Polyethylene film is widely used in our lives. Covers for notebooks, all kinds of bags, and packaging for some types of goods are made from it. It covers greenhouses and greenhouses.
An apparatus for welding polyethylene film makes it possible to make the boundary between the two edges of the polymers invisible, this happens due to the heating process.
Often when using polyethylene film there is a need to connect its individual pieces into a single whole.
Film welding is one such method.
When the edges of the film are welded, the material takes on the appearance of a solid panel, the seams are almost invisible. The quality of welding of polyethylene film must be taken into account when installing waterproofing and during the construction of large objects.
To perform welding, you need to bring the edges of the film to a viscous state. This is achieved by heating the edges of the material. When they reach the melting point, they are combined, then pressed tightly. There are various equipment, devices and mechanisms for welding. They can work in different modes. This depends on the type of polymer film and its thickness.
Professional welding devices
For large-scale work (for example, to create covers for large greenhouses or for commercial activities), it is recommended to use professional polyethylene welding devices.
The advantages of these devices are that they allow flexible adjustment of parameters of pressure, temperature, and speed of movement along the seam. If you are working with the same batch of polyethylene, then by setting the required values once, you can carry out the welding process at high speed. Devices for welding often have setting and tension rollers, which allow the film sheets to be connected to be pulled at the same speed, which has a beneficial effect on the final quality of the seam.
Industrial devices are produced in various types. They can have contact heating or heating carried out by hot air.
Working with large areas of material is economical when choosing a welding connection, since there is no need for adhesives or tape. Productivity and accuracy of work increases significantly. The low melting point and flexibility of the material allows the connection to be made by welding at home. The resulting joint strength mainly depends on the temperature and cleanliness of the surfaces being joined.
General recommendations
One of the important advantages of welding from SIGN SERVICE is silicone rollers; even when molten polyvinyl chloride flows out, there will be no sticking.
The scope of application of welding machines is wide, but each type of welded fabric has its own characteristics. For high-quality work, it is necessary to take into account even the temperature regime when cutting the canvas, it is important that the film surface does not have contaminated areas, and all processes must take place on a flat plane.
If for some reason the suture fails, which is extremely rare, it is not worth repeating the operation in the same place. The damaged section is cut off and the blades are welded again.
In addition to the temperature indicators of the air flow, pressure, and speed of movement, the quality of the resulting seam is influenced by many indirect factors. An experienced specialist carrying out the work must take them into account when completing the order. Weather conditions, such as humidity and temperature of air masses, physical and chemical data of the material used, are important. Compliance with all technology requirements helps to carry out welding at a high level.
To place an order with SIGN SERVICE, just call or fill out the feedback form; also for a quick order, a window for requesting a call back is available on the website. We do everything to make it convenient for our customers not only to buy, but also to use and maintain the purchased machines in the future. Save with us and purchase only high-quality products that can last for decades.
Welding parameters for polyethylene and polypropylene products
Materials Melt Flow Index (MFR)
Welding of high density polyethylene (PE-HD, HDPE)
Products made of high-density polyethylene of melting group with index 005 (MFR 190/5: 0.4-0.7 g/10 min.), group 010 (MFR 190/5: 0.7-1.3 g/10 min. ) or groups 003 (MFR 190/5: 0.3 g/10 min.) and 005 (MFR 190/5: 0.4-0.7 g/10 min.) are suitable for welding with each other. This is confirmed by the standards DVS 2207 part 1 (DVS - German Welding Association) and is confirmed in the documents of the DVGW (German Gas and Water Union).
Welding of polypropylenes: polypropylene homopolymer (PP type 1, PP-N) and polypropylene block copolymer (PP type 2, PP-C, PP-R)
The weldability of polypropylenes is indicated within the melting index group 006 (MFR 190/5: 0.4-0.8 g/10 min.). This is confirmed by DVS 2207 part 11.
Temperature of the welding process of polypropylene and polyethylene
Hot gas welding
| Air, l/min. | Temperature in the nozzle ˚ C | Gas speed cm/min | ||||
| Nozzle diameter, mm | Speed nozzle diameter | |||||
| 3 | 4 | 3 | 4 | |||
| Welding polyethylene | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | approx. 10 approx. 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Welding polypropylene | 60-7060-7060-70 | 280-320280-320280-320 | approx. 10 approx. 10 approx. 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Welding with a manual extruder
| Extrudate temperature measured at the nozzle outlet, º C | Air temperature measured at the warm air nozzle, ºC | Air quantity, liters/min. | |
| PE hardPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Effect of humidity
Products being welded (sheets, plates) and welding rod made of polyethylene and polypropylene can, under certain conditions, absorb moisture. Studies by a number of manufacturers have found that polyethylene and polypropylene welding rods absorb moisture depending on the material and environment. In extrusion welding, the presence of moisture may appear in the form of pits in the weld or a rough weld surface. This phenomenon intensifies with increasing seam thickness.
In order to prevent such undesirable consequences, the following recommendations have been developed:
- Installation of moisture and oil separators in the air supply system,
- Avoidance of significant temperature differences between parts being welded (condensation moisture),
- Storing the welding rod in a dry place if possible,
- Drying the welding rod at a temperature of 80°C for at least 12 hours,
- Welding wide seams (>18mm) in several passes.
