Hacksaw blades
For each type of metal, you need to select the appropriate hacksaw blade.
For cutting hard metals (for example, ordinary and stainless steel), a hacksaw blade with fine teeth is chosen, for softer metals (copper, brass, aluminum) - with larger and rarer ones.
According to thickness
It is necessary to take into account the thickness of the material being cut: for thin parts, use a hacksaw with fine teeth, for thick parts, use larger teeth.
When cutting, at least three hacksaw teeth must always be in contact with the material to ensure a straight cut. Hacksaw blades are made from various materials that have proven themselves to be the best. High-strength high-speed steel is used to make universal blades that work well, but do not tolerate distortion. High speed steel is very resilient and is suitable for materials up to 2mm thick. Tool steel blades are suitable for soft materials. They are quite inexpensive. Bimetal blades with a layer of high-speed steel are suitable for cutting hard metals. Carbide wire cuts glass and ceramics, but metal is difficult to cut.
From left to right: carbide wire; blades made of bimetal, as well as high-strength high-speed and hardened tool steel.
Tempered saw - what is characteristic of such a hacksaw?
The steel from which the tool blade is made must be elastic and durable. Curvature of the blade when jammed, rapid dulling of the teeth indicate low quality steel. To maintain the sharpness of the tool for as long as possible, without compromising the elasticity of the blade, manufacturers resort to a small trick - they harden only the teeth. In this case, they acquire a blue-black color, which makes it very easy to distinguish a hardened instrument from a regular one. Such saws are especially convenient for cutting artificial materials such as plywood, plastic, and plaster. However, it must be protected from getting on nails, otherwise, if such teeth are damaged, it will no longer be possible to restore their former sharpness.
If you still have your father’s old tools in your workshop at home, you don’t need to throw them away, you just need to know some of the features of caring for them. For example, to prevent the hacksaw blade from jamming when cutting, it is necessary to regularly set the teeth apart and sharpen them.
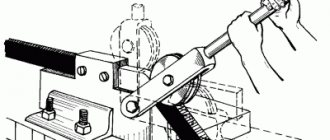
Basic rules for cutting pipes with a pipe cutter
1. The cutting line should be marked with chalk along the entire perimeter of the pipe.
2. The pipe must be firmly secured in a pipe clamp or vice. The pipe must be secured in a vice using profile wooden spacers. The cutting location should be located no further than 80... 100 mm from the clamping jaws or vice.
3. During the cutting process, the following requirements must be observed:
• lubricate the cutting area;
• ensure that the pipe cutter handle is perpendicular to the pipe axis;
• carefully ensure that the cutting discs are positioned exactly, without distortion, along the cutting line;
• do not apply much force when rotating the screw of the pipe cutter handle to feed the cutting discs;
• at the end of cutting, support the pipe cutter with both hands; Make sure that the cut piece of pipe does not fall on your feet.
Basic rules for cutting sheet metal up to 0.7 mm thick with hand scissors
1. When marking the cut part, it is necessary to provide an allowance of up to 0.5 mm for subsequent processing.
2. Cutting should be done with sharpened scissors wearing gloves.
3. Place the sheet to be cut strictly perpendicular to the blades of the scissors.
4. At the end of the cut, the scissors should not be pulled back completely to avoid tearing the metal.
5. It is necessary to monitor the condition of the scissors-screw axis. If the scissors begin to “punch” the metal, you need to slightly tighten the screw.
6. When cutting material with a thickness of more than 0.5 mm (or when it is difficult to press the handles of the scissors), one of the handles must be firmly secured in a vice.
7. When cutting out a part of a curved shape, for example a circle, you must follow the following sequence of actions:
• mark the contour of the part and cut the workpiece with a straight cut with an allowance of 5... 6 mm;
• cut the part according to the markings, turning the workpiece clockwise.
8. Cutting should be done exactly along the marking line (deviations are allowed no more than 0.5 mm). The maximum amount of “overcut” in the corners should not be more than 0.5 mm.
Basic rules for cutting sheet metal and
strip material using lever shears
1. Cutting must be done with gloves to avoid cutting your hands.
2. Cutting sheet material of significant size (more than 0.5 × 0.5 m) should be done by two people (one should support the sheet and move it in the direction “away” along the lower knife, the other should press the scissors lever).
3. During operation, the material to be cut (sheet, strip) must be positioned strictly perpendicular to the plane of the movable knife.
4. At the end of each cut, the knives should not be brought to full compression in order to avoid “tearing” the material being cut.
5. After finishing work, you need to secure the scissor lever with a locking pin in the lower position.