22.10.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Понятие нахлесточного соединения
- Сфера применения нахлесточного соединения в сварке
- Плюсы и минусы сварки внахлест
- Виды нахлесточных сварных соединений
- Подготовка металла к сварке внахлест
- 2 метода нахлесточных соединений при сварке
- Нюансы нахлесточного соединения при сварке арматуры
- Технологические требования к нахлесточным соединениям
Сварка нахлесточного соединения не является сложной, даже неопытные сварщики способны быстро его освоить. Такой тип шва практически невозможно испортить, что делает его довольно распространенным в самых разных сферах.
VT-metall предлагает услуги:
Однако, несмотря на свою простоту, нахлесточное соединение все же требует определенных навыков и соблюдения правил. В нашей статье мы расскажем о технологических требованиях к таким швам, поговорим об их разновидности и опишем особенности создания соединений внахлест.
Понятие нахлесточного соединения
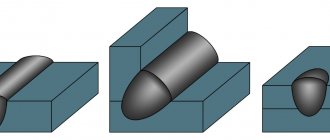
Для формирования нахлесточного соединения листовые заготовки размещают параллельно друг другу таким образом, чтобы край одной частично закрывал кромку другой. Технология подходит для сварки металлических листов толщиной 0,4–0,8 см. Размер нахлеста должен быть больше толщины обеих заготовок. До начала сварных работ кромки необходимо зачистить, специальная подготовка деталей не требуется. Место соединения проваривают с двух сторон во избежание попадания внутрь шва воды и, как следствие, снижения его качества.
Для сваривания внахлест заготовки прочно скрепляют друг с другом при помощи косого, бокового, лобового или комбинированного способов соединения. В редких случаях пользуются заклепочными или прорезными швами.
В первом случае в листе делают прорези, по которым проходятся электродом при сварочных работах. Во втором – в расположенной сверху заготовке прожигаются отверстия.
Сфера применения нахлесточного соединения в сварке
Сварка нахлесточных соединений широко применяется в самых разных сферах производства. При помощи специальных сварочных аппаратов:
- собирают различные павильоны и комплексы, автотенты;
- изготавливают рекламные конструкции и баннеры с разными параметрами и различной конфигурации;
- конструируют навесы, предназначенные для защиты от солнца.
Сварка нахлесточным соединением широко применяется в автосервисе. С ее помощью приваривают заплаты, ремонтные вставки, соединяют детали. В основном технологию используют при работе с силовыми элементами автомобиля.
Также поговорим о соединении проволоки. Делают это двумя способами:
- два пересекающихся элемента соединяют вместе точечной сваркой;
- концы проволоки соединяют и сваривают встык.
Сравнительная характеристика сварных швов
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Их положительные свойства сказываются при изготовлении объемных конструкций. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.
Изображение и обозначение сварных соединений на чертежах.
Главная страница
Дистанционное образование
- Группа ТО-81
- Группа М-81
- Группа ТО-71
Специальности
Учебные дисциплины
Олимпиады и тесты
- Дата: 19-08-2015
- Рейтинг: 19
На сегодняшний день подавляющее большинство металлических деталей и конструкций неразъемно соединяют с помощью сварки. Сварное соединение отличается прочностью и надежностью. В то же время накладка сварных швов требует намного меньше времени и затрат труда, чем соединение металла каким-либо другим способом. Их можно делать с помощью электрической, газовой или плазменной сварки, но все они подчиняются единым правилам. Существует несколько основных видов соединений, которые можно сделать с ее помощью: стыковые, торцевые, угловые, тавровые и нахлесточные. Последние встречаются очень часто, поскольку не требуют от сварщика особого навыка и высокой квалификации.
Нахлесточные соединения считаются самой популярной в виду того, что для ее осуществления не требуются высокая квалификация и специальные навыки.
[my_custom_ad_shortcode2]
Виды нахлесточных сварных соединений
Выделяют четыре основных вида сварных соединений:
- Одностороннее, при котором шов проваривают только с одной стороны. Сварка односторонним нахлесточным соединением подходит для изделий, которые предполагается использовать для работы с минимальными нагрузками в нормальных условиях.
- Двустороннее, при котором шов проваривают с двух сторон. Это наиболее распространенное нахлесточное соединение сварки. Данный тип шва прочнее, надежнее, выдерживает большие нагрузки по сравнению с односторонним.
- Со скошенными кромками, при котором кромки соединяемых заготовок срезают под определенным углом в зависимости от толщины металла. Такой прием помогает лучше сваривать шов.
- Без скошенных кромок. Сварка таким нахлесточным соединением подходит для заготовок из тонколистовых металлов. Нахлест должен быть достаточно большим.
