1. Binder (cement);
2.Filler
(sand, crushed stone, expanded clay, slag, etc.). Depending on the properties of the aggregate used, finished concrete products differ in their physical and mechanical properties (strength, thermal conductivity, etc.);
3.Water
. Due to the low water content in the mixture, the resulting building materials have high performance qualities (frost resistance, strength). Vibrocompression technology involves filling the mold not due to the fluidity of the mixture, as in conventional liquid concrete, but due to vibration and pressure on the semi-dry mixture;
4.If necessary - dyes, plasticizers, hardening accelerators;
The production of products using the vibration pressing method is almost or completely automated, which makes it possible to set up production on an industrial scale.
What can be produced using semi-dry vibrocompression technology?
Vibrocompression is a popular method for the production of small-piece building materials, as it allows the production of a wide range of concrete products. This list includes:
Wall and partition stones (cinder blocks, expanded clay blocks, wood concrete blocks, etc.)
Facade brick
Paving slabs/paving stones
Road and garden borders, curbs
Gutters
Foundation blocks and permanent formwork blocks
Elements of landscape architecture
To produce a fundamentally new type of product, it is enough to change the forming equipment on the concrete block press. Manufacturers of vibration-pressing equipment, if necessary, can create a mold according to your drawings.
Product manufacturing
What are vibropressed products from
Vibro-compressed products made are stones obtained by semi-dry vibro-pressing a mixture consisting of cement, sand and water. For this purpose, equipment with automation and quality control from the German company SIEMENS is used. The resulting products comply with GOST 6133-99 “Concrete wall stones. TU" and passed certification.
For their production, only natural, environmentally friendly materials are used. The sand that forms the basis of the product is sand from screenings from local quarries. All materials used in the production of blocks have hygienic certificates. Products produced and supplied to customers are regularly checked for compliance with GOST requirements, and the personnel involved in the manufacturing process regularly improve their theoretical knowledge and practical skills, and also undergo certification.
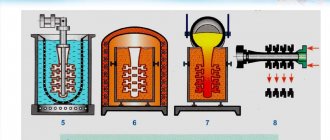
- A semi-dry concrete mixture (prepared with the addition of a small volume of water) is taken and placed in a mold, which includes a matrix (the shape of the future product) and a punch (press stamp).
- This entire structure vibrates at a certain frequency, which helps eliminate air cavities formed inside the mixture.
- A moving punch forms a product of a given shape, after which it is laid out on a pallet and sent to a heat chamber, where an environment with high humidity and temperature is created.
- The concrete product hardens and gains strength.
This technology improves the characteristics of the resulting product, since all air present in the mixture is expelled and the appearance of air cavities, which significantly reduce the strength of the final product, is eliminated. It must comply with GOST 6133-99 “Concrete wall stones. Technical conditions".
| Concrete mix composition | |||
| Shutter | Astringent | Filler | Supplements |
| Water | Cement | Sand | Plasticizers |
Vibrocompression of Fine-Grained Concrete
Initially, paving slabs were molded according to the following pattern. Sand concrete was fed into a dosing device, then into a dispensing hopper, which filled the mold with reciprocating movements. Since the height of the mold turned out to be less than necessary to obtain the required height of the product, after the first filling of the mold, the vibrators were turned on for 1...1.5 s, the mixture settled and then it was poured into the mold. After this, the weight was lowered and the vibrators were turned on again. Preliminarily turning on the vibrators for 1...1.5 s to settle the mixture and fill its form did not sufficiently prepare the concrete mixture for compaction, which was confirmed by the low density of products molded using this method.
The process of vibrocompression of concrete is proposed to be considered as a two-stage process. At the stage (repacking of components), due to the movement of particles, a new, denser structure is formed, which allows for better compaction of the mixture at the stage (re-compaction), where repacking, thixotropic liquefaction and vibration compaction of the cement paste are combined.
A production experiment was carried out in which, after loading the mold with concrete mixture, it was compacted for 1, 3, 5, 7, 9 s, then the weight was lowered and compaction continued for another 30 s. After molding, the samples were weighed, their geometric dimensions were measured, and the material density values were calculated.
