When it is necessary to reliably fasten various solid connections together, soldering is most often chosen for this. This process is widespread in many industries. Home craftsmen also have to solder.
This operation helps not only when the TV or computer has failed, and to restore it it is necessary to replace the burnt microcircuit or chip. Using this process, refrigeration equipment and industrial systems are restored. Soldering helps if you need to get a tight connection. In addition, some materials simply cannot be combined in any other way.
Aluminum, copper, and brass cannot be joined by welding. In order to obtain a high-quality and reliable, as well as hermetically sealed connection, you need to have not only good equipment and special skills, but also suitable consumables - solders and fluxes for soldering.
Solder alloys and types of flux are selected depending on the materials with which you will have to work. For example, when working with aluminum products, a different flux is needed than what is suitable for copper or silver. Below we will look at the main characteristics of each of them and choose the best option for the job.
Wettability
First of all, any type of solder must have excellent wettability. Without this characteristic, the parts being soldered simply will not be able to reliably contact each other. What is wettability? This is such an interesting phenomenon when the strength of the bonds between the particles of a solid and a liquid is higher than that of the molecules of the liquid. If there is wettability, then the liquid will spread over the surface and enter all cavities. So, if solder solder does not wet copper, for example, then it cannot be used on that metal. Pure lead is not used for soldering. Its wetting characteristics are very poor and high quality joints cannot be counted on.
see also
Comments 22
Cu-Rophos 2mm FELDER absolutely for all types of brush soldering.
Can the brush assembly be replaced or will the client not go to such expense?
I bit off the brushes, leaving a tail on the brush assembly. I found suitable brushes (modified them on a sharpener) and soldered the brush tail to the tail on the brush assembly with ordinary solder. Six months, the flight is normal.
I have already gone through all these methods, it works when the engine starts well, especially on a gasoline engine, but on diesel engines the starter is very loaded and heats up quickly, especially in winter, I came across starters that were so sealed that they simply burst into flames due to overheating of the starter.
There is no need to create a problem out of the blue. You can not solder, but crimp. Take the terminal for crimping, bite off the terminal itself, leaving only a place for crimping. Insert the tails opposite and crimp.
You understand what the matter is, if you do it yourself, then at least tie it with threads, and if the client sees these tricks, the second one will not appear, but when you do it right!
In my car, the wires are connected this way from the factory, only with a special coupling for crimping, but you can only tell them apart under a magnifying glass. I suggested a completely working option. Prepare this improvised sleeve secretly from the client, for example at home, and connect it in front of him. Only you will know about it and that’s all. This will not affect the quality of the connection in any way. Well, or buy a ready-made one, the price is 5 rubles. I offered you a proven option. Do it or not - decide for yourself.
Thanks for the advice, I’ll try, but sometimes it doesn’t work, just recently I made a starter from a Volkswagen, a small one, changed the brushes, an old type starter, without magnets, carefully soldered it, before tinning I coated it with more than the required amount of oil so as not to tin the excess, it turned out not bad , but damn, my wires turned out to be a little longer, about 1 cm, so I had a hard time laying them out, there is not enough space, so for such cases I decided to weld them with points, and of course there are many ways and more often they are suitable for repairs.
In my car, the wires are connected this way from the factory, only with a special coupling for crimping, but you can only tell them apart under a magnifying glass. I suggested a completely working option. Prepare this improvised sleeve secretly from the client, for example at home, and connect it in front of him. Only you will know about it and that’s all. This will not affect the quality of the connection in any way. Well, or buy a ready-made one, the price is 5 rubles. I offered you a proven option. Do it or not - decide for yourself.
By the way, by chance you don’t have an American car, I saw such a connection with them?
source
Melting temperature
Whatever the type of solder, the temperature at which it begins to melt must necessarily be below the melting point of the materials being soldered. It should also be higher than the operating temperatures of the parts.
