Пожалуй, самым интересным, исходя из разнообразия качеств, марок, характеристик и сферы применения, является сплав латуни. И, несмотря на то, что его цена ниже, чем у, скажем, меди, именно он применяется даже при изготовлении ювелирных изделий. Состав латуни прост, но различные пропорции придают настолько разнообразные качества, что об этом нужно рассказать подробно.
Из глубины веков
История латуни удивительна. Один из ее составляющих (цинк) открыт в XVI веке, но «союз металлов» использовали до наступления нашей эры.
Платон писал о легендарной Атлантиде:
«самородный орихалк, извлекавшийся из недр земли в различных местах острова по ценности своей уступавший … только золоту».
Римская Империя чеканила деньги из орихалка. Правда, его получали при соединении меди с кальмией (окисью цинка), добываемой в Британии. Истощились месторождения, перестали плавить орихалк.
История
Документированная история латуни начинается за сто лет до нашей эры:
- В это время производство сплава освоили древние римляне.
- Спустя 900 лет с ним познакомились жители Ближнего и Среднего Востока. Источником сырья (медь, свинец) стали залежи на севере Персии (нынешний Иран).
- В этот же период по Шелковому пути его завезли на Кавказ.
- Первыми из европейцев сплав получили англичане в конце 18 века. Это был медно-цинковый материал.
Популярность материала на протяжении тысячелетий подкреплялась его сходством с золотом.
Свойства
Латунь — соединение цветных металлов.
Сплавы по содержанию Zn делят на альфа-латуни и альфа+бета-латуни (однофазные и двухфазная).
Часто структура латуни состоит из обеих фаз.
Характеристики:
- Тепло- и электропроводность металлического «союза» уступают меди.
- Устойчивость к коррозии средняя между этим показателем у составляющих твердого расплава.
- Имеет высокие технологические свойства.
- Латуни довольно дешевы, потому и спрос велик.
| Теплопроводность | 121 Вт/(м·K) |
| Плотность | 8921 кг/м³ и 7140 кг/м³ |
| Температура плавления | 932 °C[1][2] |
| Кристаллическая система | кубическая сингония |
| Коэффициент Пуассона | 0,37 |
| Модуль Юнга | 115 ± 20 ГПа, 100 ГПа и 130 ГПа |
| Модуль Юнга при сжатии | 50 ГПа |
Химический состав определяет свойства:
- Поверхность изделий покрываются оксидной пленкой (темнеет).
- Однофазные сплавы отличает высокая эластичность.
- Двухфазные славятся прочностью.
Важно: латунь — это не бронза.
Литье под давлением
Литье под давлением – это высокопроизводительный автоматизированный технологический процесс создания тонкостенных деталей из цветных металлов, стали и пластмасс.
С высокой скоростью жидкий расплав заполняет пресс форму. и далее в результате под давлением получаются отливки заданной формы.
Эта статья подробно описывает технологию, оборудование и изделия, которые можно получить при помощи метода.
Описание технологических операций
Процесс литья под давлением осуществляется в стальных пресс-формах. Расплавленный материал подаётся в пресс-форму и кристаллизуется там под воздействием высокого давления.
Пресс-форма это технологическая литейная оснастка, сконструированная из подвижной и неподвижной стальных частей. Подвижная половина передвигается по направляющим цилиндрам, неподвижная закреплена на стационарной плите.
Перед заливкой подвижная часть плотно прижимается к неподвижной гидроцилиндром и фиксируется в этом положении специальными замками. После застывания заготовки, подвижная часть оборудования отъезжает, а отливку выталкивают механические толкатели.
Перед смыканием пресс-формы, контактирующие с расплавленным металлом поверхности, покрывают разделительной смазкой.
Специальный состав обеспечивает беспрепятственное отделение отливок после литья, защищает сталь от негативного воздействия высоких температур.
Литье под давлением выполняется в автоматизированном режиме в промышленных установках. Главными узлом этого оборудования выступает камера для прессования, она бывает холодной или горячей.
Холодная камера – это горизонтальный цилиндр, с поршнем внутри и воронкой, предназначенной для заливания расплава. После заливки металла, поршень движется внутри цилиндра, нагнетая расплав в пресс-форму.
После заполнения формы повышается усилие на поршень для создания достаточной величины давления для кристаллизации металла.
Горячая камера для прессования представляет собой ванну с расплавом, которая расположена в подогреваемом чугунном тигле. Поступательное движение поршня выталкивает расплав из тигля. Металл поднимается по каналу и поступает в пресс-форму. В конструкции канала предусмотрен подогреваемый мундштук. Этот элемент нужен, чтобы жидкий металл не затвердевал внутри.
