18 | 20 | 200 | |||||||||||
| 400 | 620 | 22 | 26 | 180 | ||||||||||
| 500 | 460 | 27 | 34 | 155 | ||||||||||
| 600 | 330 | 33 | 45 | 135 | ||||||||||
| 700 | 205 | 38 | 60 | 110 | ||||||||||
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Strain rate 10 mm/min. Strain rate 0.007 1/s. | ||||||||||||||
| 700 | 105 | 64 | 90 | |||||||||||
| 800 | 94 | 65 | 100 | |||||||||||
| 900 | 63 | 60 | 100 | |||||||||||
| 1000 | 36 | 62 | 100 | |||||||||||
| 1100 | 22 | 65 | 100 | |||||||||||
| 1200 | 17 | 92 | 100 | |||||||||||
| Annealing. | ||||||||||||||
| Squeal=195 MPa | 600 | 26 | 71 | |||||||||||
| Squeal=85 MPa | 700 | 45 | 88 | |||||||||||
| Squeal=52 MPa | 800 | 38 | 71 | |||||||||||
| Squeal=27 MPa | 900 | 59 | 92 | |||||||||||
| Squeal=25 MPa | 1000 | 58 | 98 | |||||||||||
| Squeal=20 MPa | 1100 | 65 | 99 | |||||||||||
Technological properties
| Forging temperature |
| Start 1180, end 800. Cooling of workpieces with a cross section of up to 100 mm in air, 101-300 mm in a pit. |
| Weldability |
| not applicable to welded structures. |
| Machinability |
| In the annealed state at HB 187 and s B = 620 MPa K u tv.spl. = 1.2, K u b.st. = 1.1. |
| Tendency to release ability |
| not inclined |
| Flock sensitivity |
| not sensitive |
| Sandability |
| good |
Critical point temperature
| Critical point | °C |
| Ac1 | 730 |
| Ac3 | 770 |
| Ar1 | 700 |
| Mn | 280 |
Hardness
| Delivery condition, heat treatment mode | HRC e surfaces | NV |
| Heat treated steel. Quenching 800-820 C, water. | St. 63 | 187 |
| Quenching 820 C, water. Holiday 160-200 C. | 60-63 | |
| Quenching 820 C, water. Holiday 200-300 C. | 54-60 | |
| Quenching 820 C, water. Holiday 300-400 C. | 43-54 | |
| Quenching 820 C, water. Holiday 400-500 C. | 35-43 |
Hardenability
| Distance from the end, mm / HRC e | |||||||||||
| 2.5 | 5 | 7.5 | 10 | 15 | 20 | 25 | 30 | ||||
| 43,5 | 37 | 35 | 34 | 32 | 28,5 | 22 | 20 | ||||
| Crit.dia. in water, mm | Crit.dia. in oil, mm |
| 15-20 | 4-6 |
Physical properties
| Test temperature, °C | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Density, pn, kg/cm3 | 7830 | |||||||||
| Thermal conductivity coefficient W/(m °C) | 46 | 46 | 41 | 33 | 29 | |||||
| Test temperature, °C | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Ud. electrical resistance (p, NΩ m) | 130 | |||||||||
| Specific heat capacity (C, J/(kg °C)) | 580 | 664 | 819 | 970 | 710 | 706 | 685 |
Heat resistance, red resistance
| Temperature, °C | Time, h | Hardness, HRC e |
| 150-160 | 1 | 63 |
| 20-220 | 1 | 59 |
Physical properties of U7A steel
U7 and U7A steels are not used for welding; they are not weldable. The alloy grinds quite well. But it is subject to temper brittleness, and the metal is also prone to flocking. Forging of blanks begins at a temperature of 1150 °C and then lowers it to 800 °C.
The amount of impurities directly affects the physical properties of the alloy; consider them:
- excess phosphorus affects the brittleness of steel at low temperatures, this property is called cold brittleness;
- but excess sulfur increases the fragility of the workpiece at elevated temperatures, this is called red brittleness;
- manganese in the alloy has a positive effect on the ductility of the material, but with its percentage increase in steel it will lead to brittleness and cracking of the workpiece.
