Неоспоримой популярностью на обрабатывающих производствах пользуется алмаз. До определенного периода он считался незаменимой составляющей режущего инструмента. С развитием научно-технического прогресса на рынке абразивных и режущих материалов появился эльбор. Эльборовый инструмент не уступает по твердости и плотности своему конкуренту.
Особенности вещества эльбор
Графитоподобная модификация получена при нагревании бора и азота в одинаковых пропорциях при температуре 1700 — 1800°C и давлении от 8 до 12 ГПа в присутствии катализаторов. Технологию получения вещества разработали в Научно-исследовательском институте абразивов и шлифования во времена существования Советского Союза. Работа осуществлялась совместно с сотрудниками Ленинградского . Отечественный материал получил аббревиатуру КНБ. Химическая формула вещества BN дает ему втрое название – боразон.
Виды эльбора, отличающиеся по цвету:
- Марки ЛКВ60 и В5 имеет желтые прозрачные кристаллы октаэдрической формы, синтезируемые в системе Li-B-N.
- Марки ЛКВ40 и ЛКВ50 образуются в присутствии Mg и N и содержат в кристаллической решетке избыток бора, который дает веществу черно-коричневый цвет.
Зарубежные аналоги боразона принято обозначать cBN.
Достоинства эльбора
Показатели твердости материала почти не уступают популярному природному минералу, в 3-4 раза превосходят абразивы карбида кремния и электрокорунда. Эльборовые зерна обладают повышенной износостойкостью, в процессе эксплуатации они долгое время сохраняют остроту.
Окисление зернистой поверхности боразона начинается при 1000 — 1200°C, у алмаза при 600-700°C. Инструмент на основе КНБ может работать при возникновении критических температур при шлифовании в жестких режимах. Термическая и химическая стойкость вещества позволяет выдерживать температурные нагрузки без преждевременного изнашивания абразивных зерен.
Алмаз подвергается быстрому изнашиванию при шлифовании сталей. Эльбор хорошо зарекомендовал себя при выполнении таких задач, не теряет своих прочностных характеристик. Материал инертен почти ко всем химическим элементам. Наряду с природным абразивом он не вступает в реакцию с кислотами и щелочами.
Промышленные способы производства позволяют получать боразон с необходимыми физическими и техническими свойствами в зависимости от назначения.
Алмазы и эльборы для заточки ножей.
Натуральные алмазы
Алмаз – это минерал, единственный драгоценный камень, состоящий из одного элемента. Также алмаз — одна из аллотропных модификаций углерода и самое твердое из веществ. Плотность алмаза составляет 3,48—3,56 г/см3, а микротвердость 8600-10000 кгс/мм2.
Алмаз на 96-99% состоит из углерода. Кроме того, в его составе присутствуют (в пределах 0,2-0,3%) и другие элементы: бор, кремний, азот, кислород, алюминий марганец, медь, а также примеси железа, никеля, титана, цинка и других элементов. Встречаются включения графита, оливина, пиропа и т.п. Алмаз кристаллизуется в кубической (изометрической) классификации кристаллических групп симметрии и встречается в виде октаэдров или кристаллов близкой формы. Обычно алмазы имеют прозрачный и желтоватый цвет, но встречаются также и голубые, зеленые, вишневые, ярко-желтые, розово-лиловые камни. Алмазы могут быть полностью прозрачными или мутными.
Алмазы высшего качества добываются в ЮАР и в России в кимберлитах –вулканических породах, сложенных в основном оливином и серпентином. Кимберлиты залегают в форме трубчатых тел («трубок взрыва»). Кроме того, алмазы добывают из речных и прибрежно-морских галечных россыпей, куда их выносило в результате разрушения алмазосодержащей кимберлитовой вулканической брекчии.
Внутри алмазов существует большое внутренне напряжение, так как их формирование проходило в условиях громадных давлений в глубинах мантии нашей планеты и предположительно 3 млрд. лет назад они были вынесены на поверхность. По форме кристаллов алмазы могут быть: плоскогранными, кривогранными, деформированными, удлиненными, ступенчатыми, полицентрическими и т.д.
По целому ряду факторов алмаз обладает уникальными свойствами. При средних температурах он химически инертен, а при высоких приобретает химическую активность. При нагревании алмаз растворяется в расплавленной натриевой и калиевой селитрах и соде. В расплавленных карбонатах щелочей при 1000-1200 градусах алмаз превращается в окись углерода. Отдельные металлы, например железо и никель, при температуре более 800 градусов частично растворяют алмаз.
