Diamond is undeniably popular in manufacturing industries. Until a certain period, it was considered an indispensable component of a cutting tool. With the development of scientific and technological progress, CBN appeared on the market of abrasive and cutting materials. CBN tools are not inferior in hardness and density to their competitors.
Features of the substance elbor
The graphite-like modification was obtained by heating boron and nitrogen in equal proportions at a temperature of 1700 - 1800°C and a pressure of 8 to 12 GPa in the presence of catalysts. The technology for producing the substance was developed at the Research Institute of Abrasives and Grinding during the existence of the Soviet Union. The work was carried out jointly with employees of Leningradsky. Domestic material received the abbreviation KNB. The chemical formula of the substance BN gives it three names – borazone.
Types of elbor, differing in color:
- Brands LKV60 and B5 have yellow transparent crystals of octahedral shape, synthesized in the Li-BN system.
- The LKV40 and LKV50 grades are formed in the presence of Mg and N and contain an excess of boron in the crystal lattice, which gives the substance a black-brown color.
Foreign analogues of borazone are usually designated cBN.
Advantages of elbor
The hardness of the material is almost as good as that of the popular natural mineral and is 3-4 times higher than that of silicon carbide and electrocorundum abrasives. CBN grains have increased wear resistance; during operation they retain their sharpness for a long time.
Oxidation of the granular surface of borazon begins at 1000-1200°C, for diamond at 600-700°C. Tools based on CBN can operate when critical temperatures arise during grinding in harsh conditions. The thermal and chemical resistance of the substance allows it to withstand temperature loads without premature wear of the abrasive grains.
Diamond is subject to rapid wear when grinding steels. Elbor has proven itself well in performing such tasks and does not lose its strength characteristics. The material is inert to almost all chemical elements. Along with a natural abrasive, it does not react with acids and alkalis.
Industrial production methods make it possible to obtain borazone with the necessary physical and technical properties, depending on the purpose.
Diamonds and CBN for sharpening knives.
Natural diamonds
Diamond is a mineral, the only precious stone consisting of one element. Diamond is also one of the allotropic modifications of carbon and the hardest of substances. The density of diamond is 3.48-3.56 g/cm3, and the microhardness is 8600-10000 kgf/mm2.
Diamond is 96-99% carbon. In addition, it contains (within 0.2-0.3%) other elements: boron, silicon, nitrogen, oxygen, aluminum, manganese, copper, as well as impurities of iron, nickel, titanium, zinc and other elements. Inclusions of graphite, olivine, pyrope, etc. are found. Diamond crystallizes in the cubic (isometric) classification of crystal symmetry groups and occurs in the form of octahedra or crystals of similar shape. Typically, diamonds are clear and yellowish in color, but blue, green, cherry, bright yellow, and mauve stones are also found. Diamonds can be completely clear or cloudy.
Diamonds of the highest quality are mined in South Africa and Russia in kimberlites - volcanic rocks composed mainly of olivine and serpentine. Kimberlites occur in the form of tubular bodies (“explosion tubes”). In addition, diamonds are mined from river and coastal-sea pebble placers, where they were carried out as a result of the destruction of diamond-containing kimberlite volcanic breccia.
There is great internal tension inside diamonds, since their formation took place under conditions of enormous pressure in the depths of the mantle of our planet and, presumably, 3 billion years ago they were brought to the surface. According to the shape of the crystals, diamonds can be: flat-edged, curved, deformed, elongated, stepped, polycentric, etc.
Due to a number of factors, diamond has unique properties. At medium temperatures it is chemically inert, and at high temperatures it becomes chemically active. When heated, the diamond dissolves in molten sodium and potassium nitrate and soda. In molten alkali carbonates at 1000-1200 degrees, diamond turns into carbon monoxide. Certain metals, such as iron and nickel, partially dissolve diamond at temperatures above 800 degrees.
