July 21, 2020
- Turning principle
- Equipment and tools
- Work performed on lathes
Turning is a wide range of procedures for machining metal parts. It is carried out by cutting off a layer of metal from a workpiece with special tools in order to obtain a part of the desired shape and size. The finished product must meet certain tolerances and quality standards. To control manufactured parts, various measuring instruments, gauges, and standards are used.
Turning principle
Turning is a type of machining of continuously rotating workpieces, which is used to create parts such as rotating bodies by removing excess material.
Turning requires a lathe, a workpiece, a clamping/holding fixture, and a cutting tool. The workpiece is a fragment of a rolled profile with a round cross-section, which is fixed in a working fixture. The latter, in turn, is itself attached to the lathe, allowing its rotation at a fairly high speed. The cutter that performs the shaping is usually a single-point (sometimes multi-point) cutting tool, which is also fixed in the lathe. The cutting tool is fed to the rotating workpiece and, in the process of forceful contact with it, cuts off the material in the form of small chips.
In the production of rotating, usually axisymmetrical parts, turning is used for:
- Obtaining holes - smooth and for subsequent threads.
- Production of grooves and fillet grooves.
- Obtaining conical surfaces.
- Performing stepped diametrical transitions.
Turning can also produce shaped surfaces. For this purpose, automatic machines or turning machining centers are used, which have the ability to automatically reinstall the cutter/cutters.
Parts that are manufactured exclusively by turning are often used with a limited production program. These can be reference prototypes of shafts or fasteners, which are produced to order and then used to develop technological solutions in mass production. Lathe processing is often used as a secondary (or finishing) process when it is necessary to introduce some characteristics of the contour of a part to improve its geometric characteristics obtained, for example, by hot stamping. Thanks to the close tolerances and high surface quality that turning can offer, the process is ideal for creating precision parts such as rotary bodies.
Metal processing on lathes
Lathes are used for single, small-scale, serial and mass production of the following parts and products.
- Bushings.
- Shafts of various configurations.
- Nuts.
- Gears.
- Couplings.
- Rings.
- Pulleys, etc.
Photo No. 1: metal turning
Main types of metal turning work
Modern lathes allow you to perform various transitions with the workpiece, which can be divided into external and internal. External operations change the outer diameter of the workpiece, and internal operations change its internal dimensions. Each of the subsequent turning transitions is determined by the type of cutting tool used and the trajectory of this tool, which ensures metal removal.
In classical external contour turning, a single-edge metal-cutting tool moves axially along the outer surface of the workpiece, removing material and forming various elements: steps, cones, chamfers, etc. These elements are usually machined with a small radial tool feed. Several passes of the cutter are possible until the final diameter values set by the requirements of the drawing are achieved.
The following are considered specific transitions when turning metals:
- Facing is the process of obtaining a smooth, even surface on one of the ends of the workpiece. The face can be produced in one or more passes, depending on the axial depth of cut.
- Grooving, for which the cutter moves with a radial feed, forming a groove whose width corresponds to the width of the tool. Special tools can be used to form grooves of various geometries.
- Cutting off is a transition for which the cutter moves with a radial feed until it reaches the center or inner diameter of the workpiece.
- Cutting external threads, for which a cutter (usually with a pointed end at an angle of 600) is moved in the axial and radial directions, forming a thread on the external surface. The thread can be cut to a specific length and pitch, and several passes may be required to form it.
Internal operations:
- Drilling in which the drill is inserted into the workpiece in the axial direction, producing a hole with a diameter equal to the diameter of the tool.
- Boring, when the diameter of a previously obtained hole is increased. When boring, various internal elements are also obtained - steps, cones, chamfers, etc. Boring is usually done after drilling.
- Reaming - through this transition, as with boring, the existing hole is enlarged. Unlike reaming, this involves removing a minimal amount of material to create a smoother interior surface.
- Cutting internal threads, which is performed with a tap, with its axial feed. A hole is usually drilled into the existing hole, the diameter of which is equal to the diameter of the tap lead.
Metal turning also involves other, specialized transitions that use the rotation of the workpiece.
Classification of turning tools
The quality and productivity of a turning operation directly depend on the condition of the cutter, the amount of longitudinal feed, speed and depth of cut. This defines:
- The rate of rotation of the machine shaft and the time spent processing the part.
- The durability of the cutter and the thickness of the removed metal layer.
- The nature and volume of chips formed during the passage of the working tool.
- Maintaining the lathe in good technical condition, eliminating extreme loads during operation.
The processing speed depends on the characteristics of the workpiece material, the type and quality of the cutters. The rotation speed depends on the parameters of turning parts and cutting speed. Cutters are divided into roughing and finishing. The former are used to remove large layers of metal, while the finishing ones are used to obtain a surface with specified roughness parameters. Depending on the direction of movement of the tool, it is divided into left, moving from the headstock to the tailstock, and right, moving in the opposite direction.
