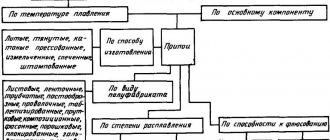
According to the classification given in the state standard, solders are divided into groups according to several criteria, one of which is the melting point. In the soldering process at temperatures exceeding 450℃, only high-temperature solders can be used.
Other compositions will not withstand such thermal load. High-temperature soldering is carried out in different modes. When carrying out the process up to 1100 ℃, compositions with medium fusibility are suitable for use.
In the range from 1100 ℃ to 1850 ℃, high-melting mixtures should be used. At higher temperatures, only refractory compositions are suitable.
What is solder solder
Solder is a special alloy that is applied to metals to join them together. Pure tin is recognized as the best solder. However, such solder is very expensive to use, so tin is mixed with lead to make tin-lead solder (PLS).
Read also: What is Pan-Asian cuisine
This solder has a low melting point, up to 200 degrees, good adhesion to metal and softness. However, when choosing solder for soldering, it is important to consider the size of the parts being joined. For thin wires, it is preferable to use soft solder, while for thick wires, a solder with a higher melting point will be needed.
Removal with a sting and using a desoldering pump
To remove solder from a soldering iron tip, you need to thoroughly clean it and coat it with flux. Then, when the solder melts on the contact pads, the latter will stick to the tip, and the pad will be cleaned.
This method is not very convenient because it allows you to collect only a small amount of material at a time, and then the tip will have to be cleaned again.
A desalination pump is a tool structurally consisting of a tube with a spring-loaded piston. At one end of the tube there is a suction device. Before starting work, the piston is pressed into the tube and secured with a button.
To remove solder from the contacts, you need to heat it with a soldering iron and, bringing the suction device of the desoldering pump closer, release the piston by pressing the button.
The piston, moving under the action of the spring, will create a vacuum in the tube, which will draw molten solder inside it. To remove the collected tin, it is enough to disassemble the tin pump housing.
Flux
Solder with rosin in the form of a hollow wire twisted into rings is common on sale . A flux of similar composition is made from coniferous trees; such a substance becomes soft when heated to 50 ° C, and at 250 ° C it begins to boil with partial evaporation. Rosin must be removed after finishing work, otherwise oxidation will occur, and the substance, absorbing moisture from the air, will begin to interfere with the proper operation of the devices.
Popular formulations
There are three main categories:
Low temperature options
In first place is the WOOD alloy with the composition: 10% Sn and Cd each, 40% Pb and Bi, the beginning of the melt is 65-72 C. The second position is occupied by a solder called ROSE, which begins to melt at 90-94 C. Consists of: 25% each of tin and lead, and the remaining 50% is bismuth. The above alloys are expensive solders.
The third place among low-temperature products is occupied by POSK-50-18, with a temperature of 142-145 C. The composition of this solder includes 50% tin, 32% lead and 18% cadmium, which increases corrosion resistance, but adds toxicity to it.
The second nominee (called ROSE) is very popular among radio amateurs, but in domestic radio electronics its marking is POSV-50, where the numbers are the percentage of bismuth. Used for installation/dismantling and tinning of overheat-sensitive copper tracks on printed circuit boards.
Be careful with BGA contacts
The braid can damage the BGA contacts when cleaning the solder. This is due to the fact that these contacts themselves absorb a lot of heat. And the braid has time to cool, and in the meantime the solder between it and the contact begins to harden. And then the braid is sharply removed with a soldering iron onto another contact, which can cause damage to this contact.
Therefore, work with BGA contacts as carefully as possible, do not make sudden movements. Heat the board using the bottom heater or help the soldering iron from above with a hairdryer.
Post Views: 330
What solders are used for soldering radio components?
The main types of solders used are PIC (tin-lead solder) and lead-free solders. POS has a melting point of approximately 180 to 230 °C. This alloy is well suited for soldering parts, but on an industrial scale, lead-free solders are used, which have a slightly higher melting point from 180 to 250 °C. Lead-free solders do not contain lead, they emit fewer emissions and, most importantly, they do not contain lead. Lead vapor is highly polluting to the environment, so lead-free solders are used during the production of printed circuit boards. However, lead-free solders not only melt at higher temperatures (due to the absence of lead), but they also leave a “tin whisker.” These whiskers can cause a short circuit after soldering SMD contacts. They are hardly distinguishable without a microscope, and their thickness is less than 1 micron.
Lead-free solders are also used in BGA soldering as solder balls.
POS solders are suitable for radio amateurs. These are easier to solder, and they won’t cause much harm if you don’t solder on an industrial scale. Moreover, lead-free solders do not reach the level of PIC solders in terms of wettability and quality of contact after soldering.
