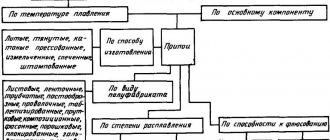
Согласно классификации, приведенной в государственном стандарте, припои разделяются на группы по нескольким признакам, одним из которых является температура плавления. В процессе пайки при температуре, превышающей 450 ℃, могут применяться только высокотемпературные припои.
Другие составы такой термической нагрузки не выдержат. Высокотемпературная пайка осуществляется в разных режимах. При проведении процесса до 1100 ℃ пригодны к использованию составы со средней плавкостью.
В интервале от 1100 ℃ до 1850 ℃ следует применять высокоплавкие смеси. При более высоких температурных показателях годятся только тугоплавкие композиции.
Что такое припой для пайки
Припой для пайки — это специальный сплав, который наносится на металлы для их соединения. Лучшим припоем признано чистое олово. Однако использовать такой припой очень дорого, поэтому олово смешивается со свинцом, чтобы получить оловянно-свинцовый припой (ПОС).
Читайте также: Что такое паназиатская кухня
Такой припой отличается низкой температурной плавления, до 200 градусов, хорошей адгезией с металлом и мягкостью. Однако при выборе припоя для пайки важно учитывать размер соединяемых деталей. Для пайки тонких проводов предпочтительно использовать мягкий припой, в то время как для соединения толстых проводов, нужен будет припой с более высокой температурой плавления.
Снятие на жало и с помощью оловоотсоса
Чтобы снять припой на жало паяльника, необходимо тщательно очистить его и покрыть флюсом. Тогда, при расплавлении припоя на контактных площадках, последний налипнет на жало, и площадка очистится.
Такой способ не очень удобен тем, что за один раз позволяет собрать лишь небольшое количество материала, а потом жало снова придется чистить.
Оловоотсос – инструмент, конструктивно состоящий из трубки с подпружиненным поршнем. С одного конца трубки находится всасывающее устройство. Перед началом работы поршень вдавливается в трубку и фиксируется при помощи кнопки.
Чтобы снять припой с контактов, необходимо его разогреть паяльником и приблизив всасывающее устройство оловоотсоса, освободить поршень, нажав на кнопку.
Поршень, двигаясь под действием пружины, создаст разрежение в трубке, которое затянет внутрь ее расплавленный припой. Чтобы извлечь собранное олово, достаточно разобрать корпус оловоотсоса.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Внимательнее с BGA контактами
Оплетка может повредить BGA контакты при чистке от припоя. Это связано с тем, что сами по себе эти контакты забирают много тепла. И оплетка успевает остыть, а тем временем припой между ней и контактом начинает твердеть. И тут же еще оплетка резко убирается паяльником на другой контакт и из-за чего этот контакт может повредиться.
Поэтому, работайте с BGA контактами максимально аккуратно, не делайте резких движений. Нагревайте плату нижнем подогревом или помогайте паяльнику сверху феном.
Post Views: 330
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ И ОСНАСТКИ
разрешенных для использования при выполнении операций облуживания или пайки
- Паяльная станция HAKKO 936 c паяльником HAKKO 907
- Паяльная станция SOLOMON SL10/20/30 ESD.
- Стержень к оригинальному паяльнику паяльной станции SOLOMON тип 822, 622 (см. Приложение 1 листы 3, 4, 5, 6).
- Cтержень собственного изготовления к паяльнику паяльной станции SOLOMON:
- 7999-4056 Ø 5,6 мм, длина 12 мм, конусный (угол изгиба 15º);
- 7999-4057 Ø 3 мм, прямой;
- 7999-4057-01 Ø 4 мм, прямой;
- 7999-4058 Ø 2 мм, прямой;
- 7999-4058-01 Ø 3 мм, прямой;
- 7999-4059, изогнутый под углом 45º(7999-4059/002), под углом 90º ( 7999-4059/002-01), диаметр стержня — 3 мм, диаметр отверстия в наконечнике — 1 мм.