In nature, diamonds are found in the form of individual crystals, their fragments or polycrystalline aggregates. Diamonds are divided into jewelry and technical. Jewelry diamonds include regular crystalline shapes, transparent, without cracks, inclusions or stains. All other crystals, as well as polycrystalline varieties, belong to industrial diamonds. Industrial diamonds undergo pre-processing to separate them by shape and size, as well as to isolate diamonds with higher strength properties. In this case, diamonds are crushed, polished, subjected to heat treatment and metallization.
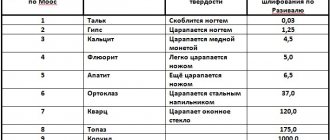
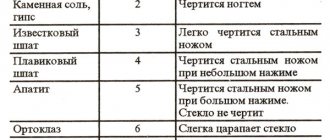
Diamond's hardness is 10 on the Mohs scale, the highest of all minerals. The microhardness of diamond is 93157-98648 Millipascals (Mpa), while corundum is 20200 (Mpa), topaz is 1399 (Mpa), quartz is 981 (Mpa). However, diamond exhibits hardness anisotropy, that is, on different faces and in different directions the hardness is slightly different. This is due to the structural features of the mineral.
Moving on to abrasive properties, it should be noted that the average wear resistance of diamond is several times higher than the wear resistance of boron carbide and silicon carbide. If we take the abrasiveness of diamond as 1, then the abrasive ability of boron carbide will be 0.5-0.6, and that of silicon carbide 0.2-0.3. The elastic modulus (in MPa) of diamond is 88254 (for boron carbide about 294180, for silicon carbide 357919, for hard steel alloy up to 588360). Diamond is capable of deformation when exposed to the material being processed. In this regard, when processing various materials with diamond, the specific pressure and temperature are several times lower than when using other abrasives. The bending strength of diamond is low - 206-490 MPa, which is three to four times less than that of a hard steel alloy; the compressive strength of diamonds averages 1961 MPa, which is two times less than the average compressive strength of hard steel. steel alloys. Diamond's compression ratio and compressibility modulus are four times less than iron.
Diamond is an almost ideal abrasive, capable of effectively cutting any steel, working quickly and not significantly polluting the workplace. It is slowly produced and slowly salted. At the same time, it should be noted that rough galvanically bonded diamonds can compete with other abrasives in price.
Synthetic diamonds
In addition to natural diamonds (designation A), synthetic diamonds (designation AC) are also actively used today. Synthetic and natural diamonds have the same properties: the same crystal lattice, density, hardness, etc. They differ only in the shape of the grains, surface qualities, strength and fragility.
Today, there are three main technologies for producing synthetic diamonds: HPHT diamonds, CVD diamonds, and PCD diamonds. HPHT methods use high pressure and high temperature, requiring the use of multi-ton presses that can reach pressures of up to 5 GPa at 1500 °C. Chemical vapor deposition (CVD) is a method in which a plasma of carbon atoms is created above a substrate, from which the atoms gradually condense onto the surface to form diamond. This technology makes it possible to produce diamonds of different geometric sizes. In addition, there are technologies for creating semi-crystalline diamonds (PCD). In PCD tools, diamond segments are bonded using high-temperature soldering onto a carbide substrate. PCD elements are produced by sintering micron-sized synthetic diamond powders to bond the particles together in a process involving high temperature and pressure. This material is produced using cemented carbide firing and a sintering process occurs when cobalt is added. During this process, the carbide backing metal penetrates between the diamond grains, ensuring their adhesion.
There is a wide variety of types of synthetic diamonds. Synthetic diamonds ASO, ASR, ASV, ASC and ACC are produced in sizes from 0.04 to 0.63 mm, micropowders - ASM and ASN - in sizes from 1 to 60 microns. ASO diamond grains have the lowest strength, ACC diamond grains have the greatest strength. Depending on the grain size, ACC grade diamonds have a strength that is 1.3-2 times greater than the strength of natural diamonds. The performance properties of synthetic diamond grinding powders depend on the shape of the grains, the nature of their surface and mechanical strength. Diamond grains of the ASO grade have the most developed surface, while the ACC grade has the smoothest surface.