Technological properties
| Name | Meaning |
| Weldability | not applicable to welded structures. |
| Tendency to temper brittleness | not inclined |
| Forging temperature | Start - 1180 °C, end - 800 °C. Cooling of workpieces with a cross-section of up to 100 mm in air, 101-300 mm in a pit. |
| Flock sensitivity | not sensitive |
| Machinability | In the annealed state at НВ 187 and sВ=620 MPa Kn tv.all.=1.2 Kn b.st.=1.1 |
| Sandability | good |
Pros and cons of steel U7 (U7A)
The characteristic features of U7 steel appear depending on the carbon content, but the main characteristics are common to all grades of the U7 brand line. It has advantages and disadvantages, like any steel. Let's look at them:
pros
- the high cost of the alloy does not affect the consumer market of products; metal knives can be purchased by any segment of the population;
- alloy products resist plastic deformation well, the blade will never change its shape;
- steel has one excellent quality: after annealing it does not become brittle;
- The optimal combination of viscosity and hardness allows you to quickly produce a variety of tools.
Minuses
- steel blades do not have high wear resistance;
- The heat resistance of the products is also not high; when the alloy is heated to 200 °C, the hardness of the metal is lost;
- coarse grain affects strength; it is slightly lower than that of high-speed steels.
Welding alloy steels: features
Alloy alloys have good ductility, so complex structures can be made from them by welding. Due to the different content of additives, each type of alloyed products has its own characteristics.
Welding low alloy steels
The peculiarity of welded joints of low-alloy steels is their high resistance to cold cracks and brittle fracture. But, such properties of the connecting seam can only be achieved with proper welding.
If the preheating process is disrupted or the weld is subjected to too rapid cooling, the metal may receive microscopic damage at the joints, which will significantly reduce the strength of the entire structure.
Low-alloy steels 10G2SD, as well as 14KhGS and 15KhSND are welded using a direct current machine with reverse polarity. Electrodes for welding must have a calcium fluoride coating. The amount of welding current must exactly match the type of electrode, the thickness of the metal and the type of alloy. Failure to comply with this requirement will also affect the quality of the weld and, as a result, the strength of the manufactured structure.
Welding of low-alloy steel must be carried out without interruption so that the entire seam is made without a metal temperature of at least 200 degrees. The average welding speed is 20 m/h, with a voltage of 40 V and a current of 80 A.
Video:
Welding of medium alloy steels
When manufacturing structures from medium-alloy steels, it is necessary to use welding materials in which the content of alloying elements should be less than in the material being welded.
Only by using such materials can a seam with high resistance to deformation be achieved. If, in the manufacture of products from medium-alloy steels, the sheet thickness does not exceed 5 mm, then high quality joints can be achieved using argon arc welding.
If gas welding is used to connect parts, then acetylene mixed with oxygen should be used as a combustion source.
Welding of high alloy steels
If high-alloy steel is used for the production of metal parts, then welding equipment with minimal thermal entrainment of the material should be used. This is necessary to reduce the likelihood of metal warping during welding, due to the high content of various impurities in the metal composition.
Electric welding of high-alloy alloys is carried out using calcium fluoride coated electrodes. In this case, it is possible to achieve high levels of mechanical and chemical strength of the weld.
The use of gas welding in the manufacture of structures made of high-alloy steels is undesirable. In exceptional cases, it is possible to use gas welding to connect heat-resistant high-alloy steel sheets with a thickness of no more than 2 mm.
Video:
Conclusion
The use of alloyed alloys in the manufacture of metal parts and structures makes it possible to give them the necessary physical qualities. When working with such metals, the designation of alloying elements in steel helps to select a workpiece with the required parameters, from which the structure will then be made.