Depending on the type of heating of polypropylene and polyethylene, the following types of welding are distinguished:
- Welding thermoplastics with hot air (hair dryer)
- Welding thermoplastics with an extruder
- Welding thermoplastics using a heating element
- High frequency welding of thermoplastics
- Laser welding of thermoplastics
Application of bag sealers
- Packaging and/or packaging of goods for storage, delivery and subsequent sale in the production of textiles, food products, linen, outerwear, medicines, equipment, accessories, toys and much more.
- Packaging for storing food in catering establishments: canteen kitchens, cafes, restaurants, coffee shops, fast foods.
- Packaging of food products and packaging of disposable bags in retail outlets: super- and hypermarkets at the exit of the store, departments of own production, primarily grocery stores, chain stores.
- Packaging of finished products at printing enterprises, as well as in flower and gift shops.
If desired, one could name many more places where welders-sealers are used, because, at a moderate cost, they can be used everywhere, even for domestic use.
Welding with rod
For example, when laying PVC linoleum, welding using a filler rod is required. Linoleum is pre-prepared. It should be laid firmly on the floor.
All joints must fit without creating cracks or gaps. A high-quality seam without the use of special equipment is very difficult. A regular hairdryer is not capable of doing this due to the significant thickness of the linoleum.
Requires special tools and equipment. Before welding with a rod, the edges must be prepared; the molten rod will ensure their reliable connection. The resulting deposits are removed with a special knife.
Welding with a soldering iron
An ordinary electric soldering iron is also suitable for bonding film at home. It is best to put a tip with a student or poster pen made of metal on its sting. If the polymer is burned through, the tip is slightly moved from the tip of the device - this reduces the heat transfer area.
Soldering is more reliable if you attach special rollers to the soldering iron. The tip is ground off until it stops, a groove is cut in the center of the end, for which a hacksaw is used. You will need a copper disk with a diameter of 1 cm (those who are serious about building such a device can grind it themselves).
Drill a hole with a diameter of approximately 5 mm to attach the axle, insert the disc into the slot made and secure it. It should rotate freely. To ensure an even weld, guide it along a ruler. The device must be guided to the point where the seam ends, without tearing it off, with pressure. This approach is most often used for sealing bags. To get a beautiful seam, practice a little on unnecessary pieces.
Homemade welding machine
To weld packaging bags, book covers and notebooks in small quantities, you can make a film welding machine with your own hands. It consists of a base on which a rail is placed, compressing the edges of the film. The base can be made of aluminum sheet about 2 mm thick. Its dimensions may vary. For example: 500x250 mm.
An aluminum corner with shelves of 20-25 mm can serve as a pressure rail. The end of the rail is secured with a screw. A spiral spring is installed between its head and the rack itself. It should make it possible to lift the rail while loading the film into the machine, and then press it to the base.
Welding of polyethylene film proceeds as follows: the sheets are laid under the rail and pressed against it. The excess is trimmed so that there are edges protruding by 1-2 mm. They are melted by the flame of a gas stove, candle, alcohol lamp or lighter. The result is a thin seam that resembles a transparent roller.
Welding polyethylene using a heating element (Butt Welding)
Polyethylene welding using a heating element (also called butt welding) is used for welding plates, blocks and other semi-finished profiles. This type of welding is extremely widely used for welding pipelines made of thermoplastics. Unlike the previous two welding methods, this method does not require the use of filler material.
For welding using a heating element, the so-called. machines for butt welding, the principle of operation of which (heating using a heating element of various shapes) is the same, and differing only in the type of drive (manual, mechanical, pneumatic, etc.) that transmits shear force to the elements being welded. In addition, butt welding machines may be equipped with special equipment and various options - for example, for welding sheets at an angle, for rolling up the sheets being welded.
Some types of butt welding machines, in addition to HDPE, can also weld HMPE and UHMWPE.
When butt welding polyethylene, the necessary heat is supplied directly from the heating element to the welding zone of the surfaces being joined. This achieves a more favorable heat distribution, so that no zone of the material is loaded with more heat than another. In addition, the mating surfaces of the heating element must be clean and completely adjacent. This type of weld exhibits little internal stress and can be loaded in much the same way as the original material.
How to choose a bag sealer
There are many different bag sealers available on the market. This is because each model performs better under certain conditions. To make the right choice, you need to consider some points.
Package width.
Welding machines are designed for different film widths. Moreover, on larger ones you can solder smaller ones. Therefore, if, for example, on a packaging line you plan to use bags with a width of 220 mm, 280 mm and 360 mm, then it is better to take equipment with a 400 mm capacity, it will be suitable in all cases.
Material.
The raw materials for making bags can also be different. They are made from ordinary or metallized polypropylene, low- or high-density polyethylene, laminated and multilayer materials. When joining the edges, these features must be taken into account. So, for example, it will not be possible to weld multi-layered ones with a sheet of aluminum foil with a cut seam. A flat or euro stitch is better suited here. And the same Euroseam, with all its advantages, is not the best option for welding polyethylene. For this, it is advisable to take a manual impulse bag sealer with a knife.
