10.22.2021 Author: VT-METALL
From this material you will learn:
- The concept of a lap joint
- Scope of application of lap joints in welding
- Pros and cons of lap welding
- Types of lap welded joints
- Preparing metal for lap welding
- 2 methods of lap joints when welding
- Nuances of lap joints when welding reinforcement
- Technological requirements for lap joints
Welding an overlap joint is not difficult; even inexperienced welders can quickly master it. This type of seam is almost impossible to spoil, which makes it quite common in a variety of fields.
VT-metall offers services:
However, despite its simplicity, the lap joint still requires certain skills and compliance with the rules. In our article we will talk about the technological requirements for such seams, talk about their types and describe the features of creating overlapping joints.
The concept of a lap joint
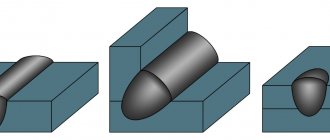
To form an overlap joint, sheet blanks are placed parallel to each other so that the edge of one partially covers the edge of the other. The technology is suitable for welding metal sheets with a thickness of 0.4–0.8 cm. The size of the overlap should be greater than the thickness of both workpieces. Before starting welding work, the edges must be cleaned; special preparation of the parts is not required. The joint is welded on both sides to prevent water from getting inside the seam and, as a result, reducing its quality.
For lap welding, the workpieces are firmly fastened to each other using oblique, lateral, frontal or combined joining methods. In rare cases, rivet or slotted seams are used.
In the first case, slots are made in the sheet, through which an electrode is passed during welding. In the second, holes are burned in the workpiece located on top.
Scope of application of lap joints in welding
Welding of lap joints is widely used in a wide variety of production areas. Using special welding machines:
- assemble various pavilions and complexes, auto tents;
- produce advertising structures and banners with different parameters and different configurations;
- construct canopies designed to protect from the sun.
Lap welding is widely used in auto repair shops. It is used to weld patches, repair inserts, and connect parts. The technology is mainly used when working with power elements of a car.
Let's also talk about connecting wires. They do this in two ways:
- two intersecting elements are joined together by spot welding;
- The ends of the wire are connected and butt welded.
Comparative characteristics of welds
Of the listed welded joints, the most reliable and economical are butt joints, in which the acting loads and forces are perceived in the same way as in whole elements that have not been welded, i.e. they are practically equivalent to the base metal, of course, with the appropriate quality of welding work. However, it must be borne in mind that the processing of the edges of butt joints and their adjustment for welding is quite complex, in addition, their use can be limited by the peculiarities of the shape of the structures. Corner and T-joints are also common in structures. Their positive properties are reflected in the manufacture of three-dimensional structures. Lap joints are the easiest to work with, since they do not require preliminary cutting of the edges, and preparing them for welding is simpler than butt and corner joints. As a result of this, and also due to the structural form of some structures, they have become widespread for connecting elements of small thickness, but are allowed for elements up to 60 mm thick. The disadvantage of lap joints is their uneconomical nature, caused by excessive consumption of base and deposited metal. In addition, due to the displacement of the line of action of forces when moving from one part to another and the occurrence of stress concentration, the load-bearing capacity of such connections is reduced.
In addition to the listed welded joints and seams, manual arc welding uses joints at acute and obtuse angles in accordance with GOST 11534-75, but they are much less common. For welding in shielding gas, welding of aluminum, copper, other non-ferrous metals and their alloys, welded joints and seams are used, provided for by individual standards. For example, the form of preparation of edges and seams of pipeline structures is provided for by GOST 16037-80, which defines the main dimensions of seams for various types of welding.
Image and designation of welded joints in the drawings.
Home page
Distance education
- Group TO-81
- Group M-81
- Group TO-71
Specialties
Academic disciplines
Olympics and tests
- Date: 08/19/2015
- Rating: 19
Today, the vast majority of metal parts and structures are permanently connected by welding. The welded connection is durable and reliable. At the same time, overlay welds require much less time and labor than joining metal in any other way. They can be made using electric, gas or plasma welding, but they all follow the same rules. There are several main types of connections that can be made with its help: butt, end, corner, T and lap. The latter are very common because they do not require special skills or high qualifications from the welder.
Lap joints are considered the most popular due to the fact that their implementation does not require high qualifications and special skills.