When using such alloys, it is necessary not only to know their composition, but also the methods of joining by welding. Therefore, if you follow the recommendations outlined in this article, you can get a high-quality product with the specified parameters.
Mechanical properties of U7/U7A steel
Forging steel U7.
The forging process begins with heating the workpiece above the required level. And only after cooling to 1150 °C do they begin to forge the workpiece. When the cross-sectional area of the part is below 100 mm2, it is left to cool naturally. The dimensions of large workpieces are 101-300 mm2 and require gradual cooling along with the furnace being turned off.
This is necessary for good calcination and annealing. This is how the metal is released.
Chipping, cases of alloy breakage, high corrosion during operation, all these negative aspects occur when smelting technology is violated.
After proper heat treatment and complete hardening and cooling of the workpiece, it lends itself well to grinding. When the temperature rises to 900 °C, the thermal conductivity of steel decreases from 46 to 29 watts per meter of length.
There are no extremes observed when the pattern changes with dips in the opposite direction. The alloy has long-term compressive strength, and it fails at 180 MPa.
physical characteristics
| Temperature | r, kg/m3 | l, W/(m °С) | R, NOM m | C, J/(kg °C) |
| 0 | 7830 | 46 | 130 | — |
| 20 | 7830 | 46 | 130 | — |
| 100 | — | 46 | — | — |
| 300 | — | 41 | — | 580 |
| 600 | — | 33 | — | 970 |
| 900 | — | 29 | — | 706 |
| 400 | — | — | — | 664 |
| 500 | — | — | — | 819 |
| 700 | — | — | — | 710 |
| 800 | — | — | — | 706 |
| 1100 | — | — | — | 685 |
Heat treatment
To acquire a fine-grained structure, U7A steel is hardened in water. But the best is considered to be sudden cooling in oil. Hardening cannot be carried out in oil processing. This oil contains destroyed hydrocarbon molecules.
They tend to polymerize, thus disrupting the hardening process. The steel may become under-hardened or sagging. After hardening, the U7 alloy is tempered at a temperature of 420 °C.
Subject to the correct heat treatment process, the alloy acquires a hardness of 65 HRC. Deformation under a near-peak impact of 500 MPa on the workpiece increases the rate of its shape change to 1 cm/min. Parts are annealed at a temperature of 760 °C.
U7A steel is poorly weldable, so welding work with it must be carried out by preheating the parts to 150 °C. This characteristic of the alloy is associated with a minimal amount of chromium, which forms a durable oxide film on its surface.
It is necessary to clean and heat the workpieces to be joined. Otherwise, the welding seam will be brittle, and in critical structures this is unacceptable. Therefore, the alloy is not used in places where there are constant heavy loads.
As the measurement point moves away from the surface of the workpiece in a state heated to the hardening temperature, the hardness drops from 43 HRC, and closer to the middle it completely drops to 29 HRC. But after a properly carried out heat treatment process, the alloy takes on a hardness of 65 HRC.
Knives made of U7A steel.