The influence of the mixture preparation time on the density of the material (preliminary preparation time of the mixture (s) / Density of freshly molded products (g/cm3): 1/2.015; 3/2.032; 5/2.069; 7/2.098; 9/2.090.
Based on the results of the experiment, it can be concluded that preliminary preparation of the mixture is mandatory and should last 5...7 s. The optimal molding time at stage II can be judged by the sediment of the load. After 20 s, the process begins to stabilize, so 30 s is enough for compaction. Insufficient pressure leads to under-compaction of the mixture, excessive pressure leads to jamming or pinching of air in it. Therefore, it is important to determine the optimal load under production conditions. For this purpose, measurements were made in which the pressure in the system varied discretely, every 1 MPa: 1, 2, 3, 4 and 5 MPa. Quality was controlled using freshly molded products and products that had undergone thermal and moisture treatment.
The influence of surcharge pressure on the quality of compaction during vibrocompression of concrete (Fig. 4.)
The experimental results show that a pressure of 3 MPa should be considered optimal.
Properties of concrete products
Basic physical and mechanical properties of concrete blocks:
The strength of the blocks is tested by compression in a press until they break. To do this, a sample of one cubic centimeter is taken and placed under a press. The force (kgf/cm2) at which the sample is destroyed and is taken as an indicator of the grade. To determine its average value, 6 samples are tested, after which the average strength value is calculated from the four best.
Based on frost resistance, concrete stones are divided into grades: F200, F150, F100, F50, F35, F25, F15. Frost resistance refers to the number of freeze-thaw cycles during which the strength of the product decreases by 10 percent. It is designated by the letter F and a number corresponding to the number of cycles. This indicator determines the service life of an object built from blocks. Moreover, one cycle indicates one year of service (in central Russia).
The density of concrete depends on its homogeneity and solidity. All grades of concrete have pores that were formed during the process of evaporation of water from them while in the heat chamber and due to voids remaining under the influence of increased pressure. In order to increase the density of concrete, the fillers used when preparing the mixture are carefully selected, the amount of water is reduced, various additives are added, and the mixture is thoroughly compacted. Increasing the density of concrete leads to an increase in its strength.
The thermal conductivity of concrete shows its ability to conduct heat when there is a temperature difference on opposite surfaces of the product. The amount of heat transferred in this case depends on the area of the surfaces, the temperature difference, the removal of these surfaces (the thickness of the product), the duration of exposure to the temperature difference and the thermal conductivity coefficient of the material. The latter depends on the structure of the material and its composition. The lighter it is, the lower the thermal conductivity.
As an example, we give the designation of a hollow front row block, the length of which is 390 mm, it is made of concrete grade 75, having frost resistance F F100 and an average density of 1400 kg/m3: KSL-PR-PS-39-75-F100-1400 GOST 6133 -99.
Of course, when buying a product made of concrete, the consumer looks at its cost, trying to reduce the cost of building the facility. At the same time, attention is often not paid to the technical indicators of the purchased product, which were mentioned above. Such buyer actions are considered ill-considered. They can lead to big troubles later, after the facility is put into operation.
Technological indicators of products manufactured by vibration pressing.
| Properties | |
| Workability | the property of a concrete mixture to fill a mold and compact in it under the influence of gravity and vibration |
| Mobility | the ability of a concrete mixture to spread under its own weight |
| Rigidity | the ability of a concrete mixture to spread and fill a form under the influence of vibration |
| Connectivity | the ability of a concrete mixture for vibrocompression to maintain a homogeneous structure during placement and compaction |
| Strength | compressive strength of standard samples |
| Density | The number of air bubbles during compaction of the concrete mixture. |
| Frost resistance | ability to withstand repeated alternating freezing and thawing after the vibropressing process |
| Water resistance | the ability of the mixture to resist the action of water without collapsing |
| Thermal conductivity | is a quantitative assessment of a material's ability to conduct heat |
5.4.1.1. Vibrocompression (chapter from the book “Sand Concrete”, K.I. Lvovich)
This article is an excerpt from the book “Sand Concrete”, author Lvovich Konstantin Iosifovich. You can purchase the book: 1. in the Ozon online store >> buy 2. in the Stroy-Beton online store >> buy
In Russia, Vibrocompression is most widely used; There is both many years of experience in using the method and domestic developments in the field of technology and equipment [120, 121].