According to the shape and location of the cutting part of the incisor, they are divided into bent, straight and retracted. Depending on the purpose, the tool is classified into threading, cutting, shaped, through, boring, scoring and grooving.
Cutting tool
The tools required for turning are usually solid or compound cutters with a rectangular shape. Composite tool inserts can vary in size and shape, but are usually shaped like a square, triangle, or diamond. The tool is inserted into the machine support seat and fed to the rotating workpiece for cutting. Cutting tools are classified according to:
- Cutter extension angle – from 0 to 800;
- The shape of the working end is square or pointed;
- Direction of movement with a support – right- or left-handed;
- Cutting edge material – steel or carbide.
In addition to cutters, drills, cutters, taps, reamers, etc. are used as working tools on lathes.
Milling cutters, in particular, are cylindrical multi-point cutting tools with sharp teeth located on the outside. The spaces between the teeth are called grooves and allow chips to flow away from the workpiece. The teeth can be straight or helical; the presence of a helix angle along the side of the cutter, but more often they are located in a spiral. The spiral angle reduces the load on the teeth due to the redistribution of forces. The more teeth, the better the quality of the resulting surface.
All cutting tools used in turning can be made of tool steels or carbide alloys. The selection criteria are hardness, impact strength and wear resistance of the tool.
Prices for turning work from one part
| from 150 | from 50 | from 10 | ||
| Turning of ferrous metals | from 250 | from 100 | from 40 | from 8 |
| Turning work on stainless steel | from 400 | from 200 | from 60 | from 12 |
| Turning work on polyamide | from 200 | from 80 | from 40 | from 10 |
| Turning work on fluoroplastic | from 250 | from 90 | from 50 | from 15 |
| Thread cutting | from 50 | from 40 | from 20 | from 5 |
| Rolling threads, corrugations | from 40 | from 30 | from 20 | from 4 |
| Turning of cylindrical surfaces | from 55 | from 45 | from 20 | from 50 |
| Turning of conical surfaces | from 60 | from 50 | from 20 | from 5 |
| Turning grooves, shoulders, chamfers | from 30 | from 30 | from 20 | from 5 |
| Turning of shaped surfaces | from 200 | from 100 | from 30 | from 7 |
| Turning cool sizes | from 400 | from 200 | from 70 | from 30 |
| Bearing fits | from 400 | from 300 | from 120 | from 40 |
Types of equipment used
Metal turning is carried out on screw-cutting lathes, automatic machines or turning machining centers. Most lathes are horizontal equipment.
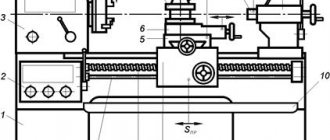
Main components of a manual lathe:
- The bed is the supporting part of the equipment on which all its other elements are located.
- The headstock, which houses the electric motor and drive system that drives the spindle.
- Spindle - supports and rotates the workpiece, which is secured in the collet chuck.
- A tailstock that secures the opposite end of the workpiece (sometimes this includes a rest - a device that supports long workpieces whose rigidity is reduced).
- A support is a reciprocating moving platform on which the working head with a tool is fixed.
Lathes can be controlled by a computer, in which case they are called computer numerical control lathes. All operations performed on such units are automated and controlled by a built-in computer.
Pricing Examples
The cost of turning work is 1900 rubles per hour
6.70 rub. for a unit
7.78 rub. for a unit
17.10 rub. for a unit
Prices for the production of one part will differ from the prices for the production of a batch of parts.
Why does the price of manufacturing one part differ from the price of manufacturing a batch of parts?
This is due to the fact that manufacturers who produce batches of parts have had everything in place for a long time in terms of production, and accordingly, costs are minimized. Therefore, it is quite normal that a similar part in a store may cost less than if it were ordered.
Boring holes
Precise holes, large-diameter stepped holes, and internal grooves can be produced using boring operations. The product is clamped into the headstock chuck and supported by a steady rest (in the case of significant length or weight). In this case, access to the end processed by the boring cutter remains free. The accuracy of boring on a CNC lathe exceeds the accuracy of drilling, and is often ensured by processing technology, cutting tools, lathe experience, systems for fine-tuning cutting tools and the technical condition of the equipment.
Machining of cylindrical surfaces
is one of the simplest operations for selecting the type of tool, calculating cutting conditions and programming processing.
Turning is a combination of two movements - rotation of the workpiece and movement of the tool. In the case of processing cylindrical surfaces, the tool is fed along the axis of the rotating workpiece, thus removing the metal allowance, that is, processing the diameter of the workpiece. A type of external turning is the processing of stepped shafts using continuous thrust and scoring cutters.