После застывания детали, остатки расплава из канала сливаются обратно в чугунную ванну. Оборудование этого типа применяется для изделий из сплавов цинка и магния.
Температура нагрева расплава
Нагрев материала для литья под давлением осуществляется исходя из марки сплава и геометрических параметров детали. Если расплав перегрет, при заполнении пресс-формы брызги попадают в отверстия для вентиляции и закупоривают их. Это приводит к ухудшению газоотвода и, как следствие, к возникновению пор в отливке.
Высокая температура жидкого металла приводит к увеличению времени затвердевания изделия, как следствие нужно больше времени на весь технологический процесс.
Увеличивается износ оборудования из-за длительного соприкосновения с перегретым расплавом.
Возрастает опасность приваривания заливаемого металла к оборудованию, из-за этого может повредиться деталь при выталкивании. Всё это приводит к быстрому износу пресс-формы.
При литье под давлением расплав спрессовывают при минимальной температуре. Цветные металлы нагревают всего на 10–300ºС выше температуры, при которой сплав полностью твердеет. При небольших толщинах элементов отливки сплав нужно нагревать сильнее. Для литья больших изделий простой конфигурации сплав нагревают чуть выше температуры плавления.
Для деталей, к которым предъявляются высокие требования по прочности, металл заливают в твердо жидком состоянии. За счет этого обеспечиваются следующие преимущества:
- предотвратить появление усадочных дефектов в отливке;
- снизить тепловое воздействие на оборудование;
- снизить время охлаждения изделия;
- уменьшить опасность приваривания пресс-формы и отливки.
Металл с включениями твёрдой фазы можно прессовать только в установках, с холодной камерой. При использовании оборудования с горячей камерой есть риск застывания расплава в подводящем канале.
Пример литья под давлением деталей из алюминия – процент твёрдых частиц в расплаве, когда пресс-форма беспрепятственно заполняется, а качество отливки остаётся на высоком уровне, составляет от 40 до 60%.
Скорость подачи расплава в пресс-форму
Поршень спрессовывает металл в пресс-форму с определённой скоростью. Значение выбирается в зависимости от характеристик сплава и геометрических параметров отливки.
Если изделие простое с толстыми стенками высокая скорость прессования не нужна. Если деталь имеет сложную геометрию и тонкие элементы скорость запрессовки должна быть высокой.
Это требуется, чтобы расплав успел заполнить все узкие полости до затвердевания.
Слишком большая скорость подачи расплавленного материала становится причиной следующего явления: струя разделятся на мелкие капли, образуя смесь расплава и воздуха. Если количество каналов для отвода газов недостаточно или они забиты металлом, пузырьки воздуха останутся в отливке. Это приведёт к образованию пор в металле, чтобы исключить такие дефекты пресс-форму помещают в вакуум.
От скорости движения расплава зависит качество отливок и долговечность оборудования. Если скорость литья под давлением слишком высокая, то защитную смазку с соприкасающихся с жидким металлом поверхностей может смыть. Из-за этого отливка приварится к пресс-форме, и при выталкивании ее может повредить или сломать.
Слишком медленная подача, снизит качество детали. Металл будет застывать прямо во время заполнения формы до того, как усилие будет увеличено. Скорость поступления расплава в пресс-форму при литье под давлением обычно выбирается в диапазоне от 10 до 50 м/с. Небольшую скорость используют для литья деталей из стали, медных сплавов, высокая скорость требуется для сплавов олова и цинка.
Давление на расплав при застывании
В момент, когда расплав полностью заполняет пресс-форму, усилие на поршень многократно увеличивается. Воздействие давлением не прекращается до тех пор, пока металл полностью не затвердеет.
В результате возрастает плотность и механические характеристики отливки, в ней не образуются усадочные дефекты.
При повышении усилия сжатия уменьшается количество бракованных изделий, растёт чистота поверхности металла, повышается качество отливок.
Чем выше требования к прочности детали, тем больше должно быть усилие прессования. Алюминиевые сплавы прессуют давлением от 40 до 200 МПа. Для сплавов на основе магния используют от 40 до 180 МПа. Цинковые сплавы повергают давлению от 10 до 50 МПа. Для обеспечения высокого качества при увеличении толщины стенки нужно повышать давление при кристаллизации.
Температура подогрева пресс-формы
Перед подачей жидкого сплава литейное оборудование нужно нагреть до определённой температуры, которая подбирается для каждого сплава в зависимости от толщины стенок изделия. Температура предварительного подогрева пресс-формы:
- для литья цинка до 120–1600 ºС;
- магния 200–2400 ºС;
- алюминия 180–2500 ºС;
- стали 200–2800 ºС;
- латуни 280–3200 ºС.