Преимущества и недостатки
К преимуществам можно отнести такие факторы как:
- Простота создания швов;
- Нет необходимости точно придерживаться всех размеров и параметров, так как погрешности здесь вполне допустимы и не влияют на конечный результат;
- Изделие получает высокую прочность на разрыв;
- Создание швов относительно недорогое в производстве.
В качестве недостатков такого соединения стоит выделить:
- Сложности с переносимостью динамических нагрузок (в этом параметре они сильно уступают нахлесточным соединениям);
- Для создания качественных швов для повсеместного использования нужно усиливать их;
- Имеют относительно узкий круг применения при создании техники.
Особенности нахлесточных соединений
Нахлесточный сварной шов это достаточно простой вид соединения, главной особенностью которого является то, что одна деталь всегда перекрывает часть другой. В обыкновенных условиях, когда перекрываются соединяемые поверхности, сварка осуществляется вдоль нижнего края заготовки. Чтобы обеспечивать более высокое сопротивление нагрузкам на излом, создаются дополнительные швы, которые могут проходить в верхней части соединяя торца.
Принцип нахлесточного шва
На практике очень часто бывает, что нахлесточное соединение является не единственным, которое служит для скрепления поверхностей. Заготовки обвариваются по всему периметру, где это возможно. Варианты как обозначать нахлесточный сварной шов при такой ситуации остаются прежние, только к нему соединению добавляются еще соседние швы, которые уже будут иметь другое обозначение.
Для укрепления шва могут использоваться дополнительные укрепляющие процедуры. Если то позволяет технология, то нижний край можно разогреть и согнуть его, после чего снова выпрямить в прежнее положение. Процедура поможет укрепить связь, но также это оказывает влияние на свойства металла. Существенное повышение запаса прочности соединения расширяет область его применения, но операции с дополнительных разогревом и загибом допустимы не для всех видов металла, с которыми ведется работа.
Разбираясь, что такое нахлесточный шов, нужно понимать, что в первую очередь это соединенные детали, параллельно расположенные друг к другу. Все остальное является дополнением для улучшения характеристик. Даже если это сварные швы другого типа, они не относятся напрямую к нахлесточным.
Сварка нахлесточным швом длительный процесс. Для такой сварки специалисты рекомендуют использовать электрогенераторы. При выборе электрогенераторов необходимо обращать внимание на следующие параметры:
- Кратковременная и номинальная мощность.
- Напряжение.
- Количества фаз питания.
Для такого виды сварки можно выделить две качественных модели электрогенераторов – PRAMAC и Powermate. Их технические характеристики можно посмотреть на сайте https://kerner.ru.
Виды
К разновидностям сварных швов нахлесточного типа можно отнести швы:
- С односторонним соединением, когда шов делается только с одной стороны нахлеста;
- С двусторонним соединением, когда все проваривается с двух сторон (это встречается намного чаще и обладает более надежными характеристиками);
- Со скашиванием кромок, когда часть кромок при соединении срезается под определенным углом зависящим от толщины металла, чтобы соединение смогло провариться;
- Без скоса кромок, применяется в основном для тонких металлических деталей, когда есть гарантия, что шов будет залегать достаточно глубоко.
Подготовка металла к сварке внахлест
До начала сварных работ нахлесточным способом металлические заготовки нужно соответствующим образом подготовить.
Поверхность должна быть очищена от загрязнений, ржавчины, остатков краски, грунта, смазки, антикоррозионных составов.
Рекомендуем статьи:
- Приспособления для сварочного стола: обзор наиболее важных
- Как варить швы: разбираемся в секретах техники сварки
- Как варить тонкий металл: руководство для начинающих и профессионалов
Если поверхность будет грязной, то нахлесточное соединение при сварке получится некачественным. В ряде случаев сварные работы будут невозможны, поскольку:
- загрязнения могут препятствовать прохождению тока;
- некоторые загрязнения могут спровоцировать разбрызгивание жидкого металла при работе, что влечет вероятность получения ожогов мастером или возникновения пожара;
- газы, образующиеся при определенных видах загрязнений, могут спровоцировать пористость соединения с существенным снижением его качества;
- повышается вероятность задымления при работе.
При сварке проволоки нахлесточным соединением ее необходимо выровнять и обрезать.
Соединяемые детали должны быть прочно прижаты друг к другу с помощью зажимов, временных креплений саморезами, болтами и пр.
Для получения качественного нахлесточного соединения деталей при сварных работах нужно четко соблюдать названные выше несложные правила.
Сварка в нахлест — что это?
Из приведенного определения следует, что сварка предполагает соединение хотя бы двух деталей. При осуществлении сварки нахлестных соединений, детали имеют, по меньшей мере, одно основание. Их располагают так, чтобы эти самые основания были развернуты друг к другу, и при этом детали перекрывали друг друга непосредственно в области нахлеста. Соответственно, такая область будет хотя бы частично проходить через оба основания.
Соединение деталей в ходе работы осуществляется с образованием одного (как минимум) сварного шва.