On CNC machines, optimization of the turning process occurs in the direction of increasing speed and the ability to carry out processing with several tools in one setup, which allows both roughing and finishing processing to be carried out in one cycle. It is also important to increase control over the turning process, which ultimately affects the quality of the machined parts and the reliability of the entire operation.
When turning cylindrical surfaces on CNC machines, high turning accuracy is achieved thanks to the rigidity of the system, modern cutting tools and various processing control systems.
To ensure the rigidity of the machine-tool-workpiece system, the following methods of securing the workpiece are used:
1. when processing in a chuck - reducing the overhang of the workpiece (modern lathes have an enlarged hole in the spindle)
2. when processing long and heavy parts - fixation in the centers of the headstock and tailstock. As a rule, a rotating center is inserted into the quill and the workpiece is pressed with it. The drive faceplate transmits torque from the lathe spindle to the product.
2. Fastening parts with a relatively short length in a three- or four-jaw lathe chuck. Long workpieces can also be fixed in the spindle chuck, and their cantilever part is supported by a steady rest during cutting. The steady rest is installed on the guides of the frame or support.
3. Use combined (1 and 2) fastening of the workpieces.
4. Technological methods often include the ability to control the machine spindle at near-resonance frequencies (controlled oscillatory acceleration and deceleration of the spindle).
Effective performance of various turning operations requires the use of specially designed tools. More details about turning tools are described in the article:
The most well-known and widespread machining process control systems include machine tool sensors for monitoring the cutting edge of a tool. Accounting of cutting time for each tool and automatic change to a backup tool.
Drilling, countersinking, reaming holes
The main method of making holes is drilling. Drilling is the process of making cylindrical holes using a metal-cutting tool. Drilling usually precedes operations such as boring or reaming. Processing can be done either in the center of the part (when clamping it in a three-jaw chuck) or with an offset of the center of the hole. Offset (eccentricity) is achieved by fixing the workpiece in a four-jaw lathe chuck or on the headstock faceplate. On a turning center, it is possible to use a driven tool and make holes both on the spindle axis and with an offset along the X axis. When using a radial drive unit, it is possible to process holes located along the X axis.
In a universal machine, the processing tool: countersink, drill, reamer is fixed in the conical hole of the tailstock directly or through a clamping chuck. in CNC machines - in the toolholder position using special cutting blocks and mandrels.
With the development of tools for machining short holes, the sequence of the drilling process and preparation for it undergoes significant changes. Modern tools allow drilling into solid material and do not require preliminary centering of the holes. High surface quality is achieved and, often, there is no need for subsequent finishing of the hole. The use of modern drills with replaceable inserts allows processing at high speeds and large volumes of generated chips, which in CNC machines are washed out of the hole by flows of coolant supplied under a certain pressure through internal channels.
For precision turning, it is necessary to have correct and uniform sharpening of the cutting edges of the drill, perpendicularity of the end of the workpiece to the tool axis, and the absence of burrs and surface irregularities.
Using Renishaw monitoring and setting systems, software in CNC machines allows you to set tool length and diameter compensation parameters and perform breakage detection during machining. The tool feeding in the machine occurs mechanically. The drill ensures a clean surface of the hole Ra 6.3...3.2, a countersink - Ra 2.5, a reamer - Ra 1.25...0.8.
Machines used by INTEK-M for turning operations
Standard equipment for rough grinding and finishing metalworking are turning and turning-milling machining centers. They are universal, have excellent technical characteristics, and are suitable for performing most operations ordered by clients.
Imported machines include a headstock, a spindle with a chuck and a gearbox. Also included in the package is a tailstock, a mount for installing mandrels or a rotating center, and a clamp for the slide. The bed and feed box are included in each device.
The MAZAK SMART TURN 200 ML turning and milling processing center provides high speed and quality work with metal parts. The machine is capable of performing diverse work in accordance with the established algorithm. The MAZAK QT100MSG turning center has compact dimensions and high productivity, and is capable of working with different materials.
Who can you trust with turning work in Moscow?
For cutting, turning, boring and other types of turning work, contact a company that will not let you down - IP Vrachinsky. Our machines are designed to process bulk orders. Due to the fact that the work goes through a full cycle in one workshop, we never let our clients meet deadlines.
We carry out work according to drawings and on a turnkey basis: according to a sample, with the preparation of a project based on our own measurements. Choose which of the cooperation options suits you. We guarantee high quality processing within 2-5 tolerance grades.
For consultations, as well as to leave a request for turning of products of any type, call the numbers in Moscow: +7 (495) 723-22-74 and.