Home / Tools and accessories
What a concrete drill looks like can probably only be answered clearly by those who regularly work with this tool. For most of us, almost all drills look very similar, and therefore we have to carefully study the characteristics and recommendations in order to choose the right part.
In our article we will tell you which drill is best for drilling concrete and how to do it correctly.
Tools for working with very hard materials
Application
Beginning builders sometimes find themselves in a difficult situation. The drills are new, of a good brand, the drill is in working order, but the resulting hole is not at all as planned, or does not work out at all. Often the reason for failure does not lie in poor work skills or a low-quality tool.
The first thing you should pay attention to is the materials from which the drill is made and the surface where the hole needs to be made. The basic rule is that the cutting tool must be harder than whatever it is going to cut. Proper sharpening of the tip is also important.
If you take a high-quality metal drill and try to make a hole, for example, in concrete, the product will quickly fail. It is not intended for such purposes. Drills with Pobedit tips are suitable for processing the hardest surfaces. Their cutting part is coated with an alloy called “win”, which has increased strength.
On the contrary, such products are often not suitable if processing is required , for example:
- plastic;
- steel;
- tree.
The winner does not cut the material, but rather crumbles it , so the holes are shaggy, ugly and larger than necessary. In the case of plastic, the necessary chip rejection is not ensured. As a result, the hole quickly becomes clogged, which leads to undesirable consequences:
- the load on the drill increases;
- operating time increases and efficiency decreases.
Because of these features, many masters, especially the “old school” ones, advise using pobedit only in suitable cases. However, the classic pobedit drill gradually changed. Now on the shelves there are products with special soldering (inserts), which are used to work with various materials, including “inconvenient” ones. For example, you can find a pobedit metal drill.
How to choose the right drill
Despite the apparent simplicity of the process of drilling holes in various materials, solving such a problem is not so simple. Many home craftsmen have encountered a situation where attempts to drill a hole in a wall or any other structure using an electric drill and a seemingly high-quality drill ended in failure. The main reason for such problems lies not in the wrong choice of drill and lack of drilling skills (although these aspects are important), but in the use of the wrong drill. In addition, you must not only choose the right tool, but also have an idea of how its cutting edges should be sharpened.
When preparing for drilling, the following rule should be taken into account: the drill must have a greater hardness than the hardness of the material in which the hole must be made.
If you try to make a hole in a concrete wall with a metal drill, you will most likely have to throw it away, since harder material will quickly render it unusable. This tool, made of high-strength steel, can be used to work with products made of wood, plastic, non-ferrous metals and steel alloys: it does an excellent job with them.
If you need to make a hole in concrete, brick or stone, that is, in materials of very high hardness, it is necessary to use a Pobedit drill. This drill differs from a regular drill in that plates of exceptionally high hardness are soldered onto its cutting part. Since the Pobedit alloy is predominantly used as the material for the manufacture of the latter, such tools began to be called Pobedit drills.
A characteristic feature of a Pobedit drill is a soldered tip made of the strongest alloy
History will win
The alloy called “Pobedit” was created in the USSR in 1929. Intended primarily for the manufacture of cutting tools. The main goal of the developers was to select the optimal composition and obtain a material of exceptional strength. A solution has been found. The alloy, new at that time, included the following metals:
- tungsten (90%);
- cobalt (10%).
They began to make soldering for drills from pobedit and use it for other purposes. New technology has made it possible to significantly simplify and make more efficient the processing of materials that are particularly durable.
Since its creation, the composition of the alloy has changed many times: a different ratio of tungsten and cobalt was used, additives were added, etc. Now you can find solutions that:
- have different proportions of components;
- cheaper;
- easier to manufacture;
- more durable;
- suitable for working with less hard materials (steel, aluminum, etc.).
Despite the fact that the compositions of such modern alloys differ markedly from the classical ones and from each other, they are still called Pobedit.
Features of carbide drills for metal: nuances of choice, types, features
Often, when processing metal workpieces, it is necessary to resort to special devices designed to work with particularly durable materials. This is exactly what a carbide drill can be considered. This part is most widely used in the processing of grooves. At the same time, it is used to carve metal products.
Machine tools for various purposes are often equipped with a similar element. If we consider the types of such drills offered on the market, the end types are considered the most popular.
