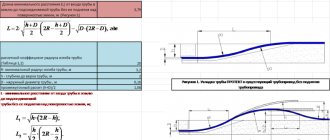
When installing highways and utility networks, pipeline welding with electric arc or gas equipment is often used. Electric welding of pipes is carried out manually and using semi-automatic machines. The choice of additive is made according to the grade of rolled pipe steel. Taking into account the technological features, low pressure pipelines can be installed independently.
Features of pipe welding
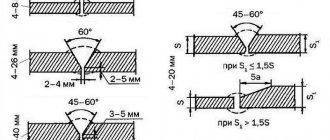
When welding steel pipelines, gas and electric welding are most often used. When installing high-pressure pipe structures, special requirements are placed on electrodes and filler wire. The layering of the joints depends on the wall thickness:
- weld a joint up to 3 mm inclusive at a time;
- over 3 to 6 mm, two penetrations must be made;
- over 6 to 12 mm - create a three-layer connection;
- over 12 mm it is better to go through the joint at least 4 times.
In pipe welding technology there are distinctive features of the choice of operating current:
- amperage is selected according to the diameter of the electrode, multiplying the indicator by 35 (3 mm - 105 A, 4 mm - 140 A);
- when welding pipes with a wall thickness of less than 4 mm, a current exceeding 150 A is not installed;
- between the electrode and the rolled product, a distance equal to the thickness of the electrode plus 1 mm is maintained;
- thin-walled rolled products are welded in one continuous pass, turning the rolled products, thick-walled rolled products can be welded in sections up to 15 cm long;
- vertical and non-rotary joints are welded in two stages;
- The melt pool is located 30° from the top point.
The finishing layer roller should protrude up to 3 mm above the pipe. The quality of the connection is checked after each penetration, when the scale is removed.
Preparation
The quality of work depends not only on the brand of electrodes and the professional skills of the performer. An important role in this is played by the preliminary preparation of the surfaces to be welded. Its essence comes down to performing several operations:
- the compliance of the two elements being connected is checked with the requirements of the selected welding method. It is important to take into account that the pipes must not only be of the appropriate diameter, but also have the same wall thickness. Otherwise, it will not be possible to warm up the thick wall well or, conversely, the thin wall will simply melt;
- There should be absolutely no defects on the surfaces being welded. Kinks, cracks and deformations of any kind are not allowed. If neglected, “modest” deficiencies under the influence of thermal expansion will grow into a big problem and lead to the destruction of the structure;
- Under no circumstances should a distortion be allowed in the cut of the workpiece, which will be welded at an angle of 90 degrees. Due to such a seemingly small defect, the seam will eventually be weakened and the likelihood of the joint being destroyed during operation is high;
- the edges are cleaned to a metallic shine. For this purpose, you can use any metal abrasives: brush, sandpaper or power tool;
- During the preparation process, traces of grease, paint, rust and other contaminants are removed from the surface. The most effective cleaners in this regard are chemical solutions.
How to weld a pipeline correctly and evenly
Pipelines are installed:
- Butt joint, the pipes are pushed tightly together, the gap is filled with molten metal. Thin-walled gaps are immediately filled completely. When two pipes thicker than 3 mm are welded, several counter penetrations are made, each time starting the seam from a different place.
- Overlapping, this joining method is convenient for pipe blanks of different thicknesses. When welding metal pipes in this way, the bead forms a smooth transition from one diameter to another.
- It is convenient to weld a pipe at an angle using electric welding in the lower position. In the upper one, gas welding is used.
- A T-joint is formed when a pipeline branches or one branch of the main line is cut into another.
The pipe blanks are first connected to each other at several points so that the joint does not diverge. This process is called assembly. Then the entire seam is welded.
Tips and tricks
Good quality welds are not obtained immediately. Only with time comes experience and the required skill. To ensure the final result is as good as possible, you should follow the advice of experienced experts:
- When using butt or tee methods for connecting parts, it is advisable to use electrodes with a thickness of 2-3 mm. They are the ones who show the best results.
- It is recommended to set the current strength in the range of 80-100 amperes. If overlap welding is performed, this figure can be increased to 120 amperes.
- When filling the weld pool, you should be guided by the height of the weld: it should protrude 2-3 mm above the metal surface.
- If work is carried out with profile pipes (the cross-section is not round, but square or rectangular), then the point connection method is used.
A few words about the point method of joining workpieces. It is also called “tack” and boils down to the fact that small areas are welded on diametrically opposite sides. And only after this a solid seam is placed. The approach eliminates the possibility that one of the parts will “lead away” under the influence of temperature.