Если отливка тонкостенная – пресс-форму нагревают до температуры ближе к большим значениям указанных выше интервалов. Для толстостенных деталей – ближе к нижнему значению. Это нужно чтобы в тонкостенных отливках расплав не затвердел в процессе заполнения формы. В технологии заливки больших деталей напротив необходимо увеличить скорость застывания.
Преимущества и недостатки литья под давлением
Отливки, выполненные на установках для литья под давлением – это детали, с низкой шероховатостью, высокой точностью исполнения, которым не нужна механическая обработка или она минимальна. После литься детали поступают на отрезные прессы, где с них удаляются литники и промывники.
Состоящий из небольшого количества операций процесс может быть полностью автоматизирован. Из-за простоты операций, быстрого затвердевания металла и автоматического извлечения изделий этот процесс является высокопроизводительным.
Недостаток технологии – это сложность и высокая стоимость технологической оснастки. Экономически не рационально использовать литье под давлением в средне серийном и мелкосерийном производстве. Способ не подходит для литья тугоплавких металлов, которые плавятся при температуре выше, чем сталь.
Эту технологию не применяют для изготовления больших отливок, так как преимущества метода пропадают из-за неравномерного затвердевания, а из-за высокой цены габаритного высокоточного оборудования использование этого способа экономически нецелесообразно.
Применение
Литье под давлением изготавливают тонкостенные детали со сложной геометрией. Этой технологией делают изделия из меди, алюминия, цинка, магниевых сплавов, сталей и пластика. Эта технология позволяет выполнять геометрически сложные отливки с толщиной элементов до 1 мм.
Литье под давлением применяют в следующих отраслях промышленности:
- приборостроение;
- автомобилестроение;
- самолётостроение;
- станкостроение;
- изготовление элементов смесителей.
- производство бытовой техники;
Литье под давлением широко используют для производства изделий из полиэтилена, полипропилена и других синтетических материалов. Из-за большой стоимости применяемой оснастки эта технология экономически обоснована только в массовом или крупносерийном производстве.
Сегодня ни одно машиностроительное предприятие, массово изготавливающее детали бытовой техники, приборы, двигатели внутреннего сгорания и другие высокотехнологичные механизмы, не может обойтись без установок для литья под давлением.
Не добыть в природе латуни
Познавательно: самородную латунь нашли в конце XX века, это «цинкистая медь».
В природе латунь практически не встречается. Месторождения цинкистой меди редки и не представляют промышленного интереса. Люди сами сплавляют медь и цинк в нужных пропорциях.
Рекомендуем: НИОБИЙ — мифы и реальность
Добычу составляющих сплава металлов производят на соответствующих месторождениях.
Интересно: более половины цинка для производства золотистого сплава получено путем вторичной переработки.
Сплавы, марки
По составу латуни делят на двухкомпонентные (лигатура в них цинк) и многокомпонентные. В этих сплавах металлов могут присутствовать олово Sn, Pb (свинец), Al (алюминий), никель Ni, марганец Mn.
По формуле маркировки легко определить, какие металлы содержит сплав, в каких количествах.
Маркировка двухкомпонентных сплавов состоит из буквы Л, к которой добавляют число — процент меди. Пример: Л59, Л75.
В маркировке многокомпонентных латуней указаны первые буквы металла и его процентное содержание. Пример: ЛЦ16К4 — содержание цинка 16%, кремния 4%, остальное медь.
Микроструктура отшлифованного и протравленного латунного сплава под 400-кратным увеличением
Способы производства
Такой сплав меди, как латунь, хорошо поддается различным методам обработки. Так, из этого сплава можно получать различные изделия методами ковки, штамповки и протяжки, а благодаря относительно невысокой температуре плавления и хорошей текучести в расплавленном состоянии его активно используют в литейном производстве.
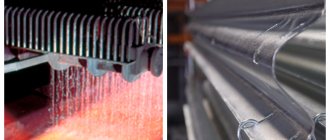
Розлив латунного расплава по формам
Латунь, основным легирующим элементом в которой является цинк, получают плавкой:
- в тиглях, изготовленных из огнеупорного материала (для нагрева тигли вместе с компонентами сплава помещают в шахтные или пламенные печи);
- в отражательных печах (при использовании данного метода плавку выполняют без применения тиглей).
При выплавке латунного сплава следует учитывать тот факт, что цинк при осуществлении такой процедуры будет активно испаряться, поэтому количество данного металла следует рассчитывать с некоторым запасом.