When considering the products available for sale, it should be noted that they may have a different number of teeth and design options. Typically, these elements are created using special materials that are of high quality and demonstrate high wear resistance. These properties allow you to perform the necessary operations with minimal time.
What factors should be considered when choosing funds?
Among the devices available for drilling, several of the most common types can be distinguished:
- cylindrical;
- end;
- keyed
It is possible to make the right decision in favor of the appropriate type only if the buyer has an idea of what he plans to use this device for. In addition to the drilling depth, you need to know about the material that will have to be processed.
At the stage of selecting carbide drills for metal, the following parameters deserve the greatest attention:
- strength;
- quality of execution;
- brand and country of origin;
- material used for manufacturing;
- price;
- reliability.
The best solution would be if the buyer chooses drills from trusted manufacturers. By acting in this way, we can guarantee that there will be no forced breaks during drilling, and low quality of finished products will also be eliminated.
Carbide drills: application, variety of models and differences
Carbide drilling products are widely used not only in production, but also in everyday life, the reason for which is their functional features and significant advantages. The proposed models can be classified into several types, based on such a parameter as their scope of application.
For example, if the task arises of creating large-diameter holes, then it is advisable to choose drills of the first type. Screw-type devices will help to effectively perform the operation if it is necessary to ensure a significant depth of the hole being created.
What types of carbide drills are there?
A characteristic feature of carbide drills for metal is a very durable titanium-tungsten base, the beneficial effect of which is to ensure high speed of work. In addition to this, the advantage of such products is their high resistance to external influences.
Types of drills
It is customary to distinguish the following types of carbide drills for metal:
- solid;
- welded;
- equipped with plates.
If there is a need to purchase carbide drills, it is advisable to consider models from well-known companies. This gives confidence in the high quality and reliability of the purchased product.
Drill designs with replaceable carbide inserts
When creating drills for metal equipped with replaceable carbide inserts, the diameter must be maintained, the range of which can be 12–63 mm. They allow you to create holes up to 5 diameters. Moreover, they are able to work with surfaces made of various materials. At the heart of the metal drill there is a body that has precise seating surfaces for the inserts and directly carbide inserts, which are fixed in the body with screws.
The design features of the metal drill body are related to the external design and size of the grooves used to remove chips. They can have a straight or spiral design. It is worth noting that they may differ in terms of the helix angle. If the channel profiling was carried out in compliance with the technology, then this makes it possible to perform processing with high feed rates. Moreover, tangling of chips is eliminated here, and the quality of the processed surface remains quite high.
It is also necessary to pay attention to the design of the channels for supplying coolant. It is best when they are located close to the body area. This placement option makes it possible to reduce the core of the drill body to a minimum, which makes it possible to increase the grooves used to remove chips.
Design
The design of carbide inserts has its own characteristics, thanks to which it is possible to achieve high productivity and stability of the tool when processing various materials and operating the tool in any conditions. It is possible to ensure higher productivity and stability of the tool due to the geometry of the front surface of the insert, the grade of the carbide and the design of the insert itself.
The most widespread are carbide inserts for drills, having the shape of a three- and tetrahedron. Drilling using these devices allows the hole to be created to have an almost flat bottom. A feature of outdated modifications of drills is the presence of a square, triangular or “broken triangle” type plate. When using such devices, you can guarantee fairly good results in terms of performance, durability and quality. However, they still do not show as impressive results as drilling products equipped with specially profiled inserts.
The best results can be expected from a technology that is implemented in a design called step-by-step cutting. Here attention is paid to the cutting edge of the central tetrahedral plate, made in the form of a wave. Initially, with the help of such technology, it is possible to stabilize the drill and at the same time minimize the risk of its drift. In addition to this, a significant reduction in cutting force is observed.
Drills equipped with replaceable carbide inserts for metal are also distinguished by the fact that they allow you to create holes whose diameter exceeds the nominal value of the drill. This is achieved by moving the drill on a lathe relative to the axis of the element at a distance in the range of 0.8–3.5 mm. The exact value is determined directly by the diameter.
A similar operation on a machining center is performed using eccentric bushings. Adjustable drill chucks can also be used instead. At the same time, using a drill with replaceable carbide inserts for metal, you can perform operations such as boring pre-created holes, as well as chamfering. This problem is solved using the peripheral drill plate.
