Benjamin Forstner patented his cylindrical drill bit for woodworking in 1874. Since then, many varieties of this instrument have appeared. Some samples only vaguely resemble a Forstner drill, but they all work on its principle. Three types of cutting surface are used: the central tip sets the direction, the rim trims the contour of the hole diameter, and the paired inner edges select the thickness of the material along the plane, like rotating planes.
Purpose
The Forstner drill bit was designed for making blind, flat-bottomed holes in soft and hard wood. Currently, it is also used to work with MDF, chipboard, fiberboard and their modifications.
Blind recesses with a flat bottom are most often drilled for the installation of various furniture fittings (door hinges, locks, eccentric and threaded ties). In production, material is saved, the minimum permissible thickness is used, and through holes for furniture are not practiced.
You need a sufficient hole depth for mounting fittings and smooth and neat edges. A Forstner wood drill bit creates a perfect hole with a flat bottom. In this case, only 1–2 mm may remain before the drill comes out. Conventional screw drills, sharpened to a cone, cannot ensure planeness, and feather and crown drills cannot ensure the cleanliness and accuracy of the side surfaces.
DrillPro Forstner Drill Set with Depth Stop
Good day! In general, they offered me for review drills from DrillPro, which act as a feather drill for wood, but with one difference - the drills in question have a depth limiter. The purpose of this equipment is ideal for making through and blind holes for hinges. In short, you can take it! Disclaimer
. Chukchi is not a carpenter and I don’t know the correct technical terms. Please do not throw tomatoes in the comments. This set arrives in a wooden box with a lock. Box dimensions - 16*12*4.5cm.
Inside, the cutters themselves are located on a wooden backing, and on the top there is a foam lining. The set also contains two hexagons, the essence of which is to tighten the limiter screws.
The cutters are made of high quality steel (as it says on the product page). The upper part with the incisors, as well as the ends, are painted red. The size range is indicated on the backing itself.
Let's take a closer look at one cutter. On one side of the body the diameter of the cutter is indicated, on the reverse side there is a marking in centimeters for setting the clamp to the desired depth. The diameter of the base of the cutters differs from each other: - Ф15, Ф20, Ф25 - have a thickness of 7 mm; - F30, F35 - have a thickness of 8mm.
The sharpening of the cutters is at a good level, but the quality of the casting is poor in places (I think the red color was not chosen by chance and partially covers up the flaws).
The limiter is made in the shape of the guides of the cutter itself. Installation is carried out at the required distance, as well as in the correct position relative to the base of the cutter.
They put a scale on one cutter, but forgot to enter the values.
Well, the color is lame in places.
As a person who manufactures wooden stairs told me, these cutters are designed for collet clamping of routers and using them in a screwdriver or drilling machine is fundamentally wrong. But since there were no hand-held milling cutters nearby, but the above-mentioned tools are available, we will test them. To begin with, a Makita 18V screwdriver with a maximum speed of 1700 per minute. When using this combination, no problems were found, except for an obvious lack of speed (apparently there are still drawdowns under load). The edge of the tree does not tear, but towards the end the gap between the cutter and the stop becomes clogged. I had to remove the drill and clean it.
We step aside and hand over the reins to the turner, he is an elderly man, he has been married for several years, as they say. When the clamp is installed correctly, sawdust collects in the space between it and the cutter, without interfering with the work. The drill goes in easily, like a hot knife through butter.
The next one who will test is a carpenter, a man of the old school. After work, he noticed a desire to get this set, he really liked it. Let's take this as a compliment!
The product was provided for writing a review by the store. The review was published in accordance with clause 18 of the Site Rules.
Design
The working part has two main cutting edges and a short centering point. The profile of the drill resembles a beech Z with rounded top and bottom parts (a mirror image of the letter S). On the jumper there is a selective cutting edge, and along the circumference there is a cutting edge, which, after the formation of the hole, also acts as a limiter, holding the tool in the working diameter.
The chips are thrown upward, which prevents the drill from jamming. Circumferential cuts are made for machine sharpening. The selected edge can be adjusted manually. To do this, use a file with a fine notch or diamond coating.
The material used is mainly high-speed steel. It withstands moderate heating of the working area well. Some tool manufacturers additionally make titanium coating or carbide brazing. Often teeth are cut on the working edges. This reduces overheating and increases drilling speed with a slight loss of cleanliness of the machined surface.
You can use a drill with a standard chuck. For example, a 15–26 mm Forstner drill has an 8 mm shank, and a tool with a large (28–60 mm) working area diameter has a 10 mm shank.
Design features
The drill itself is shaped like a milling cutter with an extended tip. Has a cylindrical head. The working part of the tool consists of a short centering tip and two main cutting edges (knives) located diametrically to each other. The resulting chips are removed by two chip removers. The centering point makes it possible to install the drill in the center of the future hole. In two places the outer cutting rim is interrupted by the main blades. During drilling, the peripheral edges create the side walls, and the chip removers create the bottom of the holes.
The profile of the drill resembles the letter “Z” (when reflected in a mirror, it looks like the letter “S”). A selectable cutting edge is placed on the transverse bridge, and along the entire circumference of the drill there is a scoring edge, which acts as a limiter and holds the tool in the required diameter. The drilling direction is maintained by the rim rather than the central point.