Что дает лигатура
| Присадка | Свойство |
| Марганец | Улучшение коррозионной стойкости и прочности |
| Олово | Увеличивает прочность, замедляет коррозию в морской воде |
| Никель | Улучшит общую стойкость к коррозии в агрессивных средах |
| Свинец | Улучшит обработку резанием, но ухудшит механические свойства |
| Кремний | В союзе со свинцом повышает антифрикционные свойства |
Содержание в твердом расплаве более 20% цинка приводит к деформации и коррозионному растеканию. Этот недостаток исправляют, отжигая изделия при температуре 250-300 градусов.
Важно: чем больше цинка в сплаве, тем он дешевле.
Применение
Хорошие механические свойства, относительная дешевизна — эти достоинства обеспечили бывшему орихалку постоянный спрос.
Латунные сплавы используют в деталях, для которых важны:
- пластичность;
- деформируемость;
- текучесть;
- способность к обработке.
У современного орихалка приятный золотистый цвет. Ее используют в производстве фурнитуры, художественных изделий (кубков, значков, знаков отличия, орденов и медалей).
Рекомендуем: ТИТАН — супермен среди металлов
Однако к драгоценным металлам латунь не относится.
- Сплав нашел применение в изготовлении трубопроводов, деталей для морских судов.
- Незаменим в изготовлении приборов и деталей для химического производства.
- Зубчатые колеса, гайки, втулки, болты — везде необходима латунь.
- Применяется в гидросистемах автомобилей, полиграфических матрицах, деталях механических часов.
| Двойные деформируемые латуни | |
| Марка | Область применения |
| Л96, Л90 | Детали машин, приборов теплотехнической и химической аппаратуры, змеевики, сильфоны и др. |
| Л85 | Детали машин, приборов теплотехнической и химической аппаратуры, змеевики, сильфоны и др. |
| Л80 | Детали машин, приборов теплотехнической и химической аппаратуры, змеевики, сильфоны и др. |
| Л70 | Гильзы химической аппаратуры, отдельные штампованные изделия |
| Л68 | Большинство штампованных изделий |
| Л63 | Гайки, болты, детали автомобилей, конденсаторные трубы |
| Л60 | Толстостенные патрубки, гайки, детали машин. |
| Многокомпонентные деформируемые латуни | |
| Марка | Область применения |
| ЛА77-2 | Конденсаторные трубы морских судов |
| ЛАЖ60-1-1 | Детали морских судов. |
| ЛАН59-3-2 | Детали химической аппаратуры, электромашин, морских судов |
| ЛЖМа59-1-1 | Вкладыши подшипников, детали самолетов, морских судов |
| ЛН65-5 | Манометрические и конденсаторные трубки |
| ЛМц58- 2 | Гайки, болты, арматура, детали машин, советская разменная монета образца 1958 г., номиналом 1-5 копеек. |
| ЛМцА57-3-1 | Детали морских и речных судов |
| ЛO90-1 | Конденсаторные трубы теплотехнической аппаратуры |
| ЛO70-1 | Конденсаторные трубы теплотехнической аппаратуры |
| ЛO62-1 | Конденсаторные трубы теплотехнической аппаратуры |
| ЛO60-1 | Конденсаторные трубы теплотехнической аппаратуры |
| ЛС63-3 | Детали часов, втулки |
| ЛС74-3 | Детали часов, втулки |
| ЛС64-2 | Полиграфические матрицы |
| ЛС60-1 | Гайки, болты, зубчатые колеса, втулки |
| ЛС59-1 | Гайки, болты, зубчатые колеса, втулки |
| ЛЖС58-1-1 | Детали, изготовляемые резанием |
| ЛК80-3 | Коррозионностойкие детали машин |
| ЛМш68-0,05 | Конденсаторные трубы |
| ЛАНКМц75- 2- 2,5- 0,5- 0,5 | Пружины, манометрические трубы |
Литейные латуни
| Марка | Область применения |
| ЛЦ16К4 | Детали арматуры |
| ЛЦ23А6ЖЗМц2 | Массивные червячные винты, гайки нажимных винтов |
| ЛЦЗОАЗ | Коррозионно-стойкие детали |
| ЛЦ40С | Литые детали арматуры, втулки, сепараторы, подшипники |
| ЛЦ40МцЗЖ | Детали ответственного назначения, работающие при температуре до 300 °C |
| ЛЦ25С2 | Штуцера гидросистемы автомобилей |
Ювелирные сплавы
Латунная игральная кость, рядом цинк и слиток меди.
| Ювелирные сплавы | ||
| Вид обработки | Цвет | Наименование сплава |
| литьё | жёлтый | Латунь в гранулах M67/33 |
| литьё | зелёный | Латунь в гранулах M60/40 |
| литьё | золотой | Латунь в гранулах M75/25 |
| литьё | жёлтый | Латунь в гранулах M90 |
Рекомендуем: РОДИЙ — царственная роза платиноидов