Steel U7A
| Brand: | Steel U7A |
| Standard: | GOST 1435-99 Rods, strips and coils of non-alloy tool steel. General technical conditions. |
| Classification: | Metals and alloys->Ferrous metals->Steels->Tool steels |
| Application: | Woodworking tools - axes, cleavers, chisels, chisels; small pneumatic tools - chisels, crimpers, strikers. forging dies, needle wire, plumbing tools, hammers. sledgehammers, bits, screwdrivers, combination pliers, side cutters, rasps, chisels, crosscutters, springs, measuring tapes, etc. |
Physical properties
| Density ρ, kg/m3 | Normal elastic modulus E, GPa | Shear modulus G, GPa | Thermal conductivity λ, W/(m K) | Poisson's ratio μ |
| 7830 | 209 | 80 | ||
| hardened | 210 | 0.3 | ||
| 20 degrees C | 46 | |||
| 100 degrees C | 46 |
Physical and mechanical properties
| Yield strength σ0.2, MPa | Ultimate strength (Temporary resistance) σв, MPa | Ultimate compressive strength σcom, MPa | Tensile endurance limit σ-1, MPa | Torsional endurance limit τ-1, MPa | Brinell hardness HB | Rockwell hardness HRC | Relative narrowing ψ, % | Relative elongation after rupture δ5, % |
| hardening 820 gr.S. (water) + leave 300 gr.S. (air) | 1370 | 1590 | 60 | 8 | ||||
| annealed | 650 | 30 | 16 | |||||
| annealing | 187 | |||||||
| hardened | 650 | 315 | 252 |
Chemical composition
| WITH, % | Cu,% | Si, % | Mn, % | Cr, % | Ni, % | P, % | S, % |
| from 0.65 to 0.74 | from 0.2 to 0.25 | from 0.17 to 0.33 | from 0.17 to 0.28 | from 0.12 to 0.4 | from 0.12 to 0.25 | up to 0.025 | up to 0.018 |
Technological properties
| Forging temperature Tforge, °C | Tendency to temper brittleness | Weldability | Flock sensitivity |
| from 800 to 1180 | not inclined | not applicable for welded structures | insensitive |
Material groups
| Material group code |
| 02.01.00 |
Classification:
oitsp.ru
Application of alloy U7 (U7A)
U7 steel is used for the manufacture of various tools. Take, for example, an axe. They perform rough processing of wood. It is used to cut logs and split logs into chips and splinters.
The alloy has sufficient strength, hardness and toughness to be used to split and chop even hard trees such as oak and boxwood.
But it should be noted that the ax needs to be sharpened periodically. In addition to such products as an axe, the alloy is used for the manufacture of: hammers, screwdrivers, pliers, wire cutters, chisels and chisels. Pneumatic tools are also made from it, these are strikers and bumpers. The alloy is also used to make needles for sewing and technical machines.
The influence of carbon and alloying elements on the properties of steel
Industrial steels are chemically complex alloys of iron and carbon. In addition to these basic elements, as well as alloying components in alloy steels, the material contains permanent and random impurities. The main characteristics of steel depend on the percentage of these components.
How to protect your buildings from corrosion of reinforcement in concrete: prevention, treatment, expert advice. Machines for cutting and bending reinforcement: here you will learn about what they are needed for, how to use them and how necessary they are on a construction site.
In our price list you can find out the current cost of fittings in St. Petersburg and the Leningrad region.
Carbon has a decisive influence on the properties of steel. After annealing, the structure of this material consists of ferrite and cementite, the content of which increases in proportion to the increase in carbon concentration. Ferrite is a low-strength and ductile structure, while cementite is hard and brittle. Therefore, an increase in carbon content leads to an increase in hardness and strength and a decrease in ductility and toughness. Carbon changes the technological characteristics of steel: workability by pressure and cutting, weldability. An increase in carbon concentration leads to deterioration in machinability due to hardening and reduced thermal conductivity. The separation of chips from high-strength steel increases the amount of heat generated, which causes a decrease in tool life. But low-carbon steels with low viscosity are also poorly processed, since chips that are difficult to remove are formed.
Steels with a carbon content of 0.3-0.4% have the best cutting machinability.
An increase in carbon concentration leads to a decrease in the ability of steel to deform in hot and cold states. For steel intended for complex cold forming, the amount of carbon is limited to 0.1%.
Low-carbon steels have good weldability. For welding medium- and high-carbon steels, heating, slow cooling and other technological operations are used to prevent the occurrence of cold and hot cracks.
To obtain high strength properties, the amount of alloying components must be rational. Excess alloying, excluding the introduction of nickel, leads to a decrease in toughness reserve and provokes brittle fracture.
- Chromium is a non-deficient alloying component and has a positive effect on the mechanical properties of steel at its content of up to 2%.
- Nickel is the most valuable and scarce alloying additive, introduced in a concentration of 1-5%. It most effectively reduces the cold brittleness threshold and helps to increase the temperature reserve of viscosity.