When planning to use drills with replaceable inserts for metal, you must keep in mind that they can be used to process inclined and concave surfaces without resorting to surface preparation and drilling. To successfully cope with such a task, you only need to reduce the feed rate during plunge-in by 50–70%.
Increase in productivity
Among the advantages of metal drills equipped with replaceable carbide inserts, it should be noted that they can increase productivity, durability and achieve greater savings per part.
If you plan to create holes Ф25, and the surface used is made of steel, then when working with a high-quality drill for metal made of high-speed steel, it is best to use the following processing modes:
- For the spindle, a rotation speed of 380 min-1 is selected;
- feed per revolution is set at 0.4 mm/rev;
- the minute feed rate will be 152 mm/min.
If a drill with replaceable carbide inserts is selected for processing a similar material, then the spindle speed should be set to 3700 rpm, the feed per revolution will be 0.09 mm/rev, and the optimal minute feed will be 333 mm/min .
A special feature of all inserts is the presence of four cutting edges. In addition to this, it should be remembered that carbide inserts have much greater durability than drilling products made on the basis of high-speed steel. If the choice was made on devices equipped with replaceable plates, then the user will not have to waste time and effort on such an operation as regrinding the tool. This advantage acquires particular relevance in situations where it is planned to create many holes.
Application of coolant
To achieve the best results when using a metal drill equipped with replaceable carbide inserts, internal coolant must be present. If you have to deal with holes whose depth does not exceed one diameter, then it is permissible to refuse to use coolant. When determining coolant flow, the diameter of the metal drill used should be taken into account.
If we consider the range of drills for metal equipped with replaceable carbide inserts, then it includes a fairly large number of modifications. Moreover, to obtain the best results when drilling, you should first of all take care of the correct selection and use of metal-cutting tools. For this reason, when deciding to use a new technology or make changes to an existing one, it is advisable to involve specialists in the implementation of this plan. They will not only help you suggest the most suitable solution for the problem at hand, but will also help you implement it most effectively.
Technical recommendations for drilling metals
To properly center a metal drill, you must use a centering pin. To do this, you should mark the hole, focusing on the markings. Then the pin is inserted into the recess and the magnet is turned on. Next, you should re-check that the pin is positioned correctly, since the tripod often moves when the magnet is working.
Decide on the optimal speed. This parameter is of great importance. Please note that if you select a higher speed than recommended, the drilling job will not be completed. It is imperative to ensure a rotation speed of at least 25% of the recommended one. When working with carbide drills, you should remember that they react sensitively to excessively low speeds. In this case, you may encounter phenomena such as increased vibration and chipping of teeth. If the speed is increased by more than 20%, then when using drills made of high-speed and powder steel, the latter will quickly become unusable.
You need to choose the right feed. At the beginning of work, it is necessary to set the flow at a level 2 times lower than the recommended one. It should be kept in mind that if there is too much pressure on the drill, the speed will remain the same. To achieve greater productivity, it is recommended to use equipment with increased rotation speed in combination with carbide drills. Sometimes you may need to apply more force while drilling. If this happens, then there is a high probability that you are working with a dull drill bit or are trying to create a hole in a material that is too hard.
Conclusion
Carbide drills are a rather specific product for processing surfaces made of particularly durable materials. For this reason, the choice of such devices should be made taking into account the specific product in which it is planned to create a hole. Using the first carbide drill you come across does not always allow you to effectively solve the problem that has arisen.
To ensure high drilling performance, many factors must be taken into account, including the characteristics of the material being processed, the characteristics of the holes created, and the quality of the edge. In some cases, it may be necessary to purchase special drilling equipment, since conventional tools designed for using drills to create holes in workpieces of normal strength may not be suitable for this. In some situations, this can even lead to the fact that not only will it not be possible to effectively solve the problem of drilling holes, but also make the purchased carbide drill, the cost of which is usually quite high, unsuitable for further use.
- Author: Nikolay Ivanovich Matveev
stanok.guru
Design features and operation
Unlike some other drills, Pobedit drills do not require sharpening. They initially have the required tip structure (angles) for proper operation.
The cutting part is represented by two “shoulders” of approximately the same width. Where they intersect is the future center of the hole . If their widths are different:
- the diameter of the hole will determine the larger “shoulder”;
- as the craftsmen put it, the drill will “break” the hole: it will turn out larger than necessary;
- physical activity will increase;
- the intensity of the drill will increase;
- drills break more often.