[my_custom_ad_shortcode2]
Types of lap welded joints
There are four main types of welded joints:
- One-sided, in which the seam is welded on only one side. Single-sided lap welding is suitable for products that are expected to be used under minimal loads under normal conditions.
- Double-sided, in which the seam is welded on both sides. This is the most common lap weld joint. This type of seam is stronger, more reliable, and can withstand greater loads compared to one-sided ones.
- With beveled edges, in which the edges of the workpieces being joined are cut at a certain angle depending on the thickness of the metal. This technique helps to weld the seam better.
- No beveled edges. Welding with such an overlap joint is suitable for workpieces made of thin sheet metals. The overlap should be large enough.
Advantages and disadvantages
The advantages include factors such as:
- Easy to create seams;
- There is no need to strictly adhere to all dimensions and parameters, since errors here are quite acceptable and do not affect the final result;
- The product has high tensile strength;
- Creating seams is relatively inexpensive to produce.
The disadvantages of this connection are:
- Difficulties with carrying dynamic loads (in this parameter they are much inferior to lap joints);
- To create high-quality seams for widespread use, you need to strengthen them;
- They have a relatively narrow range of applications in the creation of technology.
Features of lap joints
An lap weld is a fairly simple type of connection, the main feature of which is that one part always overlaps part of another. Under normal conditions, when the surfaces to be joined overlap, welding is carried out along the lower edge of the workpiece. To provide higher resistance to fracture loads, additional seams are created that can run at the top of the connecting end.
The principle of an overlap seam
In practice, it often happens that the lap joint is not the only one that serves to fasten surfaces. The workpieces are scalded along the entire perimeter, where possible. The options for how to designate an overlap weld in this situation remain the same, only adjacent seams are added to the connection, which will already have a different designation.
Additional strengthening procedures may be used to strengthen the seam. If technology allows, then the lower edge can be heated and bent, and then straightened again to its previous position. The procedure will help strengthen the bond, but it also affects the properties of the metal. A significant increase in the safety factor of the connection expands the scope of its application, but operations with additional heating and bending are not permissible for all types of metal with which work is carried out.
When understanding what an overlap seam is, you need to understand that, first of all, these are connected parts parallel to each other. Everything else is an addition to improve performance. Even if these are welds of a different type, they are not directly related to lap welds.
Overlap welding is a long process. For such welding, experts recommend using electric generators. When choosing electric generators, you need to pay attention to the following parameters:
- Short-term and rated power.
- Voltage.
- Number of power phases.
For this type of welding, there are two high-quality models of electric generators - PRAMAC and Powermate. Their technical characteristics can be viewed on the website https://kerner.ru.
Kinds
The types of lap welds include:
- With a one-sided connection, when the seam is made only on one side of the overlap;
- With a two-way connection, when everything is boiled on both sides (this is much more common and has more reliable characteristics);
- With beveling of edges, when part of the edges during connection is cut at a certain angle, depending on the thickness of the metal, so that the connection can be welded;
- Without beveled edges, it is used mainly for thin metal parts, when there is a guarantee that the seam will lie deep enough.
Preparing metal for lap welding
Before starting lap welding, metal workpieces must be properly prepared.
The surface must be cleaned of dirt, rust, paint residues, primer, grease, and anti-corrosion compounds.
We recommend articles:
- Welding table accessories: overview of the most important ones
- How to weld seams: we understand the secrets of welding techniques
- How to weld thin metal: a guide for beginners and professionals
If the surface is dirty, the lap joint during welding will turn out to be of poor quality. In some cases, welding work will not be possible because:
- contaminants can interfere with the flow of current;
- some contaminants can cause splashing of liquid metal during work, which entails the possibility of burns for the master or a fire;
- gases generated by certain types of contamination can cause porosity of the compound with a significant decrease in its quality;
- the likelihood of smoke during operation increases.
When welding wire with an overlap joint, it must be aligned and cut.
The parts to be connected must be firmly pressed together using clamps, temporary fastenings with self-tapping screws, bolts, etc.
To obtain a high-quality overlap connection of parts during welding work, you must strictly follow the simple rules mentioned above.
Overlap welding - what is it?
From the above definition it follows that welding involves the connection of at least two parts. When welding overlapping joints, the parts have at least one base. They are positioned so that these same bases are turned towards each other, and at the same time the parts overlap each other directly in the overlap area. Accordingly, such an area will at least partially pass through both bases.