New types of brick making machines and automated lines are being produced that have proven themselves in long-term operation. It has been shown that by vibrocompression it is possible to obtain high-quality products from cement-sand mixtures, not only by eliminating the use of molds and reducing the time of heat and humidity treatment, but also by reducing the quality requirements for aggregate sand imposed by suppliers of foreign equipment. Vibrocompression also ensures the production of calibrated dimensions and high-quality surfaces of products.
An analysis of the designs of concrete block presses from leading global and domestic manufacturers with many years of experience in their manufacture and operation in Russia and abroad has shown that in the best equipment options, the matrix is installed on a vibrating platform in such a way that vibration impacts similar to those on the concrete mixture in the matrix are transmitted to the punch. This allows you to reduce the molding time of products and increase the rigidity of the molded mixtures.
In Fig. Figure 5.7 shows a diagram of a molding complex, including a brick press with a lifting matrix. The brick making machine consists of three main components: a forming unit, a pallet feeding mechanism and a concrete feeding mechanism. The forming unit includes load-bearing columns 1, an upper cross-beam 2, a lower support plate 3. Brackets with shock absorbers are installed on the columns, on which a vibrating platform 4 with vibrators 5 is located. The matrix 6, consisting of a frame and a liner, moves along the columns using hydraulic or pneumatic cylinders .
The cylinder 7 of the punch 8 is mounted on the upper cross-beam, to which the dies are attached.
The concrete dosing mechanism is a welded frame 9 on which a hopper 10 is mounted.
A measuring box 13 with a pusher moves along the guides by a system of levers 11 and drive 12. On the front wall of the box there is a device for cleaning the punch dies from concrete residues.
The pallet feeding mechanism includes a storage device 14 mounted on a frame 15, along which a trolley with folding stops moves reciprocatingly using a hydraulic cylinder. The brick making machine is equipped with a receiving table 16, a hydraulic pump station 17 and a control system 18.
Operating procedure of the brick making machine:
— the pallet is installed on the vibrating platform at the next conveyor step;
— the matrix goes down and presses the liner to the pallet, then its upper plane coincides with the support base for moving the measuring box. The punch is in the upper position;
— concrete is supplied to the hopper of the dosing mechanism. The pusher is in its original position, that is, pressed against the back wall of the measuring box;
— the measuring box is installed above the matrix, the vibrators are turned on, the concrete mixture from the measuring box is distributed over all nests of the matrix;
— after the vibration stops, the measuring box returns to its original position;
— a punch is lowered onto the concrete mixture located in the matrix cell, and the vibrators are turned on. The concrete mixture is compacted under the combined influence of vibration and load;
— after the completion of the compaction process, the matrix lifting cylinders are turned on. The punch continues to remain in the lower position, keeping the products from rising along with the matrix until they are completely released. Further rise of the matrix occurs together with the punch;
— the pallet with freshly molded products is pushed out from under the forming device, and the next pallet takes its place;
— the matrix together with the punch are lowered, the matrix presses the pallet to the vibrating platform, the punch rises to its original position. The forming unit is ready for the next cycle.
The process of volumetric vibrocompression itself can be divided into 3 stages:
Pre-compaction.
This stage is usually combined with volumetric vibrodosing: the concrete mixture is placed into a matrix under the influence of vibration. In this case, the mixture is distributed over the matrix area, air is partially removed, and the mixture is pre-compacted due to the convergence of particles.
Filler particles coated with cement paste automatically take an optimal position during vibration - small ones are placed between large ones, reducing the voids of the mixture.