- Термовоздушная паяльная станция Lukey 702 с термофеном и паяльником Lukey.
- Стержень к оригинальному паяльнику Lukey (см. Приложение 1 листы 7, 8, 9).
- Ремонтная паяльная станция РАСЕ с набором термоинструментов и наконечников (типы термоинструментов и наконечников cм. в ТП «Ремонт печатных узлов»)
- Персональный паяльник БМ 0891-2160 (36В, 60Вт), БМ 0891-2076 (36В, 50Вт), БМ 0891-2170 (36В, 60Вт).
- Стержень к персональному паяльнику:
- 7999-4067 Ø 2 мм (конусообразный конец жала);
- 7999-4066 Ø 3 мм;
- 7999-4066-01 Ø 4 мм;
- 7999-4066-02 Ø 5 мм;
- 7999-4069 Ø 3 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4069-01 Ø 2 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4070, прямой, зауженный наконечник, для пайки мелких компонентов;
- 7999-4075, наконечник в виде «ложки», для облуживания.
- Прибор ГГ8779-4003 тип ПКТП или ОНИТ для контроля температуры жала паяльника.
- Термометр HAKKO FG-100 c набором термопар для контроля температуры жала паяльника.
- Антистатический браслет 7910-4276, разъем к браслету 7910-4274.
- Антистатический браслет ZD-152.
- Тестер заземления HAKKO 498.
- Приспособление для зачистки проводов от изоляции: БМ 769-1381 («пистолет»).
- Привод к приспособлению для зачистки проводов: БМ 7029-2009.
- Губки специальные (к «пистолету»): 7820-4225.
- Линейка 150 ГОСТ 427-75.
- Штангенциркуль ГОСТ 166-89.
- Пинцет для электромонтажных работ.
- Бокорезы.
- Скальпель.
- Ножницы.
- Монтажный нож.
- Монтажный нож двухсторонний 7820-4450.
- Напильник 2820-0013 ГОСТ 1465-80 для зачистки медных жал.
- Плоскогубцы с удлиненными губками
- Плоскогубцы комбинированные длиной от 125 мм до 200 мм.
- Тара цеховая металлическая для ЛВЖ (легковоспламеняющихся жидкостей) и ГЖ (горючих жидкостей).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Виды припоев
Все существующие припои можно разделить на три основных группы:
- Тугоплавкие припои;
- Легкоплавкие;
- Сверхлегкоплавкие.
Для пайки радиодеталей тугоплавкие припои не подходят, поскольку для их плавления нужна достаточно высокая температура, свыше 500 градусов. Тугоплавкие припои способны создать очень надёжное соединение металлов, которое характеризуется разрывом не менее чем 50/кг на 1 мм².
Для пайки тугоплавкими припоями не подходит электрический паяльник, поскольку он не способен обеспечить требуемую температуру плавления. Здесь уже используются инструменты помощнее, например, газовая горелка.
Радиолюбительские припои, они же легкосплавные, содержат в своём составе олово и свинец. Они мягкие и хорошо плавятся при температуре до 200 градусов. Поэтому чаще всего именно легкосплавные припои используют для пайки радиодеталей.
Важно!
После каждой рабочей сессии нужно обрабатывать жало напильника надфилем не выше 2 номера. В процессе пайки на нем будет оставаться металлическое покрытие припоя. Он ухудшает теплопередачу, вы это и сами заметите.
Чтобы не запускать до подобного рекомендуется использовать губку при работе, для «обдирания» остатков. Её потребуется совсем чуть-чуть намочить водой.
Надеюсь, эта статья на нашем сайте была вам полезной!
Как использовать?
Флюс и припой — это два разных по назначению материала. Припои нужны для заполнения стыка между двумя деталями. А флюсы нужны для улучшения качества швов и защиты от их окисления. Поэтому и технология применения будет разной.