В природе алмазы встречаются в виде отдельных кристаллов, их обломков или поликристаллических агрегатов. Алмазы делятся на ювелирные и технические. К ювелирным относят алмазы правильной кристаллической формы, прозрачные, без трещин, включений и пятен. Все остальные кристаллы, а также поликристаллические разновидности относятся к техническим алмазам. Технические алмазы проходят предварительную обработку с целью разделения их по форме и размерам, а также для выделения алмазов с более высокими свойствами прочности. При этом алмазы дробят, полируют, подвергают термической обработке и металлизации.
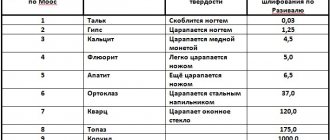
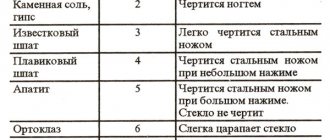
Твердость алмаза – 10 по шкале Мооса, самая высокая среди всех минералов. Микротвердость алмаза равна 93157-98648 Миллипаскалей (Мпа), в то время как корунда 20200 (Мпа), топаза 1399 (Мпа), кварца 981 (Мпа). Однако у алмаза наблюдается анизотропия твердости, то есть на разных гранях и в различных направлениях твердость несколько отличается. Это связано с особенностями структуры минерала.
Переходя к абразивным свойствам, необходимо отметить, что средняя износостойкость алмаза в несколько раз выше износостойкости карбида бора и карбида кремния. Если принять абразивность алмаза за 1, то абразивная способность карбида бора составит 0,5-0,6, а карбида кремния 0,2-0,3. Модуль упругости (в МПа) алмаза равен 88254 (у карбида бора около 294180, карбида кремния 357919, твердого сплава стали до 588360). Алмаз способен деформироваться при воздействии на обрабатываемый материал. В связи с этим при обработке алмазом различных материалов, удельное давление и температура в несколько раз ниже, чем при использовании других абразивов. Предел прочности на изгиб у алмаза невысок – 206-490 МПа, что в три-четыре раза меньше, чем у твердого сплава стали, предел прочности алмазов при сжатии составляет в среднем 1961 МПа, что в два раза меньше среднего предела прочности на сжатие у твердых сплавов стали. Коэффициент сжатия алмаза и модуль сжимаемости в четыре раза меньше, чем железа.
Алмаз является почти идеальным абразивом, способным эффективно справляться с любыми сталями, работать быстро и не сильно загрязнять рабочее место. Он медленно вырабатывается и медленно засаливается. При этом, необходимо отметить, что грубые алмазы на гальванической связке могут конкурировать с другими абразивами и по цене.
Синтетические алмазы
Помимо природных алмазов (обозначение А), на сегодняшний день активно применяются и синтетические (обозначение АС). Синтетические и природные алмазы имеют одинаковые свойства: одинаковую кристаллическую решетку, плотность, твердость и т.д. Они отличаются только формой зерен, качествами поверхности, прочностью и хрупкостью.
На сегодняшний день распространены три основные технологии производства синтетических алмазов: HPHT-алмазы, CVD-алмазы, PCD — алмазы. Методы HPHT — использование высокого давления и высокой температуры, требует применения многотонных прессов, которые могут развивать давление до 5 ГПа при 1500 °C. Химическое осаждение из газовой фазы (CVD) — это метод, при котором над подложкой создаётся плазма из атомов углерода, из которой атомы постепенно конденсируются на поверхность образуя алмаз. Эта технология позволяет получать алмазы разных геометрических размеров. Кроме того, существуют и технологии создания полукристаллических алмазов (PCD). В инструментах с применением PCD алмазные сегменты связываются при помощи высокотемпературной пайки, на подложке из карбида. Элементы из PCD производятся путем спекания микронных порошков синтетических алмазов для сцепления частиц в ходе процесса, характеризующегося высокой температурой и давлением. Этот материал производится с использованием обжига цементированного карбида, и при добавлении кобальта происходит процесс спекания. Во время этого процесса металл из твердосплавной карбидной подложки проникает между зернами алмаза, обеспечивая их сцепление.
Виды синтетических алмазов отличаются большим разнообразием. Синтетические алмазы АСО, АСР, АСВ, АСК и АСС выпускают размером от 0,04 до 0,63 мм, микропорошки — АСМ и АСН — размером от 1 до 60 мкм. Зерна алмаза АСО имеют наименьшую прочность, АСС — наибольшую. В зависимости от размера зерен алмазы марки АСС обладают прочностью в 1,3—2 раза большей, чем прочность природных алмазов. Эксплуатационные свойства шлифовальных порошков из синтетических алмазов зависят от формы зерен, характера их поверхности и механической прочности. Наиболее развитую поверхность имеют зерна алмаза марки АСО, наиболее гладкую — АСС.