Since during the process of pre-compaction the mixture is dispensed “onto the product”, it is essential to ensure uniform filling of the matrix with the concrete mixture, for which a number of techniques have been developed by the practice of vibrocompression:
— vibration dosing. Dosing of the mixture is carried out with the vibrating platform turned on, which leads to partial removal of air from the concrete mixture and, consequently, to greater uniformity of the backfill;
— multivibration. When the measuring box moves along the matrix, it stops abruptly at the beginning and end of the movement, which causes the system to oscillate with a low frequency and high amplitude (with vibration dosing, high frequency and low amplitude). This movement of the measuring box is performed 3–5 times;
— “entry” of the measuring box. The front face of the measuring box stops behind the front face of the matrix;
— increasing the volume of the measuring box. The volume of the measuring box is 1.5–2 times greater than the volume of the brick-making press matrix, which ensures the constant presence of a column of concrete mixture above the matrix;
— installation of a “turner”. The agitator, in the process of multi-vibration, carries out additional directional movement of the mixture. The configuration of the agitator, as a rule, depends on the type of product being molded. Moving the measuring box causes the agitator to perform low-frequency oscillations, on the one hand, which prevents the compaction of the concrete mixture in the measuring box, and on the other, improves the filling of the matrix cells. A number of foreign companies began to supply vibration-pressing equipment with active (having their own drive) agitators.
The positive effect of an active agitator on the quality of filling matrix cells, especially for products containing high thin walls, has been experimentally confirmed.
The measures that ensure high-quality filling of the matrix of a brick-making press also include:
— regulation of the moisture content of the mixture as a factor that significantly affects its rheological characteristics;
— thorough mixing of the mixture, ensuring its homogeneity in accordance with the standard;
- with the overall dimensions of the matrix, in terms of close to a square and exceeding 1.0 m, - the use of two bins and two measuring boxes, each filling its half of the matrix;
— supply of aggregates and cement from one manufacturer, including sand with a stable granulometric composition and additive-free cement of fixed activity with a constant normal density of cement paste.
All these problems also occur in foreign practice, although to a lesser extent, due to the use of washed, dry, fractionated aggregates and pure clinker cements in the technology.
Typically, the cement-sand mixture entering the matrix contains up to 60% air. As a result of pre-compaction measures, its quantity is reduced to 20–25%, and this air is fairly evenly distributed throughout the volume of the mixture.
Shaping.
With the correct composition of concrete, vibration parameters and pressure from the punch, liquefaction of the cement paste is ensured, i.e., the filler particles come closer together, and thin structured shells of cement paste are formed around them. As a result, the cement-sand mixture acquires fluidity properties, which ensures almost complete removal of trapped air.
This stage of molding in the best examples of vibration-pressing equipment is characterized by the pulsating nature of the interaction between the mixture and the punch. During the vibration process, the punch periodically breaks away from the concrete mixture with subsequent impact on the molded product.
The total impact from the punch (its own weight, hydraulic (pneumatic) pressure) and the nature of the vibration impacts are assigned so that the inertial tearing forces can create conditions for a pulsating mode in the interaction “vibration platform - compacted product - punch”.
Final compaction.
The compaction obtained at the preliminary stages can be considered close to the required one - at this stage there is practically no visible movement of the punch, and only the removal (partially more uniform distribution over the volume) of the remaining trapped air is carried out.
To eliminate destructive processes in the freshly molded product and air leaks, additional force is applied to the punch at this stage of compaction, ensuring the closure of the vibrating system “punch - product - vibrating platform”.
It is advisable, simultaneously with an increase in pressure, to increase the oscillation frequency of the vibrating platform, for example, to 100 Hz, which brings small aggregate particles into resonance, promoting compaction of the concrete mixture.
The above mechanism for forming hard and especially hard mixtures is the result of many years of research and is the basis for the operating algorithm of the vast majority of foreign and domestic brick making machines.
However, vibration compaction in existing equipment models is successfully implemented in the manufacture of structures either in the form of thick flat plates, or products having a constant height and cross-section in the direction of molding.
When producing structures of variable thickness or different heights in the direction of molding or thin plates, the above molding scheme does not provide high-quality compaction.
Deterioration in the quality of compaction not only affects the strength characteristics of concrete products, but also makes characteristics that depend on the structure of the material - frost resistance, water absorption, water resistance - poorly predictable.
Below are methods for producing products of variable thickness and products of fixed height by vibrocompression [47, 53, 57].
Vibrocompression, as a technology in its classical version, involves the production of products of constant height in the direction of molding. Usually these are slabs or blocks, either solid or including vertical channels. These products are a classic version of molding on a flat pallet.