Forstner drills are made from carbon steel by turning. This allows you to maintain a significant thickness of the drill walls, which reduces overheating of the tool during operation and achieve greater durability of the cutting edges. Considering the material of manufacture, the relatively high cost of a Forstner drill compared to its analogues can be fully justified.
Working methods
A centering point is used to accurately position the drill at the beginning of work. It is placed at the intended point and pressed into the material until it evenly touches the circular plane. Drilling begins at low speeds. The drills are designed for operating speeds in the range of 800–1800 rpm.
The larger the diameter of the working area, the slower the cutting speed should be. This mode must be observed to avoid overheating of the working edges. At high speeds there is a high probability of drill failure.
For safety and ease of work, as well as in cases with critical parts, it is convenient to use a Forstner drill with a limiter. He will stop the tool in time and ensure the required depth of the hole.
If it is necessary to drill a hole in thin material, when there is a danger of the centering tip coming out, you can use two Forstner drills of the same diameter. Start working with a regular tool and use it to form the initial diameter.
The centering tip of the second drill is ground off. They finish the deepening with it. The drill is held in the hole from being torn off by the side planes and there is no danger of it coming out. You can leave the minimum acceptable wall.
Advantages
The Forstner drill (photo above) has two important advantages in comparison with other designs: the cleanliness of the surfaces being processed and the fact that it holds the given direction well. This is possible even on blocked holes, or when their diameters extend beyond the edges of the workpiece.
The quality of the cut of the side walls is achieved by cutting the fibers around the circumference even before they are touched by the main cutting edge. This allows you to avoid chipping and tearing of the material outside the processed diameter.
The second advantage is ensured by the fact that the direction is held not by the centering tip, but by the side annular cutting edge and the entire cylindrical plane of the working surface. After starting to sample the material, the drill is held tightly in the formed hole.
Modifications
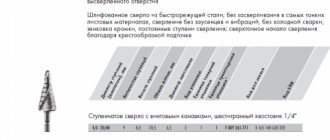
Currently, many companies produce Forstner wood drills. Some focus on quality materials and traditional configurations, while others try to improve the tool for different conditions. This is how a drill adapted for machine sharpening appeared. His rim behind the central incisors has a larger incision.
Such a drill loses part of the cutting surface around its circumference, which is fraught with increased vibration during operation and possible breakdowns. On the other hand, this design significantly reduces the cost of the tool.
There is a Forstner drill with carbide plates soldered on the inner cutting edges. In other designs, the side circles have teeth, like a saw. The cleanliness of the side surfaces in the material being processed when using such a tool is lower in class, but the drill does not overheat as much and provides a higher drilling speed.
Forstner drill
Many guys ask me questions about the Forstner drill, I wrote about it in this article, where I made a hole in a sink made of artificial stone. In general, this is a useful thing, so I decided to tell you a little more about this tool...
Let's start with the definition
Forstner drill - a drill made from carbon steel, equipped with side plates (which form a circle when rotated) on which cutting carbide elements (or cutters) are fixed to improve and increase the performance of the drill. This drill is not intended for through cutting! And it is mainly used in furniture production.
Forstner drill, photo 1
Forstner drill, photo 2
Forstner drill, photo 3
As you can see, such a drill is used mainly in the furniture industry; from experience I can say that it is used to make holes for hinges on cabinet furniture doors. However, there are also Forstner drills for stone, although they cost several times more than regular drills for wood.
Not a standard application
However, guys, I would like to say that it is possible to use artificial stone for sinks, because the sink is not all stone, as many people think, it only has a coating that imitates stone, and the drill goes through this coating like clockwork, then a lighter base, the drill also copes and with it, thanks to its cutters and carbon steel.
incisors
You can also use a Forstner drill to drill holes in many other surfaces, for example, in acrylic bathtubs for a faucet or drain.
A little advice: take a drill with additional cutters on the sides, see the photo.
Dimensions
Drills vary in both diameter and stem length.
I personally found the maximum diameter of a Forstner drill to be 100 mm (10 cm), and the most common diameter is 35 mm, which is exactly what is needed for attaching hinges. There are also diameters from 12 mm to 35 mm.
It is not customary to make the drill leg long, because this drill is not intended for through cutting. Therefore, the maximum leg size that I have seen is 120 mm. A common 35 mm drill has a leg of 50 - 60 mm.
Now a short video
This is such a useful drill. In conclusion, I would like to say that if you call a specialist to install a faucet in a stone sink, it will cost you 1000 - 2000 rubles, depending on the region. If you cut it yourself, the price will be approximately 150 - 250 rubles per drill, that’s all! Savings are obvious.
That's all, read our repair blog, I won't recommend anything bad.
Price
When choosing a Forstner drill, you are usually guided by the quality/cost ratio. It makes sense to decide for what purpose it is purchased: for professional production or domestic needs. For frequent or constant use, it is more advisable to choose high-quality drills from well-known and well-established companies. Their products may cost an order of magnitude more, but there is a guarantee that the tool will last a long time and meet the stated characteristics.
On the other hand, if there is a need to use drills of different diameters, then their total cost will be quite high. In this case, it may be better to purchase a set that is affordable, but includes a wide range of sizes or modifications.
You should pay attention to the condition of the cutting surfaces. Sometimes the opaque packaging of a drill makes it impossible to check the absence of burrs, burrs or chips on its edges. It is better not to purchase such products. It can be very difficult to manually correct serious defects without changing the profile and geometry of the cutting edges.