When we talk about melting point, we mean two points. This is the value at which low-melting components will begin the melting process, and the minimum at which the alloy will turn into a liquid. The difference between these two temperatures is called the crystallization interval. If the soldering site is within this difference, then even small mechanical loads on the part can completely destroy the structure of the solder. Such a connection will exhibit high fragility and resistance. Remember the main thing: you should not influence the connection in any way until the solder solder has completely crystallized.
Important properties of solders
Whatever the type and type of alloy, whatever material it is used with, it should not contain heavy metals or any other toxic substances above the established norm. The composition of the solder matches the material of the parts as closely as possible. Otherwise, you will not be able to get a reliable connection. There will be excessive fragility.
Any solder, regardless of type and purpose, must be heat-stable. Also, solder for soldering must be electrically stable. The coefficients of thermal expansion and thermal conductivity should be taken into account. They should not differ significantly from those values that apply to soldered products.
Soft solders
Tin-lead alloys with different contents of components are considered one of the most popular and widespread. In order to give the material the necessary characteristics, various additional ingredients can be added to the solder composition. For example, bismuth and cadmium are used to lower the melting point. The addition of antimony increases the strength of the solder joint.
Lead and tin alloys have a low melting point and low strength. They should not be used for parts whose operation involves heavy load. These solders are also not recommended if the operating temperatures of the parts are above 100 °C. If you have to solder loaded parts with soft solders, you should try to increase the contact area of the two products.
Among the most popular soft materials are POS-18, POS-30, POS-40, POS-61, POS-90. The numbers are shown here for a reason. This is the percentage of tin in the alloy. In industry, it is more often used in the production of electronics and instrument making. In everyday life, they can connect a variety of parts: circuits for televisions, microwaves, electric kettles and other small appliances.
Using PIC
The discoverers of this alloy were pleasantly surprised that it turns into a molten state at a lower temperature, and the eutectic mixture can act as a solvent for the added metal. This is how the very first brands of POS solders were developed.
Lead options
Such mixtures containing lead are characterized by softness, rapid melting and easy processing, which is why they are called lead-containing solders. They are harmful and have been banned for use in soldering electrical components around the world . The percentage of cadmium, mercury, and similar harmful components in equipment is strictly regulated and verified by relevant organizations.
Purpose of soft solders
POS-90 is designed to work with parts that will then be processed using galvanic technology. POS-61 can be used to repair high-precision equipment. The alloy is also ideal for joining high-demand parts made from a wide variety of materials. POS-61 has proven itself as a solder for soldering copper and brass. Solder is suitable when it is necessary to achieve strong connections with a high degree of electrical conductivity.
POS-40 is widely used for operations with non-critical and imprecise parts. In this case, the working area can heat up to high temperatures. POS-30 is suitable for soldering copper or brass, steel alloys and iron.
Classification
In accordance with the state standard, there is the following classification division of solders according to their melting point:
- low-temperature, they are also called soft. The melting point of these solder alloys does not exceed 450℃. In turn, this category is divided into two subcategories. Soldering alloys that melt at temperatures up to 145 ℃ are called particularly low-melting alloys, those melting in the range from 145 to 450 ℃ are considered low-melting alloys;
- high temperature or solid. These include solders with a melting point exceeding 450 ℃. This class of alloys includes three subcategories. Those that melt at temperatures up to 1100 ℃ are considered medium-melting; those with a melting point from 1100 to 1850 ℃ are called high-melting. Filler materials used in soldering, which occupy even higher temperature positions, are classified as refractory.