Classification by type
Solders are produced:
- With flux;
- No flux.
It is convenient to use solders with flux on a soldering iron, since the flux helps to be distributed over the soldering iron tip. Also, solders with flux are very soft, and they can be rolled into several rods.
According to condition
Solders are produced mainly in the form of rods with a cross-section from 0.1 to 2 mm. This is the hard type. There are also solder pastes. It is a mixture of microscopic beads in flux. Used for BGA soldering.
Solder paste is mainly used for soldering microcircuits and connector pads. It is irrational to use paste for soldering wires, since the price of paste is much higher than regular solder.
Low temperature alloys
In addition to soft solders, there is also a subtype of them. These are low-temperature alloys of Rose and Wood.
Such alloys are usually used for safe soldering of parts. These alloys are not recommended for soldering parts onto a board due to their low mechanical strength and melting point (from 60 to 100 °C)
LIST OF EQUIPMENT, TOOLS AND ACCESSORIES
approved for use during maintenance or soldering operations
- Soldering station HAKKO 936 with soldering iron HAKKO 907
- Soldering station SOLOMON SL10/20/30 ESD.
- Rod for the original soldering iron of the SOLOMON soldering station type 822, 622 (see Appendix 1, sheets 3, 4, 5, 6).
- Self-made rod for the soldering iron of the SOLOMON soldering station:
- 7999-4056 Ø 5.6 mm, length 12 mm, tapered (bending angle 15º);
- 7999-4057 Ø 3 mm, straight;
- 7999-4057-01 Ø 4 mm, straight;
- 7999-4058 Ø 2 mm, straight;
- 7999-4058-01 Ø 3 mm, straight;
- 7999-4059, bent at an angle of 45º (7999-4059/002), at an angle of 90º (7999-4059/002-01), rod diameter - 3 mm, hole diameter in tip - 1 mm.
- Hot air soldering station Lukey 702 with hot air gun and Lukey soldering iron.
- Rod for the original Lukey soldering iron (see Appendix 1, sheets 7, 8, 9).
- Repair soldering station RACE with a set of thermal tools and tips (types of thermal tools and tips, see TP “Repair of printed circuit assemblies”)
- Personal soldering iron BM 0891-2160 (36V, 60W), BM 0891-2076 (36V, 50W), BM 0891-2170 (36V, 60W).
- Rod for personal soldering iron:
- 7999-4067 Ø 2 mm (tapered tip);
- 7999-4066 Ø 3 mm;
- 7999-4066-01 Ø 4 mm;
- 7999-4066-02 Ø 5 mm;
- 7999-4069 Ø 3 mm, angled with hole in tip;
- 7999-4069-01 Ø 2 mm, angled with hole in tip;
- 7999-4070, straight, tapered tip, for soldering small components;
- 7999-4075, spoon tip, for tinning.
- Device GG8779-4003 type PKTP or ONIT for monitoring the temperature of the soldering iron tip.
- HAKKO FG-100 thermometer with a set of thermocouples for monitoring the temperature of the soldering iron tip.
- Antistatic wrist strap 7910-4276, connector for wrist strap 7910-4274.
- Antistatic bracelet ZD-152.
- Grounding tester HAKKO 498.
- Device for stripping wires from insulation: BM 769-1381 (“gun”).
- Drive to the device for stripping wires: BM 7029-2009.
- Special sponges (for the “gun”): 7820-4225.
- Line 150 GOST 427-75.
- Vernier calipers GOST 166-89.
- Tweezers for electrical work.
- Side cutters.
- Scalpel.
- Scissors.
- Assembly knife.
- Double-sided mounting knife 7820-4450.
- File 2820-0013 GOST 1465-80 for stripping copper tips.
- Long nose pliers
- Combination pliers with a length from 125 mm to 200 mm.
- Workshop metal containers for flammable liquids (flammable liquids) and flammable liquids.
Types and brands of solders, their composition, purpose and application
There are many types of solder with different compositions, characteristics and purposes. In accordance with the main classification, they are divided into refractory or hard, and fusible or soft. Their main difference is the melting point, which determines the difference in areas of application.
Refractory solders
Refractory solders, which melt at 450–500°C, produce a very hard joint. They are alloys based on copper, zinc, silver, brass, gold, aluminum, magnesium and nickel. Brazing alloys are used when soldering materials with a high melting point.
Basic properties of solders
When choosing a specific brand of solder for soldering copper wires or aluminum alloys, you must be guided by their technical characteristics.
However, for all compositions a list of basic properties can be identified:
- wettability - shows how well the solder envelops and sticks to the parts being soldered;
- strength - determines the ability to withstand mechanical forces and loads; for this, boron, iron, nickel, zinc or cobalt can be added to the composition;
- plasticity - the ability to deform, achieved through additives from manganese, bismuth, lithium, etc.;
- resistance to high temperatures - important for soldering with hard alloys that are found in boiler rooms, furnaces, pipelines, heating devices, the property is achieved by adding tungsten, zirconium, vanadium, hafnium, niobium, etc.