Elbora
Elbor is a superhard material based on the cubic β-modification of boron nitride, or cubic boron nitride. Other names: borazone, cubonite, kingsongite, cyborite, CBN. In terms of hardness and other properties, it is close to diamond and has a hardness of 10 on the Mohs scale. Chemical formula - BN. Cubic boron nitride was first produced in 1957 by Robert H. Wentorf Jr. for General Electric. In 1969, the Borazon trademark was registered. In the USSR, cubic boron nitride was synthesized in 1960 at the Institute of High Pressure Physics and was named elbor (Leningrad borazon).
Cubic boron nitride is a synthetic superhard material that is close to diamond in hardness, but has higher heat resistance. Cubic boron nitride is a chemical compound of two elements - boron (43.6%) and nitrogen (56.4%). It has a crystal lattice with almost the same structure and parameters as diamond. Color may vary from white (colorless) to black. The synthesized crystals are divided into different grades: LKV40, LKV50, LKV60, V5. The synthesis can occur in the lithium-boron-nitrogen system or in the magnesium-boron-nitrogen system.
CBN is almost as hard as diamond. In terms of this parameter, it is 3-4 times higher than the hardness of traditional abrasives and has significantly less wear of the grains during grinding, maintaining their sharpness for a long time. Another important property of CBN is its resistance to temperatures; oxidation of the grain surface begins at 1000–1200 °C, in contrast to 600–700 °C for diamond. Such temperatures during grinding are instantaneous and occur only under very harsh grinding conditions. Therefore, CBN grains wear out very little from thermal loads. Elbor also has high chemical resistance. It does not react with acids and alkalis, and is inert to almost all chemical elements that make up steels and alloys. The main advantage is the inertness of CBN to iron, while diamond dissolves well in iron, which causes intense wear of diamond wheels when grinding steels. CBN abrasives can withstand very high processing speeds and high temperatures. Just like diamonds, CBNs are best used for working on steels with a hardness of more than 55 HRC. The wear of CBN on softer steels will be faster, since soft steel tears out the abrasive grains and accelerates their wear.
Elbor as an abrasive material has a number of advantages when sharpening knives. It retains the sharpness of the grains for a long time (high wear resistance), withstands high thermal loads, does not require the use of water or oil, and is slowly salted. The production technology makes it possible to synthesize boron nitride of any size, so CBN bars are suitable for rough sharpening and for finishing a knife.
CBN tool
Borazon is used for the manufacture of individual elements and components of grinding machines, as well as as an independent tool for surface treatment. In terms of service life, CBN tools are superior to tools made from diamond and other abrasives. A characteristic feature of CBN is a softer grinding of surfaces.
Elbor circle
Borazon grinding wheels are produced in accordance with the requirements of GOST 24106-80. The document indicates the values of all quality indicators. Its tables for each brand indicate the following information:
- relative concentration of CBN;
- degree of hardness;
- maximum deviations of circle height;
- bore diameter;
- width height;
- graininess of the layer.
CBN circles are marked with these parameters indicated in turn. This makes it easier to select the required grinding wheel.
As information about the sizes and types of circles, you can use the information from GOST 17123 - 79. However, it must be taken into account that this document has lost force in the Russian Federation.
The marking of abrasive equipment must have the following designations:
- type, sizes;
- material;
- granularity of the abrasive layer;
- hardness;
- operating speed;
- CBN concentration;
- link used.
For circles with a diameter greater than 225 mm, the listed information is applied to the body. On a tool of smaller diameter there are indicators of primary importance. For products up to 50 mm in size, the use of labels is provided.
The body of the circle is made of metal or ceramics. The maximum speed directly depends on the material used. For a metal case it is 125 m/s, for a ceramic case 60 m/s, for a metal-ceramic case 80 m/s.