Чтобы использовать припой, его нужно предварительно нагреть. Если вы занимаетесь пайкой мелких деталей, то приложите припой к месту пайки и прикоснитесь к проволоке с помощью паяльника. Припой расплавится и заполнит стык. При сварке вместо паяльника используйте газовую горелку.
Что касается припоев с флюсом внутри, то здесь все просто. Нагревайте флюс с припоем так же, как и при использовании обычного металлического припоя. С помощью паяльника или горелки. Припой будет плавиться, выделяя пары флюса.
Чтобы использовать флюсы, нужно знать, какой они консистенции. Жидкие флюсы наносят на место пайки с помощью кисточки, пастообразные тоже (или пальцами), сухие флюсы подаются на место сварки с помощью специального аппарата.
Методики демонтажа
Итак, сначала мы расскажем о самой популярной технологии – как выпаять деталь из платы паяльником без дополнительных приспособлений. После чего вкратце рассмотрим более простые способы.
Если вы хотите выпаять электролитический конденсатор, достаточно захватить его пинцетом (либо крокодилом), прогреть 2 вывода и быстро, но аккуратно изъять их из платы.
С транзисторами дела обстоят точно также. Капаем на все 3 вывода припоем и извлекаем радиодеталь из платы.
Что касается резисторов, диодов и неполярных конденсаторов, очень часто их ножки загибают во время пайки с обратной стороны платы, что вызывает сложно при выпаивании без дополнительных приспособлений. В этом случае рекомендуется сначала разогреть один вывод и с помощью крокодильчика, с небольшим усилием вытянуть часть детали из схемы (ножка должна разогнуться). Потом уже аналогичную процедуру выполняем со вторым выводом.
Это мы рассмотрели методику, когда под рукой нет ничего кроме паяльника. А вот если вы приобрели набор игл, тогда выпаять элемент будет еще проще: сначала разогреваем паяльником контакт, после чего одеваем на вывод иглу подходящего диаметра (она должна проходить через отверстие в микросхеме) и ждем, пока припой остынет. После этого достаем иглу и получаем оголенный вывод, который с легкостью можно вывести. Если несколько ножек у радиодетали, действуем также – разогреваем контакт, надеваем иглы, ждем и снимаем.
Все, о чем мы рассказали в этой статье, вы можете наглядно увидеть на видео, в котором предоставлена технология выпайки элементов из платы:
Кстати вместо специальных игл можно использовать даже обычные, которые идут со шприцом. Однако в этом случае изначально нужно сточить конец иглы, чтобы он был под прямым углом.
Выпаять деталь с помощью демонтажной оплетки также не сложно. Перед началом работы намочите конец обмотки спирто-канифольным флюсом. После этого наложите оплетку в месте выпаивания (на припой) и прогрейте жалом паяльника. В результате разогретый припой должен впитаться в оплетку, что позволит освободить выводы радиодеталей.
С оловоотсосом дела обстоят аналогичным образом – взводится пружина, разогревается контакт, после чего наконечник подносят к расплавленному припою и нажимают кнопку. Создается разрежение, которое и втягивает припой внутрь оловоотсоса.
Вот и все, что хотелось рассказать вам о том, как выпаять радиодетали из платы в домашних условиях. Надеемся, предоставленные методики и видео уроки были для вас полезными и интересными. Напоследок хотелось бы отметить, что можно выполнить выпаивание элементов из микросхемы строительным феном, но мы не советуем так делать. Фен может повредить находящиеся рядом детали, а также ту, которые вы хотите извлечь!
Интересное по теме:
Когда какая-нибудь аппаратура выходит из строя, совсем не обязательно сразу же выкидывать ее в мусор. Если вы увлекаетесь электроникой и радиотехникой, разумнее будет произвести выпаивание рабочих элементов микросхемы. Вдруг, в будущем понадобится конденсатор, транзистор либо резистор, если вы решите сделать электронную самоделку. В этой статье мы расскажем, как выпаять радиодетали из платы, чтобы не повредить ничего.