Эльборы
Эльбо́р – сверхтвёрдый материал на основе кубической β-модификации нитрида бора, или кубического нитрида бора. Другие названия: боразо́н, кубони́т, кингсонгит, киборит, CBN. По твёрдости и другим свойствам приближается к алмазу и имеет твёрдость 10 по шкале Мооса. Химическая формула — BN. Кубический нитрид бора впервые получен в 1957 году Робертом Венторфом (Robert H. Wentorf Jr.) для компании General Electric. В 1969 году была зарегистрирована торговая марка «Боразон». В СССР кубический нитрид бора был синтезирован в 1960 году в Институте физики высоких давлений и получил название эльбор (Ленинградский боразон).
Кубический нитрид бора —синтетический сверхтвердый материал, который по твердости приближается к алмазу, но имеет более высокую теплостойкость. Кубический нитрид бора представляет собой химическое соединение двух элементов — бора (43,6%) и азота (56,4%). Он имеет кристаллическую решетку почти с такими же строением и параметрами, как и алмаз. Цвет может отличаться от белого (бесцветного) до чёрного. Синтезированные кристаллы делятся на различные марки: ЛКВ40, ЛКВ50, ЛКВ60, В5. Синтез может происходить в системе литий-бор-азот или в системе магний-бор-азот.
По твёрдости эльбор почти не уступает алмазу. По этому параметру он в 3—4 раза превосходит твёрдость традиционных абразивов и имеет значительно меньший износ зёрен при шлифовании, длительное время сохраняет их остроту. Другим важным свойством эльбора является устойчивость к температурам, окисление поверхности зёрен начинается при 1000—1200 °C, в отличие от 600—700 °C у алмаза. Такие температуры при шлифовании являются мгновенными и возникают только при очень жёстких режимах шлифования. Поэтому зёрна эльбора очень мало изнашиваются от термических нагрузок. Также эльбор обладает высокой химической стойкостью. Он не реагирует с кислотами и щелочами, инертен практически ко всем химическим элементам, входящим в состав сталей и сплавов. Главный достоинством является инертность эльбора к железу, тогда как алмаз хорошо растворяется в железе, что является причиной интенсивного износа алмазных кругов при шлифовании сталей. Эльборовые абразивы способны выдерживать очень большие скорости обработки и высокую температуру. Также как и алмазами, эльборами лучше всего работать по сталям с твердостью более 55 HRC. Износ эльборов по более мягким сталям будет более быстрым, так как мягкая сталь выдирает зерна абразива и ускоряет их износ.
Эльбор как абразивный материал обладает целым рядов достоинств при заточке ножей. Он длительно сохраняет остроту зёрен (высокая износостойкость), выдерживает высокие термические нагрузки, не требует использования воды или масла, медленно засаливается. Технология производства позволяет синтезировать нитрид бора любого размера, поэтому эльборовые бруски подходят для грубой заточки и для финишной доводки ножа.
Инструмент из эльбора
Боразон применяется для изготовления отдельных элементов и составных частей шлифовальных машин, а также в качестве самостоятельного орудия для обработки поверхностей. По срокам эксплуатации эльборовый инструмент превосходит орудия из алмаза и других абразивов. Характерной особенностью КНБ является более мягкая шлифовка поверхностей.
Эльборовый круг
Шлифовальные круги из боразона производятся в соответствии с требованиями ГОСТ 24106- 80. В документе обозначены величины всех показателей качества. В его таблицах для каждой марки указываются следующая информация:
- относительная концентрация эльбора;
- степень твердости;
- предельные отклонения высоты круга;
- диаметр посадочного отверстия;
- ширина, высота;
- зернистость слоя.
Круги из эльбора маркируются с поочередным указанием данных параметров. Это облегчает выбор требуемого шлифовального круга.
В качестве ознакомительного материала о размерах и типах кругов можно использовать информацию ГОСТ 17123 — 79. Однако необходимо учитывать, что данный документ утратил силу в Российской федерации.
Маркировка абразивного инвентаря должна иметь следующие обозначения:
- тип, размеры;
- материал;
- зернистость абразивного слоя;
- твердость;
- рабочая скорость;
- концентрация эльбора;
- используемая связка.
На кругах диаметром больше 225 мм, перечисленная информация наносится на корпус. На инструменте меньшего диаметра присутствуют показатели первостепенной важности. Для продукции размером до 50 мм предусмотрено использование этикеток.
Корпус круга делают из металла или керамики. От используемого материала напрямую зависит максимальная скорость. Для металлического корпуса она составляет 125 м/с, керамического 60 м/с, метало-керамического 80 м/с.