If the tip becomes dull , it can be sharpened. In this case, you need to keep in mind:
- The angle depends on the hardness of the material to be processed. The stronger the surface, the smaller it is.
- Pobedit does not tolerate too much heat. At high values, the tip may crack or even separate from the drill. Therefore, you need to prevent overheating and cool it more often when sharpening. For example, plain water will do.
- If overheating does occur, do not cool it suddenly. Otherwise, cracks will appear. It is best to allow it to cool naturally, that is, on its own.
If the diameter of the product is small, then it will most likely fail earlier. This rule applies even to experienced craftsmen. Therefore, it is better to stock up on a certain supply of drills to save time and nerves. Some masters argue that sometimes “courage” is also important. The work spirit can also be lost after going to the store. The extra ones will still come in handy later.
Design features of the drill with pobedit
A standard tool with a pobedite tip consists of the following structural elements:
- Shank is a cylindrical, multifaceted or cone-shaped (Morse cone) part of the drill, with which it is secured in special equipment.
- Working part with spiral grooves - this structural element serves to remove concrete dust and crumbs from the area of the formed channel. There are no cutting edges like conventional equipment.
- Carbide plate or pobedite head. This structural element is directly involved in drilling. It has a tapered front part where the front cutting edges are located, and side cutting edges for channel calibration. Sometimes the working head is not made from a solid plate, but is limited to pobedit soldering.
VIEW Drills on AliExpress → Separately, it is worth mentioning the design of a Pobedit drill for a rotary hammer. The special feature here is the original shank configuration. Unlike the usual one, which is clamped rigidly in the chuck, this element of the drill has the ability to perform oscillatory movements in the translational direction and is rigidly fixed in the direction of rotation of the axis. For this purpose, there are two guide grooves in the shank, one of which additionally serves as a quick-release fixation of the drill in the chuck. For better performance, a lubricant must be applied to the shank of this design.
Main types
There are many types of drills made from Pobedite. They differ in manufacturer, quality, and price. Depending on the shape of the shank, there are:
- hexagonal: regular or recessed for quick installation;
- cylindrical - chambered for a standard drill;
- SDS - can be fixed in most rotary hammers;
- triangular - they are held especially securely and do not rotate.
The diameters are also different. Values start from 3 mm. Pobedit drills are:
- for working with stone, brick, concrete;
- for gas and foam concrete;
- for ceramics, glass, tiles.
Drill bits for the hardest surfaces
Pobedit drills for stone, brick, and concrete are the most popular. Most of them can be used in shock mode. The sharpening angle is usually 130°. Some companies make the tip shape more complex:
- the angle is greater;
- the tip is centering.
If the hammer drill mode is selected, the tool crushes the surface like a chisel. The removed material is removed thanks to special grooves on the steel body of the drill. The usual number of these devices is from 2 to 4. They also have another purpose. The grooves prevent the drill from getting stuck while rotating.
Some manufacturers, on the contrary, prohibit the use of their products in shock mode. It depends on the characteristics of the alloy and the sharpening angle.
Typically, winning products in this category are considered disposable. At least that's what sellers do. However, craftsmen often sharpen them themselves and use them again. This requires an electric sharpener and a little practice.
Sometimes you need to get a large hole. If the diameter is from 65 to 120 mm, special crowns are used. Their design also includes a similar drill.
Drills for porous concrete
Today, building products made from porous concrete are very popular:
- foam concrete;
- aerated concrete;
- silicate
If a small hole is required, a regular metal drill bit may work. Its disadvantage is that it is short-lived. It is better to choose a standard victorious one. In this case, you don’t have to worry about the plaster.
If a hole of 30−120 mm is required , Pobedit drills with special brazing are used for the following materials:
- externally similar to feather drills for wood;
- shank - up to 450 mm, piercing through a standard block;
- the strength of the alloy is lower than for stone;
- for waste disposal there is a spiral of 1-1.5 turns;
- Any drill or hammer drill will do, the only condition is to use the non-impact mode.
Can be used for surfaces with external or internal finishing. The main thing is that there is plaster - without a reinforcing mesh of metal.
Drill bits for tiles, ceramics, glass
On sale you can find products designed for other types of material:
- glass;
- tiles;
- ceramics.