В целях соединения лишь двух заготовок прибегают к односторонней точечной сварке. Односторонняя точечная сварка соединений также может использоваться при необходимости сваривания металла тонкого с толстым. В остальных случаях, когда нужно соединить большее количество деталей, применяется двусторонняя сварка.
Укажем на то, что точечная сварка соединений в нахлест, обладает некоторыми существенными недостатками. Дело в том, что точечная сварка не предполагает краевых угловых сварных швов.
Следовательно, возникает такая проблема: между деталями, подлежащими соединению, образуются зазоры (уже за пределами участков соприкасания). Такие зазоры весьма подвержены коррозионным процессам, поскольку, в частности, в них может происходить скопление влаги. Влага в этих зазорах распространяется далеко и остается там.
Можно ли побороть такую проблему? Сложно, поскольку для предотвращения коррозии необходимо заполнить все зазоры противокоррозионным покрытием, что представляется довольно-таки затруднительным.
В силу описанной причины считается, что долговечность полученного точечной сваркой внахлест сварочного узла не достигает оптимальных показателей.
[my_custom_ad_shortcode5]
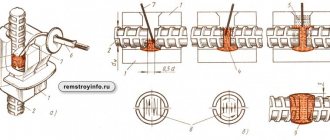
Нюансы нахлесточного соединения при сварке арматуры
Для придания строительным конструкциям прочности и долговечности используют бетонные элементы, прочность которых увеличена каркасами из арматуры. Арматурные пруты соединяются при помощи сварки.
Создать прочный армированный металлический каркас достаточно сложно. Качество готовых арматурных стержней во многом зависит от соблюдения технологии и нормативных требований при проведении работ.
Сварка арматуры нахлесточным соединением применима в тех случаях, когда нагрузка должна быть равномерно распределена по поверхности конструкции. Нахлест образуют в местах наименьшего напряжения. Арматурные пруты должны иметь одинаковый диаметр, толщина стержней не должна превышать 2 см.
При соединении арматуры учитывают рельефы и швы, сварные работы выполняют ручным электродуговым способом.
Тавровые сварочные соединения должны соответствовать инвентарной форме, при работе используется один электрод. При применении флюса отсутствует необходимость в дополнительном использовании присадочной проволоки.
Внахлест сваривают арматурные прутья марок А400С и А500С, поскольку они хорошо соединяются сваркой.
Сталь этих марок относится к дорогостоящей, поэтому чаще всего используют арматурные стержни марки А400. Однако при нагревании ее прочность и коррозионная устойчивость снижаются.
Как варить
Существенным недостатком сварки внахлест является низкая устойчивость к изломам. Чтобы соединение не лопнуло при возникновении нагрузки, ему можно придать дополнительный запас прочности. С этой целью сварочный шов проводят вдоль края не только нижнего, но и верхнего листа.
Прочность нахлесточной сварки также повышают следующими способами:
- Вид сварочного шва выбирают, исходя из типа предстоящих нагрузок.
- Швы располагают симметрично силе воздействия нагрузок.
- Используют несколько типов швов, тем самым увеличивая их общую длину и снижая падающее на них напряжение.
Технологические требования к нахлесточным соединениям
Для того чтобы выполнить сварку нахлесточным соединением и получить качественный шов, важно правильно настроить сварочное оборудование. В нижеприведенной таблице указаны рекомендуемые параметры работы оборудования при сваривании различных заготовок:
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25–40 | 1,5 |
| 2 | 60–70 | 12 |
| 3 | 90–140 | 4 |
| 4 | 120–160 | 4 |
| 5 | 150–180 | 4 |
| 6 | 160–220 | 4 |
| 7 | 220–300 | 5 |
| 8 | 280–340 | 5 |
| более 10 | от 400 | 5 |
Если края заготовок предварительно не разделывались, то при выборе размера стержня необходимо руководствоваться данными, приведенными в таблице. Если кромки срезаны, то для формирования шва подойдет электрод диаметром 0,2–0,4 см. При применении электродов большей толщины повышается вероятность возникновения дефектов, включая непровары, шлаковые вкрапления.
Для верхних слоев шва используют электродные стержни диаметром 0,4 см. Если обработке подвергаются заготовки толщиной более 12 мм, то можно пользоваться электродами диаметром 0,5 см.
Применение электродов диаметром 0,2 см уменьшает риск появления трещин за счет меньшего нагревания основного металла. Шов при этом будет иметь вид тонкого валика.
Соединяемые детали помечаются определенными отметками, означающими тот или иной способ их крепления друг к другу. Так, для обозначения нахлесточного сварного шва используется буква Н. Она указывается на схематичном рисунке с параметрами собираемой конструкции. На схеме также могут встречаться параметры Н1, Н2, в которых цифрой обозначают номер соединения в чертеже.