Producing products of variable thickness on pallets of complex configuration is, as a rule, considered impractical due to their excessively high cost, which even with flat pallets is close to the cost of molding equipment.
Giving a product a different configuration using a punch is a much more widely used technique.
This is how trays, gutters, well covers, covering stones for plinths, etc. are made.
However, the practice of molding products of variable thickness using methods used for products of constant thickness leads to under-compaction of individual areas in them. Indeed, when molding on a flat pallet, a measuring box with a mixture of constant height fills the entire volume of the matrix. As a result, only the thinnest section of the product is compacted under the figured punch. When molding “uneven-high” products from mixtures with high workability, the latter moves under the load, but in hard, especially and super-hard mixtures this does not happen, so the product turns out to be uncompacted.
A technological method has been developed that includes an additional operation before vibration compaction: after filling the concrete mixture with a measuring box under continuous vibration, the mixture is loaded with a punch with a force of ~20% of the molding force. Thus, the concrete mixture, moving under the influence of vibration in a confined space, acquires a shape in its upper part that corresponds to the configuration of the punch.
The next stage of molding is traditional vibration compaction, however, compaction in a product containing sections of different heights will be of better quality in this case.
Many years of experience working with especially and super-stiff concrete mixtures molded using intensive compaction methods have shown that at Ku 0.97, high-quality concrete with high physical and mechanical characteristics is obtained, and that obtaining a higher Ku is, as a rule, not economically justified due to increasing costs for compacting concrete mixtures and reducing equipment productivity.
Thus, despite the current practice, it becomes obvious that under-compaction of concrete in products with low strength, for example, in wall blocks, is unacceptable.
Another way to obtain the required compaction in products of variable thickness is to increase the workability of the mixture to a level that allows using specific equipment to transfer it into a vibration-liquefied state by vibrating the concrete mixture. This will ensure its free movement in the matrix, and the pressure from the punch should not interfere with this.
However, as the workability of the concrete mixture increases during the compaction process, laitance appears on the surface of the freshly molded product. Cement laitance can also appear as a result of poor-quality mixing, when individual volumes of the mixture have an increased water content, or from uneven amplitude field of the vibrating platform or punch. Then laitance may not appear over the entire surface of the molded product, but at its individual points. As a result, the concrete mixture sticks to the punch, forming breaks on the surface of the products after it is lifted.
When the workability of the mixture increases to a level leading to the appearance of cement laitance on the entire molding surface, the product sticks to the punch, and the van der Waals adhesion forces are so great that the freshly molded product, even freed from the matrix, rises along with the punch when it returns to the starting position.
Technical solutions that prevent sticking to the punch were obtained during the development of technology for vibrocompression of cement-sand tiles - a thin plate of variable (10–25 mm) thickness.
Placing a polymer film between the product and the punch completely eliminated sticking, and the molded surface was perfectly smooth. A mechanism for continuously drawing the film after each molding has been developed.
An even better result was achieved when molding tiles with a punch heated to 110–120 °C. In this case, a vapor layer formed between it and the molded product. As a result, the tiles did not stick to the punch, and their surface after molding was mirror-like. In addition, the tiles turned out to be hot after vibration pressing. It was shown [92] that the heat accumulated by the product is sufficient for the mixture to undergo a period of structure formation, which corresponds to the time of preliminary exposure in the heat-moisture treatment mode.
Equally important is the development of a method for obtaining by vibrocompression products of a fixed height and, first of all, wall blocks - one of the most mass-produced structures produced using vibrocompression technology.
Calibrating the blocks in height allows not only to apply the “glue” masonry scheme, but also to improve the heat-insulating properties of the walls by eliminating horizontal cold bridges.
The scheme for compacting cement-sand mixtures in vibrocompression technology involves lowering rigidly interconnected punch elements into the cells of the matrix, which involves uniform filling of the concrete mixture into each of the cells.
The mixture is poured into the matrix using a measuring box, i.e., a volumetric dosage of the mixture is produced, and in its worst case. As a result, even when measures are taken to improve the backfill, as a rule, the amount of mixture in each cell turns out to be different and, therefore, compacted differently. In reality, only one of the products or one of the walls of the product turns out to be qualitatively compacted, all the others are, to one degree or another, underconsolidated.