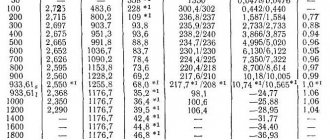
Table 1. Melting temperature of solders:
| Solder grade | Melting point, C° |
| Wood's alloy | 66-70 |
| Alloy Rose | 90-98 |
| Solder POIN 52 | 120 |
| Solder POSK 50-18 | 142-145 |
| Solder POSVi 36-4 | 150-170 |
| Solder POS-90 | 183-220 |
| Solder POSS 18-0.5 | 183-277 |
| Solder POSS 50-0.5 | 183-216 |
| Solder POS-63 | 183 |
| Solder POSS 25-0.5 | 183-266 |
| Solder POS-40 | 183-238 |
| Solder POS-30 | 183-238 |
| Solder POSS 30-0.5 | 183-245 |
| Solder POSS 40-0.5 | 183-235 |
| Solder POSS 61-0.5 | 183-189 |
| Solder POS-61 | 183-190 |
| Solder POSSu-15-05 | 184-275 |
| Solder POSSu-15-2 | 184-275 |
| Solder POSSu-40-2 | 185-229 |
| Solder POSSu 25-2 | 185-260 |
| Solder POSSu-30-2 | 185-250 |
| Solder POSSu-18-2 | 186-270 |
| Solder POS-60 | 190 |
| Solder TsOP-30 | 200-315 |
| Solder AVIA-1 | 200 |
| Solder P200A | 220-225 |
| Solder POTs-10 | 220-225 |
| Solder POS-50 | 222 |
| Solder POVi 0.5 | 224-232 |
| Solder POM-1 | 230-240 |
| Solder POM-3 | 230-250 |
| Solder POSu 95-5 (lead-free) | 234-240 |
| Solder POSSu-95-5 | 234-240 |
| Solder POSSu-4-4 | 239-265 |
| Solder POSSu-8-3 | 240-290 |
| Solder POS-18 | 243-277 |
| Solder POSSu-4-6 | 244-270 |
| Solder P250A | 250-300 |
| Solder AVIA-2 | 250 |
| Solder POS-35 | 256 |
| Solder POS-25 | 260 |
| Solder POS-4 | 266 |
| Solder POSSu-10-2 | 268-285 |
| Solder POS-10 | 268-299 |
| Solder POS-20 | 268-299 |
| Solder POSSu-5-1 | 275-308 |
| Solder grade A | 300-320 |
| Solder 34A | 530-550 |
| Solder 35A | 545 |
| Solder P-81 | 630-660 |
| Solder P-14K | 640-680 |
| Solder P-14 | 640-680 |
| Solder PMFOTSr 6-4-0.03 | 640-680 |
| Solder PMF-7 | 714-850 |
| Solder PMF-9 | 750-800 |
| Solder P-47 | 760-810 |
| Solder PMC-36 | 800-825 |
| Solder Alarmet 211 | 800-890 |
| Solder P 21 | 800-830 |
| Solder L63 | 850-910 |
| Solder tablets L63 | 850-900 |
| Solder PMC-54 | 876-880 |
| Solder VPR-28 | 880-980 |
| Solder P100M | 900-950 |
| Solder LO 60-1 | 900 |
| Solder P100 | 900-950 |
| Solder LOC 59-1-0.3 | 900 |
| Solder MNMts 68-4-2 | 915-970 |
| Solder LNMts 49-9-0.2 | 920 |
| Solder MNMts 9-23.5 | 925-950 |
| Solder LK 62-0.5 | 960-1020 |
| Solder VPR-16 | 960-970 |
| Solder VPR-4 | 1000-1050 |
| Solder VPR-1 | 1080-1120 |
| Solder VPR-11-40N | 1100-1120 |
The main essence of the soldering process is to wet the surfaces of the parts to be joined with the molten filler material, which themselves do not melt. Based on this, the melting temperature of solders should be lower than the corresponding characteristic of the metals being soldered.
Solid
Among refractory alloys, only two groups are distinguished and widely used. These are mainly copper or silver alloys.
The first group includes solders made of copper and zinc. They are well suited for those connections that will only be subject to static loads. The fragility of these alloys does not allow their use in components that will experience shock or any vibration.