Before transportation, the grinding tool is wrapped in packaging material to protect the abrasive layer from damage, and placed in boxes with gaskets that protect it from moving inside.
The use of CBN wheels depending on the composition of the ligaments
The substance that transforms the abrasive grains of a grinding tool into a homogeneous dense mass is called a binder. For each type of processed material, its own type of connecting elements is used. These components determine what type of work the grinding equipment is intended for. There are three main types of ligaments.
- Organic. Equipment with such a binder is marked in the form of the letter “O”. This type of filler is used for the production of wheels intended for sharpening steel cutting tools, grinding guide frames, and flat grinding of hard-to-cut steels. Using a tool made of borazon on an organic bond, chip flutes are processed and grooves are cut.
- Ceramic. Denoted by the letter "K" or Latin "V". CBN wheels on this bond are used for grinding high-precision parts made of steels and alloys. They are used for round internal and flat processing of products with threads and teeth, holes, tracks of small-sized precision bearings.
- Metal . It is marked in the form of the letter “M”. Suitable for fine pitch thread grinding and fine honing of steels. Tools with this type of binding can be used for processing wooden, stone, ceramic and composite surfaces.
Borazon wheels can be used to level the surface of hot and cooled metals. They are suitable for finishing products. Grinding with tools of any type of bond is carried out with dry cooling or using liquids. Water, special emulsions and industrial oil are used as a coolant.
Advantages of CBN wheels
The octahedral structure of the material allows for gentle processing and brings polished surfaces to a mirror state.
Advantages:
- The structure of borazone is second only to diamond in hardness.
- The cost of equipment made from CBN is lower than that of circles made from natural minerals.
- High level of wear resistance due to long-term preservation of the sharpness of the grains.
- Resistance to high thermal loads.
- Ability to grind alloy steels with complex chemical composition.
The listed advantages contribute to increasing demand for this tool in industry, machine tool and mechanical engineering.
CBN cutter
This tool is designed for removing surface layers from parts. The shape of the cutter can be straight or radial. The sharpening angles of the leading and trailing edges are also different.
CBN cutters are available in lengths from 40 to 125 mm in increments of 20 to 80 mm or more. The size of the working part of the cutting element determines the diameter of the base; it has dimensions from 10 to 40 mm. The thickness of the inner core of the cutter is from 6 to 12 mm. Massive cutters are produced for rough processing and correction of the shape of the part. Technical characteristics are described in GOST R 50302-92 or GOST 13297-67.
Applications and advantages of CBN cutters
This tool is designed for cutting, making passes during milling, turning parts, grinding on lathes and boring machines, CNC equipment and built into automatic lines.
The shape of the cutting edges and the type of cutter depend on the purpose, type of machine and the material being processed. The properties of borazone cutters must be taken into account when choosing an effective method of application. The demand for CBN cutters and inserts provides the following advantages:
- preservation of sharpness during operation;
- self-sharpening ability of grains;
- high cutting ability;
- resistance to thermal loads, no burns to the workpiece;
- convenient removal of removed chips;
- The surface finish quality exceeds the accuracy class of diamond cutters.
Thanks to these advantages, when working with a tool made of borazone, it becomes possible to select an accelerated operation mode. This significantly increases labor productivity.
Qualitative characteristics of CBN cutters:
- The strength of the crystals and complete inertness to iron allows the cutters to be used for fine finishing and semi-finish turning and boring of parts made of hardened steels with increased hardness and cast irons.
- The high wear resistance of borazon makes it possible to process parts that require maintaining geometric accuracy.
- CBN tools polish and grind threads, teeth, hard alloys, heat-resistant steels, glass, and silicon. The cutters are used for processing ceramics, marble, granite, and precious stones.
It is not recommended to process metals with low hardness using borazone tools. During the grinding process of soft alloys, surface deformation may occur.