What is the extent of this underconsolidation, and how significant is this for the properties of concrete? According to [5], each percentage of undercompaction leads to a decrease in strength by 5–7%. In general, this assessment can be considered correct. However, this is an integral assessment. The essence of undercompaction is the unformed structure of concrete: the presence of spontaneously located air that has not been removed from the concrete product. This air may end up, for example, in the zone of main tensile stresses, and then we are no longer talking about the percentage reduction in strength - the failure load can decrease several times. The air may be close to the edges of the product (this often happens in the manufacture of paving slabs), and then these edges become painted or break off during transport operations or packaging, which impairs the durability and presentation of the products.
But this is not the worst result of undercompaction. For products that require frost resistance, the presence of cavities of “unorganized” air in them leads to their filling with water. The freezing and thawing of this water destroys the products within 1–2 seasons.
An analysis of the practice of manufacturing small-piece concrete products shows that a compaction coefficient Ku = 0.97 is sufficient (including in terms of durability), i.e., the presence of about 3% of the air phase is allowed in freshly molded concrete. The accuracy of the dosage of the cement-sand mixture per product is estimated at 4–6%, i.e. the total volume of the air phase can reach 9%. This also means the appearance of products of different heights in parallel moldings, which is unacceptable, first of all, for wall and finishing materials.
In the practice of vibrocompression, to obtain products of constant height, the technique of stopping the vibropress punch at a fixed height is used. This can be a mechanical fixation - the stop or the movement of the punch stops under the influence of a signal from the position sensor.
It is obvious that in this case all products are under-compacted. The way out of the contradiction is the proposed method of using concrete with air entrainment. The essence of the method is the introduction of an air-entraining additive into the concrete mixture in an amount that provides up to 10% air entrainment [42].
When vibrocompressing products with a fixed height of lowering the punch, this will mean that entrained air will be in different quantities in each product. However, this air is no longer randomly placed in the form of large pores, but is evenly distributed throughout the mass in the form of small air entrainment pores throughout the entire volume of the product. It is known that such air for concrete made from particularly hard cement-sand mixtures, in an amount of 5–6%, practically does not reduce the load-bearing capacity of the products, significantly increasing their frost resistance.
In addition, air entrainment plasticizes the concrete mixture, and, taking this circumstance into account, the strength of concrete may even increase.
Thus, the mechanism for implementing the method of forming products of calibrated height is the use of an air-entraining additive in particularly rigid concrete mixtures of a continuous structure (i.e., with an excess of cement paste), providing air entrainment of up to 10% and fixing the punch of a brick-making press at the level of the product height required by the standard.
Then, with a correctly selected concrete composition, one of the compacted products will have Ku 0.97, and the rest Ku = 0.97–0.93, and the spread in the strength characteristics of concrete will not exceed regulatory requirements.
5.4.1.1. Vibrocompression book “Sand concrete”, K.I. Lvovich
Product quality
Each batch of supplied stones is accompanied by a quality document:
| name of the manufacturer and (or) its trademark, address; | number and volume of the shipped batch (pieces, m3); | brand of stones for strength and frost resistance |
| number and date of issue of the document; | date of manufacture of stones; | tempering strength of stones |
| thermal conductivity and average density of stone; | conformity mark | designation of this standard |
Delivery of vibrocompressed products
When performing loading and unloading operations, you should be guided by the labor safety requirements established by the current building codes.
When purchasing blocks from us, the client is offered vehicles for their transportation. Depending on the type of cargo, its volume and dimensions, you can use vehicles with the required carrying capacity, a manipulator with or without a trailer.
The maximum carrying capacity of the proposed vehicles (VV) is 21 tons,
vehicle body dimensions – 13.6 by 2.45 meters ,
the volume of cargo they transport is 31, 7m3 or 22 pallets with blocks. More details
Vibrocompression method
So what is rigid mix concrete? Let's start with what is concrete? Concrete is an artificial stone material obtained by hardening a rationally selected, thoroughly mixed and compacted mixture of mineral binder, water, fillers and, if necessary, special additives. The mixture of these components before it begins to harden is called a concrete mixture. Binder and water are the active components of concrete. As a result of the chemical interaction between them, a new compound is formed in the form of an adhesive dough (cement paste, cement laitance), which envelops the grains of fine and coarse aggregate with a thin layer, and then over time hardens and binds them, turning the concrete mixture into a durable monolithic stone - concrete.