They are distinguished by the following features:
- the pobedit tip in such cases is made in the shape of a cone;
- the shank is round, sometimes in the form of a hexagon;
- used in shockless mode;
- diameter: 3−12 mm.
Sometimes the design of this type of drill is strengthened:
- pobedite plates - two;
- cutting edges - four;
This results in smoother edges and increased accuracy. It is usually recommended to use a rotation speed of about 400-800 rpm during operation. Products with a diameter of 10 mm are most often in demand.
There are other nuances when working:
- If you need a hole of 20-94 mm, “ballerinas” are used - circular drills. With their help you can change the diameter of the hole. Consist of two pobedit plates. Sometimes a mesh is included to protect against splinters.
- If small holes are required, then drills of this type are quite suitable for concrete. Moreover, there may be plaster on it.
Many manufacturers recommend using water cooling during operation. This will help:
- extend service life;
- increase efficiency.
Using a crown on concrete
If a particularly large hole with a large diameter is required, then the use of a core tool for working with concrete is beneficial. This device will help create a recess based on a diameter of 12 cm in high-strength materials.
Core drill options:
- Diamond modification. Outwardly it looks like a tube or crown fixed to a rod. Diamond coating has been added to the edges;
- Pobedit version. Manufactured as a nozzle. It has an identical structure. But instead of diamond coating, pobedite teeth are used.
A core drill for concrete is used when it is necessary to prepare a recess for mounting an outlet or switch.
Important: To select the right device and drill for working with reinforced concrete, it is necessary to take into account the density of the material and the required size, depth, width of the hole.
The diameter of the drill in the end may be around 4 - 12 mm or more with a length from 50 mm to 1,000 mm. Therefore, it is clear that to create a large hole, larger and longer drills are required for working with reinforced concrete.
Selecting a Victory Drill
The stores now have a large selection of drills made from Pobedit. You can always choose something suitable for a specific case, given working conditions and material. They are sold individually or in sets.
Product prices may vary greatly. It depends:
- from the manufacturer, brand recognition;
- from the country of manufacture;
- from the seller.
As a rule, popular European brands are more expensive . They are usually worth it, as they are distinguished by:
- good quality, including sharpening;
- mandatory guarantee;
- The tips are difficult to distinguish against the general background, since the soldering is very neat.
There are mid-level products. The cheapest products include products from unknown companies. Their common disadvantages include:
- strength - low;
- do not always correspond to the stated characteristics.
Drills from Bosch
Bosch products are well known to everyone. The company also produces drills with pobedit tips. Their diameter ranges from 3 to 25 mm.
Blue Granite series products are designed for stone processing. They are distinguished by:
- reliability;
- quality;
- They drill concrete better than ordinary pobedit ones;
- U-shaped groove for good waste removal;
- used with impact drills.
You can also highlight:
- Silver Percussion - also for stone and concrete of special strength.
- Impact - for processing natural and artificial stone.
- Karat - designed for drilling any surface except concrete and artificial stone. The cutting part is sharpened in a special way and sharper, so the edges of holes in various materials are smooth.
- Black Quartz - for roof tiles and tiles. Can withstand heavy loads.
DeWalt drills
Among the manufacturers, DeWalt stands out . The products of the Extreme SDS-Plus series are especially famous. Its features include:
- diameters - from 4 to 16 mm;
- shank - round or hexagonal;
- the cutting part is serrated, even takes concrete with reinforcement;
- the groove is in the shape of a jug, it removes debris well;
- the tip is attached to the drill using a special technology; special solder with copper is used;
- due to the design, such products can better withstand overheating;
- the holes are very smooth.
When choosing pobedit drills from any manufacturer, it is better to give preference to those that are designed for a specific material. If the tool is used infrequently, you can get by with “wide-spectrum” products. In any case, it is important to feel the characteristics of each type in work and practice.
Choosing a metal drill, how to do it correctly, expert advice
A high-quality metal drill is capable of drilling many different holes in the hardest materials without becoming dull or breaking. High performance characteristics can be expected from a drill if it is correctly selected for the product being drilled, made of high-quality material and sharpened in the required manner.
Let us consider in detail the types of metal drills, their characteristics, features of use and criteria for choosing a cutting tool.