- Manganese, as a cheaper component, is often used as a substitute for nickel. Increases yield strength, but may make steel sensitive to overheating.
- Molybdenum and tungsten are expensive and scarce elements used to increase the heat resistance of high-speed steels.
Analogues and assortment
For each type of product in Russia there is a GOST. Tape steel up to 1 mm is manufactured in accordance with GOST 10234-1977. Of course, the assortment does not end there; steel is produced in sheets and strips, as well as long and shaped components.
You should also take into account all kinds of rentals. In Russia, in terms of purpose and composition, very similar alloys are U8 and U9 and their varieties. Alloys of similar composition are found throughout the world. But they have their own standards; you can consider analogues below:
- European Union - CT70;
- Germany – C70W;
- France – Y170;
- Italy – C70KU;
- Austria – K970;
- Czech Republic - 19132;
- Poland – N7;
- China – T7;
- Japan – SK7.
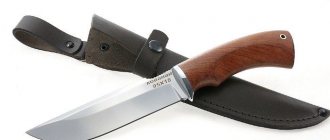
Knives made of U7/U7A alloy
Knives made of U7 steel have good cutting properties, sufficient strength, and sharpen well. Alloy U7A is a classic knife material. Knife blades made of U7 steel are oxidized, which protects them from corrosion. Tool metal has a hardness of 60-62 HRC.
Military knife – Smerch-R
Blade material: forged U7A steel with anti-reflective coating. Thickness up to 5 mm, reinforced with fullers on both sides, allows it to withstand enormous lateral loads. You can use the knife for digging and other non-target applications within reason. Through installation allows us to assume that the knife is all-metal, i.e. the blade goes through the entire handle. Blade characteristics:
- Steel grade – U7A, anti-glare;
- Handle material – rubber;
- Blade length – 150-155 mm;
- Total length – 265-270 mm;
- Blade width – 25-30 mm;
- Butt thickness – 3.8-5.1 mm;
- Handle length – 115-120 mm;
- Blade hardness – 57-59 HRC.
An assistant for every occasion.
Cutting knife – Specialist
The handmade knife is made of forged carbon steel U10A with a blued blade. Handle made of printed leather and textolite. This knife is ideal for hunting and tourism. The leather handle is warm, pleasant to the touch and does not slip in the hand. Knife characteristics:
- Manufacturer: ZlatProfit;
- Steel: U7A;
- Handle: leather;
- Total length: 250 mm;
- Blade length: 140 mm;
- Blade width: 30 mm;
- Blade thickness: 4.0 mm;
- Blade hardness: 60-62 HRC;
- Coating: blued.
Handmade product.
Folding knife – Achilles
Folding knife Achilles is a handmade knife from craftsmen from the city of Zlatoust, the blade of the knife is made of carbon steel U7A with blued finish and decorated with engraving in the style of Zlatoust engraving on steel. The reliable knife mechanism will ensure long and safe use in any harsh conditions. The durable design of the knife makes it possible to open cans, cut meat, and plane wood chips. Product characteristics:
- Manufacturer: ZlatProfit;
- Steel: U7A;
- Handle Trims: walnut;
- Total length: 220.0mm;
- Blade length: 110.0 mm;
- Blade width: 25 mm;
- Blade thickness: 3.0 mm;
- Blade hardness: 62 HRC;
- Coating: blued.
Achilles folding case with blued finish.