The connection of parts during work is carried out with the formation of one (at least) weld.
In order to connect only two workpieces, one-sided spot welding is used. Single-sided spot welding of joints can also be used when it is necessary to weld thin metal to thick metal. In other cases, when it is necessary to connect a larger number of parts, double-sided welding is used.
Let us point out that spot welding of overlapped joints has some significant disadvantages. The fact is that spot welding does not involve edge fillet welds.
Consequently, the following problem arises: gaps form between the parts to be connected (already outside the areas of contact). Such gaps are very susceptible to corrosion processes, since, in particular, moisture can accumulate in them. Moisture in these gaps travels far and remains there.
Is it possible to overcome such a problem? Difficult, because to prevent corrosion it is necessary to fill all the gaps with an anti-corrosion coating, which seems quite difficult.
For the reason described, it is believed that the durability of a welding unit obtained by lap spot welding does not reach optimal levels.
[my_custom_ad_shortcode5]
Nuances of lap joints when welding reinforcement
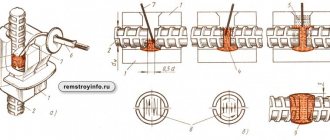
To give building structures strength and durability, concrete elements are used, the strength of which is increased by frames made of reinforcement. Reinforcing rods are connected by welding.
Creating a strong reinforced metal frame is quite difficult. The quality of finished reinforcing bars largely depends on compliance with technology and regulatory requirements when carrying out work.
Welding of reinforcement with an overlap connection is applicable in cases where the load must be evenly distributed over the surface of the structure. The overlap is formed in places of least stress. Reinforcing rods must have the same diameter, the thickness of the rods should not exceed 2 cm.
When connecting reinforcement, reliefs and seams are taken into account; welding work is performed using a manual electric arc method.
T-welding connections must comply with the inventory form; one electrode is used during operation. When using flux, there is no need for additional use of filler wire.
Reinforcing rods of grades A400C and A500C are overlap welded, since they are well connected by welding.
Steel of these grades is expensive, so A400 grade reinforcing bars are most often used. However, when heated, its strength and corrosion resistance decrease.
How to cook
A significant disadvantage of overlap welding is the low resistance to fractures. To prevent the connection from bursting when a load occurs, it can be given an additional margin of strength. For this purpose, the welding seam is carried out along the edge of not only the bottom, but also the top sheet.
The strength of lap welding is also increased in the following ways:
- The type of weld is selected based on the type of upcoming loads.
- The seams are placed symmetrically to the force of the loads.
- Several types of seams are used, thereby increasing their overall length and reducing the stress falling on them.
Technological requirements for lap joints
In order to perform lap welding and obtain a high-quality seam, it is important to set up the welding equipment correctly. The table below shows the recommended operating parameters of the equipment when welding various workpieces:
| Workpiece thickness, mm | Welding current strength, A | Electrode diameter, mm |
| 1 | 25–40 | 1,5 |
| 2 | 60–70 | 12 |
| 3 | 90–140 | 4 |
| 4 | 120–160 | 4 |
| 5 | 150–180 | 4 |
| 6 | 160–220 | 4 |
| 7 | 220–300 | 5 |
| 8 | 280–340 | 5 |
| more than 10 | from 400 | 5 |
If the edges of the workpieces were not previously cut, then when choosing the size of the rod, you must be guided by the data given in the table. If the edges are cut, then an electrode with a diameter of 0.2–0.4 cm is suitable for forming a seam. When using electrodes of greater thickness, the likelihood of defects, including lack of penetration and slag inclusions, increases.
For the upper layers of the seam, electrode rods with a diameter of 0.4 cm are used. If workpieces with a thickness of more than 12 mm are processed, then electrodes with a diameter of 0.5 cm can be used.
The use of electrodes with a diameter of 0.2 cm reduces the risk of cracks due to less heating of the base metal. The seam will look like a thin roller.
The parts to be connected are marked with certain marks, indicating one or another way of attaching them to each other. Thus, the letter N is used to designate an overlap weld. It is indicated on a schematic drawing with the parameters of the assembled structure. The diagram may also contain parameters H1, H2, in which the number indicates the number of the connection in the drawing.