Content
A metal drill is an indispensable tool for a modern builder
A metal drill is used for cutting holes in alloyed and unalloyed steel, its alloys, non-ferrous metals, cast iron and other types of metal. Often such drills are used when working with hard plastic materials. The scope of application of metal drills is limitless: the tool is used in a wide variety of fields of activity and in everyday life.
It is difficult for an ordinary buyer to navigate among the wide range of drills that are presented on the construction market today. Without competent consultation from a specialist, choosing a suitable model is quite difficult.
Structurally, a metal drill has a working part (cutting and calibrating part) and a shank.
Metal drills belong to the category of spiral drills, since they have spiral-shaped grooves along the entire length to remove chips
The place at the end of the drill is the cutting part, where the pointed edges are located, ensuring the penetration of the drill into the material. Behind the cutting part there is a calibrating part equipped with grooves for removing metal chips. The calibrating part is responsible for the smoothness of the edges of the hole and sets the desired diameter.
The material of manufacture and the structure of the working part determine the purpose of the cutting tool.
The drill is attached to a hand tool or machine through a shank, which can be conical, cylindrical or hexagonal.
Classification of drills for metal
Depending on the design features, metal drills can be divided into the following types:
- Screw (spiral) drills are made in the form of a cylindrical rod, the edge of the drill has a cone shape. The angle of inclination of the notches can vary up to 45 degrees. The cone drill for metal is characterized by reliability, strength and long service life. The price of a drill will depend on the material of manufacture, the manufacturer and the size of the drill.
- Screw drills with a conical shank are designed to work on drilling machines or a two-handed special drill (the drill is attached without a chuck). The drill is clamped in the machine using a cone-shaped shank. The size of the cone (there are five sizes in total) depends on the diameter of the hole being drilled. Such drills are more often used for drilling holes of large diameters.
- Metal core drills are especially effective for drilling large holes or for multi-layer drilling (making a hole through several sheets of metal at the same time). The design of the drill allows the use of not particularly powerful tools. The drill is made of high-speed steel and has frequent teeth. When working with core drills, it is important to ensure there is no vibration and cool the metal in time - this will extend the life of the tool. It is better to choose models with a reinforced shank so that the drill does not slip out of the chuck.
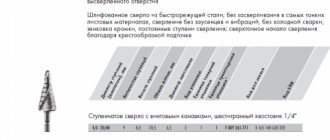
- A step drill for metal is a relatively new solution for drilling metal. The main advantage of such drills is their versatility. They can be used to drill holes of different sizes: from 4 to 36 mm in diameter. However, such a drill can only cope with work on sheet metal, the thickness of which does not exceed 2 mm. A step drill is the best option for those who work exclusively with sheet metal (one drill can replace a set of metal drills). The cost of a stepped product directly depends on the maximum possible diameter of a metal drill.
- Left-handed (left-handed) drills are quite rare on sale; their main task is to drill out a broken bolt-screw. When using a regular drill, the bolt will rotate.
- Carbide drills are used when working with strong metal. The tip of the carbide drill is made of a particularly hard plate (VK8 alloy), the sharpening angle is one-sided sharp, which allows the drill to easily penetrate deep into the material. Such drills are not always on sale, but they can be purchased to order.
- Metal drills of different types and different diameters are available in length series (standard, extended, long). An extended drill will not be much longer than a regular drill of the same diameter. After all, a drill with a diameter of 6 mm and a length of 200 mm will immediately break during operation. Therefore, the length of the drill is selected in accordance with the diameter of the hole.
- High precision drills have minimal operating errors. While the error of a conventional drill is about 0.05mm, the error of a high-precision drill is minimized. Drills of this type are used in production; their use for home purposes is not advisable.
- A thread drill is used if it is necessary to make a hole for cutting threads. When working with a threaded drill, it is important to adhere to the diagram: each thread has its own pitch (for example, for an M6 thread - step 1), which must be taken into account when choosing a drill. Thus, to create a 6 mm thread, you will need a 5 mm drill (the pitch must be subtracted from the breaded thread).
Features of marking drills for metal
When choosing a drill for metal, you need to pay attention to its markings, which may indicate the diameter, steel grade, accuracy class and manufacturer.
Drills with a diameter of up to 2 mm are not marked; on products up to 3 mm, the diameter and grade of steel are indicated, and on drills of large sizes, more extensive information may be indicated.