Перед транспортировкой шлифовальный инструмент обворачивается упаковочным материалом для защиты абразивного слоя от повреждений, укладывается в коробки с прокладками, предохраняющими его от перемещения внутри.
Применение эльборовых кругов в зависимости от состава связок
Вещество, превращающее абразивные зерна шлифовального инструмента в однородную плотную массу, называется связкой. Для каждого вида обрабатываемого материала используется свой вид связующих элементов. Эти составляющие определяют, для какого вида работ предназначен шлифовальный инвентарь. Существует три основных типа связок.
- Органическая. На инвентарь с таким связующим веществом наносится маркировка в виде буквы «О». Данный вид наполнителя используют для производства кругов, предназначенных для заточки стального режущего инструмента, шлифования направляющих станин, плоского шлифования труднообрабатываемых сталей. Инструментом из боразона на органической связке проводят обработку стружечных канавок, прорезку пазов.
- Керамическая. Обозначается буквой «К» или латинской «V» . Эльборовые круги на данной связке применяются для шлифования высокоточных деталей из сталей и сплавов. Их используют при круглой внутренней и плоской обработке изделий с резьбой и зубцами, отверстий, дорожек малогабаритных прецизионных подшипников.
- Металлическая. Имеет маркировку в виде буквы «М». Походит для шлифовки резьбы с малым шагом, чистового хонингования сталей. Инструмент с таким типом вязки может использоваться для обработки деревянных, каменных, керамических и композитных поверхностей.
Круги из боразона могут применяться для выравнивания поверхности раскаленных и охлажденных металлов. Они подходят для финишной обработки изделий. Шлифование инструментом с любым видом вязки проводят с сухим охлаждением или с использованием жидкостей. В роли охладителя применяют воду, специальные эмульсии и индустриальное масло.
Преимущества эльборовых кругов
Октаэдрическая структура материала позволяет проводить обработку мягко и доводить шлифованные поверхности до зеркального состояния.
Преимущества:
- Структура боразона по твердости уступает только алмазу.
- Стоимость инвентаря из КНБ ниже, чем у кругов из природного минерала.
- Высокий уровень износостойкости за счет долгого сохранения остроты зерен.
- Стойкость к высоким термическим нагрузкам.
- Возможность шлифовать легированные стали со сложным химическим составом.
Перечисленные преимущества способствуют повышению спроса на данный инструмент в промышленности, станкостроении и машиностроении.
Эльборовый резец
Данный инструмент предназначен для снятия слоев поверхности с деталей. Форма резца может быть прямолинейной и радиусной. Углы заострения передней и задней кромок тоже разные.
Резцы из эльбора выпускаются длиной от 40 до 125 мм с шагом от 20 до 80 мм и более. Величина рабочей части режущего элемента определяет диаметр основы, имеет размеры от 10 до 40 мм. Толщина внутреннего стержня резца от 6 до 12 мм. Производятся массивные резцы для грубой обработки и коррекции формы детали. Технические характеристики описаны в ГОСТ Р 50302-92 или ГОСТ 13297-67.
Применение и преимущества эльборовых резцов
Данный инструмент предназначен для врезания, выполнения прохода при фрезеровании, точения деталей, шлифования на токарных и расточных станках, оборудовании с ЧПУ и встроенном в автоматические линии.
Форма режущих кромок и тип резца зависит от назначения, вида станков и обрабатываемого материала. Свойства резцов из боразона обязательно учитываются при выборе эффективного способа применения. Востребованность эльборовых резцов и вставок обеспечивают следующие преимущества:
- сохранность остроты во время эксплуатации;
- способность зерен к самозатачиванию;
- высокая режущая способность;
- стойкость к термическим нагрузкам, отсутствие прижогов обрабатываемой детали;
- удобный отвод снимаемой стружки;
- качество чистоты поверхности превышает класс точности алмазных резцов.
Благодаря этим достоинствам при работе инструментом из боразона появляется возможность выбора ускоренного режима операции. Это значительно повышает производительность труда.
Качественные характеристики эльборовых резцов:
- Прочность кристаллов, полная инертность к железу позволяет использовать резцы для тонкого чистового и получистового точения и растачивания деталей из закаленных сталей с повышенной твердостью и чугунов.
- Высокая износостойкость боразона дает возможность проводить обработку деталей, требующих сохранения геометрической точности.
- Эльборовыми инструментом полируют и шлифуют резьбы, зубцы, твердые сплавы, жаропрочные стали, стекла, кремний. Резцы находят применение для обработки керамики, мрамора, гранита, драгоценных камней.
Обработку металлов, обладающих низкими показателями твердости, не рекомендуется проводить инструментами из боразона. В процессе шлифования мягких сплавов может произойти деформация поверхности.