Copper solders or zinc-based compounds include PMC-36 and PMC-54. The first is an ideal solder for soldering brass and any other copper joints. The second is suitable for working on copper, bronze or steel parts.
If you need to connect two steel parts together, then you can use pure copper, brass grades L-62, L-62, L-68. These brass-based solders create stronger, more ductile joints. Copper alloys do not have these characteristics.
Silver alloys are considered the highest quality. The composition may also contain zinc and copper. PSR-70 – solder for soldering copper, for working with brass or silver parts. This element is suitable if the connection point must conduct electricity. PSR-65 is used in the production of jewelry, fittings, and water pipes. PSR-45 is necessary for connecting those parts that operate under vibration and shock loads.
Nickel
Among stainless steels, heat-resistant alloys form a separate group.
They have special requirements. Solders based on silver, copper, and manganese cannot ensure proper resistance of seams at high temperatures.
For these stainless steels, alloys made of nickel, chromium and small amounts of boron, beryllium or silicon are suitable. They are available in the form of powders or pastes.
In a vacuum, an environment of inert gases, these mixtures successfully spread over stainless steel. The resulting seams do not oxidize, are thermally resistant, but have low ductility. The plastic properties of the joint can be somewhat improved by annealing in parallel with soldering.
For soldering all stainless steels, including heat-resistant ones, solders consisting of 70% manganese and 30% nickel are also used. There are varieties of these mixtures with additions of chromium or chromium with iron.
The resulting seams are resistant at any temperature. Abroad, a similar solder with an admixture of palladium is used. The cost of this metal is high. However, the price is justified by the high quality of the seam and the ability to solder parts with large gaps.
Features of aluminum soldering
Connecting aluminum parts by soldering is used in industry and in everyday life. For example, modern bicycle frames are made of aluminum alloys - they often break during extreme riding. The question arises: which solder should I choose?
It is believed that soldering aluminum is a very complex process. But in fact, this is true if the process uses materials for stainless steel or brass, steel, and copper. The reason for this is the oxide film. It is this that does not provide the required level of wettability, and the base metal does not dissolve.
Replacing brushes
Starter brushes wear out quickly and need to be replaced periodically. If the brushes are worn down to 6 mm or less, they must be replaced. How to do it:
- Disconnect the cable connection from the starter terminal.
- Remove the screws holding the manifold cover together.
- Remove the cover from the housing.
- Remove other elements: o-ring, gasket, clamp, seal.
- Inspect the brush holder.
- Remove the starter brush holder. After this, the brushes will jump out of their sockets on their own, because the walls of the housing will no longer exert pressure on them. The parts will hang on the wires.
- Clean the brush holder.
- Assess the condition of the brushes and replace worn parts.
- Perform alignment.
- The assembled holder is installed back into the housing.
- Install the bushing seal.
- Replace the manifold cover.
- Gaskets, a seal and a clamp are put on top.
- Tighten the bolts.
- Place the shaft cover on top.
- Tighten the fasteners.
- Install the starter into the car.
- Try to start the engine.
- In case of failure, it is advisable to contact the service center.
In the case of foreign cars, everything is a little more complicated. Ordering original brushes for foreign cars is expensive. In addition, a lot of time is spent on the delivery of spare parts itself. However, if desired, even ordinary copper-graphite brushes can be corrected with a file and built into a foreign car.
How to solder aluminum and aluminum-based alloys
In order for the work to be carried out at the proper level, the solder for soldering aluminum must contain silicon, aluminum, as well as copper, zinc and silver. Today you can find formulations on sale where all these components are in different proportions.
When choosing reliable solder, it is important to consider the following. The maximum resistance to corrosion and high strength will have the connection that was made with solder, which contains a lot of zinc.
Also for aluminum you can use compounds based on tin and lead. But it is important to properly prepare the work surface, clean it with a stainless steel brush and use active fluxes. But experts do not recommend using such an element.