Fillers (sand, crushed stone, gravel, etc.) occupy up to 80...85% of the volume of concrete and form its rigid skeleton, which prevents shrinkage. By using aggregates with different properties, it is possible to obtain concrete with a variety of physical and mechanical characteristics, for example, light, heavy, heat-resistant, etc. Thus, concrete, before it begins to harden, is a concrete mixture - rationally selected and thoroughly mixed mineral binder (cement), water, filler and, if necessary, additives (plasticizers and hardening accelerators). Like any substance, a concrete mixture has various physical, mechanical and chemical properties, which largely determine the quality and properties of the concrete obtained from it. Let's look at some of them. Workability - characterizes the ability of a concrete mixture to fill the shape of a concrete product and be compacted in it under the influence of gravity or as a result of external mechanical influences. This property of a concrete mixture is assessed by mobility or rigidity. The workability of a concrete mixture depends on a number of factors: the type of cement, the amount of water and cement paste, the size and shape of aggregate grains, and sand content.
Concrete mixtures of the same composition, but prepared with different cements, have different workability, which is explained by the different water requirements of cement. For example, pozzolanic Portland cement and slag Portland cement have a higher water requirement compared to Portland cement, and the concrete mixtures prepared with them are more rigid. Mobility is the ability of a concrete mixture to spread under its own weight. The degree of mobility of the concrete mixture P is assessed by the amount of settlement (in cm) of the cone formed from this mixture. The mobility of the concrete mixture is determined on a standard cone (height - 300 mm, base diameter - 200 mm, top diameter - 100 mm). The amount of cone settlement (OC) is measured with a ruler. The greater the cone slump, the more mobile the concrete mixture. Almost everyone who has ever encountered the use of concrete in everyday life has worked with mobile (liquid) concrete mixtures, which easily fill even the most complex formwork. However, before removing the formwork, some time is needed for the concrete to harden. When producing stones using the vibrocompression method on a vibropress, the use of mobile concrete mixtures becomes impossible due to the fact that immediately after completion of the compaction process (vibration compaction), the form of paving slabs is removed from the product.
The rigidity of a concrete mixture is its ability to spread and fill a form under the influence of vibration. The stiffness index is determined using a device, which is a metal cylinder with a diameter of 240 mm and a height of 200 mm. The cylinder is installed on a standard laboratory vibration platform. Then a standard cone is inserted into the cylinder and filled with concrete mixture in the same way as when determining mobility. After this, the cone is removed and a steel disk is lowered onto the concrete mixture. Turning on the vibrating platform, vibrate the mixture until the cement paste begins to separate from the two holes of the disk. At this moment the vibrator is turned off. The time required to compact the mixture in the device is called the concrete mixture hardness indicator (W) and is expressed in seconds.
For a rigid concrete mixture, there is no need to set a delay between compaction and removal of the formwork; immediately after compaction, the formwork is removed, and the product retains its shape and can be transported (subject to certain precautions).
The production of paving slabs (vibropressing) uses concrete mixtures of grades Zh3, Zh4, SZh1. Cohesion is the ability of a concrete mixture to maintain a homogeneous structure, i.e. do not delaminate during transportation, laying and compaction. As a result of compaction, the particles that make up the mixture come closer together, and part of the water, as the lightest component, is pressed upward, forming capillary passages and cavities under the grains of coarse aggregate.
Coarse aggregate, the density of which differs from the density of the mortar part (a mixture of cement, sand and water), also moves in the concrete mixture. If the filler is dense and heavy, for example granite crushed stone, its particles settle, while porous lightweight fillers - expanded clay, agloporite - float up. All this worsens the structure of concrete, makes it heterogeneous, increases water permeability and reduces frost resistance. To increase cohesion and prevent separation of the concrete mixture, it is necessary to correctly assign the amount of fine aggregate in the concrete composition, as well as reduce the consumption of mixing water by using plasticizing additives. Properties of concrete - the main properties of concrete include strength, density, water resistance, frost resistance, shrinkage, expansion, etc.