- resistance to corrosion destruction - increases by alloying with copper or nickel.
Types of solders
All existing solders can be divided into three main groups:
- Refractory solders;
- Low-melting;
- Ultra-low-melting.
Refractory solders are not suitable for soldering radio components, since melting them requires a fairly high temperature, over 500 degrees. Refractory solders are capable of creating a very reliable connection of metals, which is characterized by a gap of at least 50/kg per 1 mm².
An electric soldering iron is not suitable for soldering with refractory solders, since it is not able to provide the required melting temperature. More powerful tools are already used here, for example, a gas burner.
Amateur radio solders, also known as light alloys, contain tin and lead. They are soft and melt well at temperatures up to 200 degrees. Therefore, most often it is light-alloy solders that are used for soldering radio components.
Important!
After each working session, you need to process the file tip with a file no higher than number 2. During the soldering process, a metallic coating of solder will remain on it. It impairs heat transfer, you will notice this yourself.
In order not to let this happen, it is recommended to use a sponge when working to “peel off” the residue. It will only need to be slightly wetted with water.
I hope you found this article on our website helpful!
How to use?
Flux and solder are two materials with different purposes. Solders are needed to fill the joint between two parts. And fluxes are needed to improve the quality of seams and protect them from oxidation. Therefore, the technology of application will be different.
To use solder, it must be preheated. If you are soldering small parts, apply solder to the soldering area and touch the wire with a soldering iron. The solder will melt and fill the joint. When welding, use a gas torch instead of a soldering iron.
As for solders with flux inside, everything is simple. Heat the flux and solder in the same way as when using regular metal solder. Using a soldering iron or torch. The solder will melt, releasing flux fumes.
To use fluxes, you need to know what consistency they are. Liquid fluxes are applied to the soldering site using a brush, paste fluxes are also applied (or with fingers), dry fluxes are applied to the welding site using a special apparatus.
Dismantling techniques
So, first we will talk about the most popular technology - how to desolder a part from a board with a soldering iron without additional equipment. After which we will briefly consider simpler methods.
If you want to remove an electrolytic capacitor, just grab it with tweezers (or an alligator clip), heat the 2 terminals and quickly but carefully remove them from the board.
The situation is exactly the same with transistors. Apply solder to all 3 pins and remove the radio component from the board.
As for resistors, diodes and non-polar capacitors, very often their legs are bent during soldering from the back side of the board, which makes it difficult to solder without additional devices. In this case, it is recommended to first heat one terminal and, using a crocodile clip, with a little effort, pull part of the part out of the circuit (the leg should straighten). Then we perform a similar procedure with the second output.
We examined this technique when there is nothing at hand except a soldering iron. But if you purchased a set of needles, then it will be even easier to desolder the element: first, heat up the contact with a soldering iron, then place a needle of a suitable diameter on the pin (it should go through the hole in the microcircuit) and wait until the solder cools down. After this, we take out the needle and get a bare lead, which can be easily removed. If the radio component has several legs, we proceed in the same way - warm up the contact, put on the needles, wait and remove.
You can clearly see everything that we talked about in this article in the video, which provides the technology for desoldering elements from the board:
By the way, instead of special needles, you can even use ordinary ones that come with a syringe. However, in this case, you initially need to sharpen the end of the needle so that it is at a right angle.
Desoldering the part using a desoldering braid is also not difficult. Before starting work, wet the end of the winding with alcohol-rosin flux. After this, apply the braid at the desoldering site (on the solder) and heat it with a soldering iron tip. As a result, the heated solder should be absorbed into the braiding, which will free the terminals of the radio components.
With a desoldering pump, things are similar - the spring is charged, the contact is heated, after which the tip is brought to the molten solder and the button is pressed. A vacuum is created, which draws the solder into the desoldering pump.
That's all I wanted to tell you about how to desolder radio components from a board at home. We hope that the provided techniques and video lessons were useful and interesting for you. Finally, I would like to note that you can desolder the elements from the microcircuit with a hair dryer, but we do not recommend doing this. A hair dryer can damage nearby parts, as well as the parts you want to remove!
Interesting on the topic:
When some equipment breaks down, it is not at all necessary to immediately throw it in the trash. If you are interested in electronics and radio engineering, it would be wiser to solder the working elements of the microcircuit. Suddenly, in the future you will need a capacitor, transistor or resistor if you decide to make a homemade electronic product. In this article we will tell you how to desolder radio components from the board so as not to damage anything.