Any solder for soldering aluminum is high-temperature. The most optimal ones, which allow you to obtain a reliable connection, are aluminum-silicon and aluminum-copper-silicon.
How to solder copper?
As noted above, you can work with most compositions. Both low-temperature fusible and hard solders can be used. Compositions based on tin with lead, tin, silver, copper with silver and zinc are also used.
If you need to repair a computer motherboard or repair a TV in the country, any fusible elements will do. If you need to solder fittings on pipes or repair a plumbing system or refrigerator, then only hard solder for soldering copper will do. This is how you can get high-quality results.
Stainless steel
If you need to connect stainless steel parts, then professionals recommend using rods made of tin and lead. Materials containing cadmium also work well. Low-melting alloys based on zinc can be used. However, they should not be used together with carbon or low-alloy steels. The best solder for soldering stainless steel is a composition based on pure tin. In addition, only tin is allowed if the soldering area will be in contact with food.
If the work will be carried out in a dry or furnace atmosphere, then silver with manganese, chromium-nickel solders or pure copper (or even better, brass) should be used. When soldering has to be done in corrosive conditions, silver tinols with a small part of nickel are used.
Mazda 626 Autobot Generation E › Logbook › Starter repair (Brush replacement)
Hi all. I recently ran into a problem where the starter stopped turning. The lights go out and the starter doesn't turn at all. Using the “poke” method (or rather, lightly tapping the starter through a board), it was determined that the brushes had run out (after tapping, the starter spun, but not for long).
You will need: - a set of tools (screwdrivers, sockets) - a cardan for the heads - a long wrench - a powerful soldering iron, solder - some gasoline - lubricant - inspection hole
I’ll tell you right away that the first thing I did was consult with the technician by phone (as in American films, a flight attendant lands a Boeing by phone :))
— We remove the battery. In principle, it’s not necessary, but there will be more access and it won’t take long to remove it. — We remove the air filter with the housing and all the giblets. It is easy to remove, all fastenings are visible and easily accessible. This way we get at least some access to the starter mount. The figure below shows where the starter mounting bolts are located approximately. In total, the starter is mounted on three bolts, two are accessible from above and one from below (if I’m not mistaken, the bolts are 13)
— Unscrew the two upper bolts using the cardan. We climb into the hole, remove the protection, and use a universal joint to unscrew the spacer between the cylinder block and the air manifold (it will interfere with pulling out the starter). Unscrew the third bottom bolt. We take out the starter from its seat, unfold it more conveniently and remove the terminal, unscrew the nut and remove the second terminal. We take it out and bring it to the table. — Disassembling the starter is not at all difficult. We unscrew two key bolts from the back side (8ka or 7ka in my opinion). We take out the long through bolts and remove the cover along with the brush block. Unscrew the contact of the brushes. We take out the rotor, watch the support ball at the end of the rotor, don’t lose it! From the removed back cover, unscrew 2 bolts for the slot and release the block with brushes. We look and are horrified how it could even work :))))
This is what the starter looks like in a partially disassembled state:
But I found such a defect on my copy; perhaps this “burr” contributed to the earlier death of the brushes. The contacts are sooted (I can imagine what kind of fireworks there was inside with such brushes :))
source
Soldering fluxes
During the operation, flux plays no less a role than solder. It is a chemical solvent and oxide absorber. It also protects metals from oxidation and increases wetting.
To work with elements based on lead and tin, hydrochloric acid and zinc chloride can be used as a flux. Borax and ammonium chloride are also suitable. These are active fluxes. Inactive substances include rosin, petroleum jelly, olive oil and many other substances.
For example, hydrochloric acid solutions can be used with soft solders. Zinc chloride is used with brass, copper, and steel. Ammonia sleeps perfectly dilutes and dissolves fatty substances. For aluminum, a composition of tung oil, rosin, and calcined zinc chloride is used. You can also use concentrated phosphoric acid.
So, we found out what solders exist, and which one is better to use in different cases.