Mechanical characteristics
| Section, mm | holiday t, °C | sТ|s0.2, MPa | σB, MPa | d5, % | d4 | d10 | y, % | kJ/m2, kJ/m2 | Brinell hardness, MPa |
| Flattened tape of medium strength 0.1-4.0 mm according to GOST 10234-77 in delivery condition (delivery condition is indicated) | |||||||||
| — | — | — | 780-1270 | — | — | — | — | — | — |
| — | — | — | 780-930 | — | — | — | — | — | — |
| — | — | — | 930-1080 | — | — | — | — | — | — |
| — | — | — | 1080-1230 | — | — | — | — | — | — |
| — | — | — | ≤780 | — | — | ≥10 | — | — | — |
| — | — | — | ≤570 | — | — | — | — | — | — |
| Annealed cold-rolled strip of the highest quality category | |||||||||
| 0.1-1.5 | — | — | ≤650 | — | ≥15 | — | — | — | — |
| Hardening to a fine-grained structure with cooling in water + Tempering | |||||||||
| — | 300 | ≥1370 | ≥1590 | — | — | — | ≥8 | ≥310 | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Strain rate 10 mm/min. Strain rate 0.007 1/s | |||||||||
| — | — | — | ≥105 | ≥64 | — | — | ≥90 | — | — |
| Annealed cold-rolled strip of the highest quality category | |||||||||
| 1.5-4 | — | — | ≤750 | — | ≥10 | — | — | — | — |
| Hardening to a fine-grained structure with cooling in water + Tempering | |||||||||
| — | 400 | ≥1180 | ≥1270 | — | — | — | ≥11 | ≥440 | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Strain rate 10 mm/min. Strain rate 0.007 1/s | |||||||||
| — | — | — | ≥94 | ≥65 | — | — | ≥100 | — | — |
| Hardening to a fine-grained structure with cooling in water + Tempering | |||||||||
| — | 500 | ≥970 | ≥1090 | — | — | — | ≥13 | ≥730 | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Strain rate 10 mm/min. Strain rate 0.007 1/s | |||||||||
| — | — | — | ≥63 | ≥60 | — | — | ≥100 | — | — |
| Hardening to a fine-grained structure with cooling in water + Tempering | |||||||||
| — | 600 | ≥830 | ≥980 | — | — | — | ≥17 | ≥930 | — |
| A sample with a diameter of 5 mm and a length of 25 mm is deformed and annealed. Strain rate 10 mm/min. Strain rate 0.007 1/s | |||||||||
| — | — | — | ≥36 | ≥62 | — | — | ≥100 | — | — |
| — | — | — | ≥22 | ≥65 | — | — | ≥100 | — | — |
| — | — | — | ≥17 | ≥92 | — | — | ≥100 | — | — |
| Annealing | |||||||||
| — | — | — | — | ≥26 | — | — | ≥71 | — | — |
| — | — | — | — | ≥65 | — | — | ≥99 | — | — |
| Cold-rolled strip (strength class indicated) | |||||||||
| 0.1-4 | — | — | 750-900 | — | — | — | — | — | — |
| Annealing | |||||||||
| — | — | — | — | ≥58 | — | — | ≥98 | — | — |
| Cold-rolled strip (strength class indicated) | |||||||||
| 0.1-4 | — | — | 900-1050 | — | — | — | — | — | — |
| Annealing | |||||||||
| — | — | — | — | ≥59 | — | — | ≥92 | — | — |
| Cold-rolled strip (strength class indicated) | |||||||||
| 0.1-4 | — | — | 1050-1200 | — | — | — | — | — | — |
| Annealing | |||||||||
| — | — | — | — | ≥38 | — | — | ≥71 | — | — |
| — | — | — | — | ≥45 | — | — | ≥88 | — | — |
| Annealing or normalization | |||||||||
| — | — | — | ≤690 | ≥16 | — | — | ≥30 | — | ≤200 |
| — | — | — | ≤660 | ≥13 | — | — | ≥22 | — | ≤200 |
| — | — | — | ≤640 | ≥18 | — | — | ≥20 | — | ≤200 |
| — | — | — | ≤620 | ≥22 | — | — | ≥26 | — | ≤180 |
| — | — | — | ≤460 | ≥27 | — | — | ≥34 | — | ≤155 |
| — | — | — | ≤330 | ≥33 | — | — | ≥45 | — | ≤135 |
| — | — | — | ≤205 | ≥38 | — | — | ≥60 | — | ≤110 |