Basic designations:
- markings starting with the letter P indicate products made of high-speed steel;
- numerical values determine the content of a particular substance in the alloy, for example: K6 – six parts of cobalt (increases the heat resistance of products); M4 – molybdenum content;
- for comparison, a drill marked P6M5K5 is much stronger than a drill marked P6M5, due to the addition of cobalt (the price of reinforced cobalt drills is higher than conventional ones);
- imported analogues are designated HSS or Din; an HSS drill for metal usually has additional markings of Latin letters indicating the working material (HSS-G drills alloy and carbon steels, aluminum and copper alloy, cast iron; HSS-E, in addition to the listed materials, can handle acid-resistant and stainless steel; HSS-G Tin – especially durable, suitable for drilling titanium alloy).
For the manufacture of drills for metal, GOST regulates the use of tool high-speed steel grade P18
What can the color of a drill tell you?
The method of final processing of the drill will play an important role in ensuring the strength and reliability of the tool. The color of the drill indicates what materials were used to process the product.
The gray color indicates that the drill could not be processed in any way. This is the cheapest and least stable product, which will not cope with all types of metal and will not last long.
The drill becomes black after treatment with superheated steam - this increases the service life of the product.
A dull golden hue is a sign that a temper has been used to relieve internal stress in the hardened metal. This procedure reduces the fragility of the hardened drill, giving the material strength.
Drills coated with titanium nitrite have a rich golden color - this ensures the highest wear resistance. These drills are the most convenient to use (reduced friction) and durable, the only drawback is their high cost.
Proper sharpening of a drill: the need for the process and the algorithm of actions
A high-quality drill is designed for long-term use, however, it can become dull over time. Of course, you can replace it with a new one, or you can avoid unnecessary expenses and sharpen the drill yourself.
In everyday life, for household needs, drills with a diameter of up to 16 mm are usually used, which can be sharpened on a regular sharpening wheel without resorting to “high technology”. If you don’t have a sharpener, you can use a grinder or electric drill, which must be secured before work.
Before you start sharpening a metal drill, you need to prepare:
- eyes must be protected with goggles, hands with gloves;
- prepare a small container for coolant (machine oil, water) - if the drill is not periodically cooled, the metal will overheat and will not be able to withstand high loads during drilling in the future.
The sequence of actions when sharpening a drill is as follows:
- Pressing the drill tightly against the grinding wheel, we process the back surface of the tool. The sharpening angle should not change.
- After finishing processing the back surface, a regular cone should form (you can see it by looking at the tip of the drill from the side).
- While maintaining the sharpening angle, the working part of the drill is processed.
- Finishing of the rear part of the tool occurs after processing the working part of the drill.
- The size of the bridge at the tip of the drill should not be more than 0.4 mm (for drill diameters up to 8 mm) and no more than 1-1.5 mm for larger drills.
You should not concentrate only on the tip; the entire working side surface of the drill should be sharpened
When sharpening for the first time, it is advisable to practice on old, worn-out drills in order to feel how to hold and press the tool correctly. If you insert a “test piece” into a drill and drill a couple of holes, it will immediately become clear where the error was made during processing.
Basic recommendations for choosing metal drills
When choosing drills for working with metal, you should adhere to the following recommendations:
- a high-quality drill must be made of high-speed steel, containing molybdenum and tungsten (the presence of appropriate markings);
- you should not buy gray drills - the savings will not be noticeable, since very soon you will have to buy a new drill;
- the sharpening angle of the drill should be selected based on the material that needs to be drilled (bronze - 130-140 degrees, cast iron - 118 degrees, structural and stainless steel - 116 and 120 degrees, respectively);
- the drill shank must fit the existing tool (conical shank - for machine tools, cylindrical shank - attached through a chuck);
- for beginners, to be on the safe side, it is better to buy drills in specialized stores, where they will definitely issue a receipt and a warranty sheet certifying the declared characteristics;
- Soviet-era drills were made of P18 steel and are considered the most durable and durable (in addition to the usual markings, they may have a quality mark).
With the right choice of tool and good sharpening, metal drills can be used for a long time and without problems, both for their intended purpose and for drilling holes in other materials: wood, plastic, plexiglass and stone.
Author: Sergey and Svetlana Khudentsov
strgid.ru