Pipe welding methods
For welded pipe joints, three methods are most often used:
- There are three types of electric arc:
— manual using consumable electrodes;
— using a semiautomatic device in a carbon dioxide environment, the arc is created by a refractory electrode, and filler wire is used for the surfacing layer;
- under a layer of flux, it is applied to rolled products with protective coatings.
- Electroslag, due to the thick layer of slag, the seam does not oxidize.
- Gas, heating is provided by burning acetylene entering the working area from the burner.
There are also contact, ultrasonic, thermomechanical welding.
Gas welding
The method is applicable in field conditions, when pipelines are laid far from power sources or when pipes cannot be welded by electric welding: the rolled products cannot be turned or twisted when forming a connection. The filling of seams with gas is higher than with electric arc. The metal is less exposed to temperature, and the risk of internal stresses in the metal is negligible.
When welding pipes with gas, acetylene or a gas generator is used; the temperature in the working area is higher when bottled acetylene is burned. UTP grade filler wire is fed so that it rests on the hot metal. For butt joints of 3 mm walls, edge cutting is not required; for thick-walled rolled products, the edges are cut at an angle.
Galvanized is mounted using HLS-B flux, the oxygen concentration in the gas mixture is increased. After work, additional anti-corrosion protection of the seams is not carried out.
Manual arc welding method
To properly weld a pipe using electric welding, you need to take into account the technology. The number of penetrations depends on the thickness of the rolled product; the composition of the electrodes and coating is selected according to the type of rolled product. When welding large-diameter pipes, before applying the next layer, scale is knocked off the metal and the joint is forged. The direction of surfacing is changed - even seams are made opposite to odd ones. Much depends on the first connection; it is done slowly; when checking the roller, the metal is checked for cracks. If defects are detected, a section of an uneven seam is cut out, and a new one is created in its place with an offset of 15 to 30 mm. For the finishing layer, choose electrodes with thick coating.
How to weld a pipe with water
As noted above, welding pipes under pressure with flowing water is a direct violation of technology due to the poor quality of the connection. However, in real conditions, master welders working, for example, in heating networks, regularly carry out these operations at the request or requirement of their superiors.
Before work, check the ease of access to the defective section of the pipeline and ensure that the place where welding operations are carried out is well illuminated. If it is difficult to weld with a straight electrode or water will flow down it, it is bent at a convenient or safe angle. To protect the welder when working in areas with high humidity, use waterproof clothing.
Rice. 5 Examples of applying patches to seal defects
When a crack forms
If water drips through a crack, it can be brewed using several methods:
Direct brewing. The work site is cleared of paint and rust layers and welding begins. The current in the device is set to a higher level (this requires experience and practical skills) and welding of the gap begins in the place farthest from the point of water outflow.
The electrode is guided in a herringbone pattern, gradually descending towards the area with the leak. You can pass the gap along the entire length from one end to the other or weld alternately on each side and end at the point where the water flows out.
To ensure the strength of the connection, after the main seam is formed, it is corrected by welding around the perimeter. The current in the welding machine is set to normal operating mode.
Using an overlay. To repair pipes, many people use clamps with rubber gaskets placed around the pipe and tightened with bolts. If the gap is large and a significant amount of water flows through it, you can use a welding machine to make something similar to this device.
To do this, take a plate of the required length and width, bend it around the pipe at the leak site and tie it with wire. Next, the element is welded along the perimeter to the pipe shell in the normal operating mode of the welding machine. A patch made using this method, although it will take a little more time than directly welding the gap, guarantees a higher quality of its sealing.
Rice. 6 Examples of fistula welding
Related article:
Pipe bandage, what is it and how to effectively fix a leak in a pipe . If you don’t know how to seal a pipe with water, then it may be interesting to read a separate article about how you can seal a fistula in a pipe using special or improvised means.
With fistula
A fistula usually means a defect in a pipe in the form of a through hole through which water flows out under pressure. The following methods are used to brew it:
Direct termination. There is a small fistula, it is scalded around the perimeter with small drops at high current, and then they are flattened with a hammer, sealing the hole and preventing the flow of water.
Then another layer of metal is welded over the fistula, setting the welding machine to normal mode.
In case of a large fistula, another original option for welding it is to drive in a wooden chopper. The peg is driven to the end and cut almost flush with the pipe casing. If there is no water flow, the hole is scalded around the perimeter, constantly narrowing the outlet channel until it is completely closed.