Compressive strength is the main indicator of the mechanical properties of concrete. It is determined by the compressive strength of standard samples - cubes measuring 150x150x150 or finished products (stones) made from a given concrete mixture and kept before testing for 28 days under normal conditions. In terms of compressive strength, the following grades are established for wall stones: M25, M35, M50, M75, M100, M125, M150, M200, for paving slabs the following classes: B22.5, B25, B30, B35. The numbers in the brand designation correspond to the compressive strength of concrete, measured in kg/cm2, and the numbers in the class designation correspond to the compressive strength of concrete, measured in MPa.
The compressive strength of concrete depends on the activity of cement (strength grade), the ratio of the mass of water and cement, the strength and quality of aggregates, their grain composition, hardening time, temperature and humidity of the environment, etc. The main factors affecting the strength of concrete are: cement activity and the ratio of the mass of water and cement in the concrete mixture (water-cement ratio W/C or its inverse cement-water ratio - C/W). The strength of concrete is also influenced to a certain extent by the grain composition of the aggregates.
The most durable concrete is obtained using aggregate with large grains. The grains of coarse aggregate must be strong enough and have a rough surface that ensures good adhesion of the cement stone to the aggregate. The strength of concrete also depends on the correct mixing of its components in the mixer, when all grains of the aggregate are completely covered with a layer of cement paste. The strength of concrete is significantly influenced by the degree of compaction of the concrete mixture, the duration and conditions of concrete hardening. Well-compacted concrete under favorable temperature and humidity conditions continuously gains strength over a number of years. Moreover, in the first 10 days the strength of concrete increases quite quickly, then the increase in strength slows down by 28 days and, finally, at the age of over 1 year it gradually fades. For example, concrete samples when stored under normal conditions at 7 days of age have an average strength equal to 60...70% of the 28 day (brand) strength, at the age of 180 days, 1 year and 2 years their strength is 150, 175 and 200%, respectively. brand strength.
Ambient temperature has a great influence on the rate of increase in concrete strength. At 70...85 C0 in an atmosphere of saturated steam (in a steaming chamber), after 10...12 hours the concrete gains 60...70% of the brand strength. At low positive temperatures (5...7 C0) of the surrounding air, the rate of increase in concrete strength slows down, and at temperatures below 0 C0, concrete hardening stops. Density - ordinary concrete is not a homogeneous monolithic material. It always contains pores formed due to the evaporation of excess water, as well as incomplete removal of air bubbles during compaction of the concrete mixture.
The density of concrete increases with careful selection of the grain composition of aggregates, a decrease in the water-cement ratio and the use of plasticizers that reduce the water demand of the mixture at the same mobility, as well as through careful compaction of the concrete mixture. As the density of concrete increases, its properties increase. Particularly high requirements for concrete density are imposed in the manufacture of paving slabs and curb stones. Frost resistance is the ability of a water-saturated material to withstand repeated alternating freezing and thawing. Frost resistance grade F denotes the largest number of freeze-thaw cycles that material samples can withstand without reducing the compressive strength by more than 15%; weight loss should not exceed 5%.
In external structures exposed to water and variable temperatures, frost resistance is the main determining factor in durability. The design grade of materials for frost resistance is established depending on the operating conditions of the structure and climate. For example, for the production of cinder blocks the grades F 15, F25, F35, F 50 are installed. For the production of paving stones - F100, F150, F200, F300. The frost resistance of concrete depends on the type of cement used, the water-cement ratio, the quality of aggregates, the density of concrete and other factors.
Concrete with a dense structure based on low-aluminate Portland cement and high-quality crushed stone has high frost resistance. As you can see, such properties of concrete as strength, density and frost resistance directly depend on the water-cement ratio; the less water, the stronger, denser the concrete, the higher its frost resistance. And the less water in the concrete mixture, the higher its hardness. Thus, products obtained by vibration pressing from rigid concrete mixtures have higher strength, density and frost resistance.
07.06.2011
All articles