Using a bolt. If a significant volume of water flows through the fistula, you can use a bolt of a suitable diameter (more precisely, a slightly larger one). Using a drill equal to the size of the threaded pin, a round hole of the correct shape is made in the fistula, into which the bolt is then screwed.
The threaded leg almost completely blocks the water flow, so the cap can be easily scalded around the perimeter, thereby completely preventing leakage.
Using a nut. If you don’t have a drill and bolt of the required diameters at hand, select a nut slightly larger than the fistula. It is installed in the center of the hole and scalded around the perimeter. Then take a suitable bolt, cut it to the required length with a grinder, chamfering the edges, and screw it into the nut. To seal the threaded connection, use flax fiber or place a small piece of rubber under the threaded pin on the fistula.
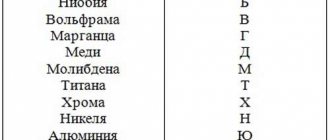
Selecting Electrodes
For welding steel pipes using the electric arc method, the diameter of the electrodes is selected according to the thickness of the mounted rolled product. It is important to take into account the characteristics of the electrode rod and coating. Features of electrodes used for pipeline installation:
- Electrodes MR-3, ANO-21, ANO-24 are used to weld seams that do not experience high pressure (drainage systems, waste pipelines), where the flow rate is insignificant. Can work on alternating current.
- Universal SSSIs are recommended for use by beginners; they weld metal well and form a strong connection. For large volumes of electric arc welding, they are not effective due to the low speed of seam formation and the need for constant control of the arc.
- LB-52U - electrodes from Japanese manufacturers are used for installation of process and main pipelines designed for high pressure. The LB-52U is characterized by smooth combustion even with a slight “sag” in the voltage in the network.
- Electrodes from the Swiss company ESAB are distinguished by good seam quality; manual arc welding of high-pressure gas lines is often carried out by them. OZS 12 is used for low-carbon steels, OK 46 is universal. OK 53.70 and OK 74.70 are cooked on a current of any polarity; the coating contains a protective flux that inhibits oxidation of the melt pool.
- Domestic LEZ LBgp is used for the finishing layer on butt joints of thick-walled pipes and for welding thin-walled pipes.
- E42A, UONII-13/45, E-09H1MF are used for the installation of heating systems made of alloy steels; thick coating of type D forms a slag layer that protects the molten metal from oxidation.
The trouble-free operation of pipeline networks largely depends on the electrodes. The steel of the rod must correspond to the grade of rolled steel; the type of coating determines the degree of protection of the melt pools.
When choosing a method for installing a process pipeline or utility networks, take into account the thickness of the rolled product, steel grade, and working load on the metal. Thick walls are welded using multi-layer seams with preliminary cutting of the edges. It is enough to clean thin-walled rolled products before carrying out work. Having a welding machine, you can weld the joints yourself.
What electrodes should be used to weld water pipes?
The best electrodes for welding water pipes under pressure have long been considered:
UONI 13/15 electrodes are universal high-quality electrodes for MMA welding, which make it possible to repair leaking pipes. The weld seam formed by UONI 13/15 electrodes has a high combination of ductility, strength and toughness, which in turn makes it possible to weld fistulas and other damage to water pipes.
MGM-50K electrodes are a relatively new type of electrodes that are optimized for welding pipelines under pressure. The peculiarity of welding with MGM-50K electrodes is that a gas bubble forms around the arc, which can push away steam and even liquid that is not under too much pressure. All this simplifies welding work related to the repair of water pipes, and also makes it possible to carry out repair work on time.
Plumbing under pressure
And although today there are special saddles for inserting into water supply under pressure, many still use welding for these purposes. How to cut into a water pipe under pressure?
First of all, you need to prepare a metal pipe of the required diameter, at one end of which a thread would be cut. A ball valve must be screwed onto the thread, with a preliminary seal (plumbing flax or fum tape).
Having chosen the insertion location and cleaned the pipe from dirt and rust, you can begin welding work:
- Attach the pipe with the tap to the pipe for tapping, then weld it in a circle. This work is not easy, because you need to avoid burning through the metal of the pipeline while maintaining its integrity;
- Using an open tap on the pipe, drill a hole in the pipeline using a drill and a long metal drill for this purpose;
- After water comes out of the pipe, quickly turn off the tap.
Thus, it is possible not only to weld a fistula in a water pipe under pressure, but also to cut into an existing pipeline.
Share on social networks