Type of seam and its thickness
. The seam can be cut, flat, euro-seam, embossed (horizontal, vertical, mesh). This is an important element of packaging, on which the status of the contents depends to a certain extent. The buyer often pays attention to the strength and distinctive features of the seam. It’s good if the parting “can” do several types, for different types of bags. And also - if it is adjusted for a different number of layers of film, because bags with folds (folds on the sides) are already 4 layers. Not to mention that there are simply multilayer materials. If you have large quantities, it is preferable to buy a product with memory settings, equipped with a digital keypad.
Often the date, batch number, logo, and other information are stamped on the seam. For this purpose, the device is equipped with a thermodator. The latter can be of different sizes, usually 6 or 8 characters, which are placed in any part of the seam.
Additional options.
Depending on the contents, the design may need to be able to perform some operations beyond what is provided in the standard set. For example, pumping out air for vacuuming. Or, conversely, fill the bag with air if there are fragile products. For medical devices, special seams are provided that allow sterilization. And for liquids, the bag must be airtight.
Other.
In addition to those mentioned above, you need to pay attention to other, no less important, factors. The performance of the device must correspond to the planned one. If a small number of packages are soldered per shift, you can take a simple tabletop device. If there is a lot, you need an industrial unit, with a mechanical or pneumatic drive. The presence of a knife that cuts the material parallel to the seam is required if the size of the canvas is larger than the bag. And also, if necessary, the appearance should be perfect.
In addition, the design and body of the product must withstand high temperatures, and the latter must also be impact-resistant. The duration of the work depends on this. And it is very good if the sealer is equipped with means of protection against burns - special screens, limiters, temperature indicator.
Tips for use
Let's say there are two impulse manual sealers on the counter, from different companies. The parameters are similar. The difference in cost is about 20%. Why?
One (cheaper) has a wire with a plug that is softer, thinner and shorter than the other. As practice shows, after about a year of intensive use it will begin to dry out, crack, delaminate and break. The first has a plastic end cap on which the timer knob is located. The second one has a metal plate (Fig. 10). The first ones are sent for repair more often, the handle is pressed in or knocked out.
When lowering the top bar, the microswitch is pressed each time. In a cheap device it lasts for several months. On the radio market it sells for $0.5. The more expensive one has better quality, it will work for 1.5 or 2 years. It costs 4–6 times more.
The main unit of the package sealer is the transformer. In an expensive design, copper wire is used to wind it. The cheap ones are aluminum. The latter heats up more, the durability is 2-3 times lower. But it is 2 times cheaper, which is beneficial for the manufacturer.
And one last thing. From experience, plastic welders repair them a couple of times, and then, in most cases, they can be thrown away. Those in a metal case are returned for service as needed.
Using a soldering iron to weld film
Connecting sheets of polyethylene using a conventional soldering iron (40-60 W) allows you to obtain a strong seam, which will require minor modification of the tool. Using a soldering iron without special attachments will not give high-quality results. The joint will be uneven, and there may be places where the material will spread.
Film welding scheme.
To obtain a good result and weld joints of significant length, you will need to use additional devices. There are several options for modifying the soldering iron.
Take a regular soldering iron, then remove the end of the tip. A cut is created using a hacksaw. After this, a copper or aluminum plate is inserted into the cut and secured with a rivet. The surface of the plate is processed, its edges are rounded with a file. Welding is carried out by slightly pressing the soldering iron at an angle of 45° and moving it evenly.
Temperature and pressure are selected experimentally. When creating a joint, it is recommended to place a flat wooden or textolite substrate under the bottom layer of film, and center the soldering iron on a flat block. In some cases, thin paper will be placed between the plate and the film. This is relevant if thin film is being welded. After creating the seam, the paper is carefully separated.
An approximate sample of a nozzle is shown in Fig. 1 (1 – plate; 2 – soldering iron and its rod).
Ultrasonic welding diagram.
It is possible to install the disk in a separate tube-tip, and it, in turn, is put on the soldering iron tip. Welding pieces of film is carried out by rolling a heated soldering iron to the required distance. The amount of pressure is adjusted depending on the welding of the seam. This method allows you to carry out a significant amount of work.
Classification of package welders
Bag welders are:
By type of heating - pulsed and constant. According to the installation option - floor, tabletop, portable (mobile). According to the drive method - manual and automatic. The first group also includes a foot-operated package sealer with a pedal (Fig. 1). According to the presence of additional functions - with air suction or pressurization, with a device for entering the date, code and other information, and others.
Impulse bag sealers
A pulse bag sealer (Fig. 2) or, as it is called, pulsating, is more common equipment than constant one. It is used to solder heat-sealable materials, aluminum and paper film-laminated multilayer structures, and polymer bags. This mode simplifies the welding of thin films. Such equipment does not require a highly qualified operator to operate it. The power of the heating element can be controlled over a wide range, thereby regulating the rate of polymerization of the seam and the depth of penetration. The process is performed at any position in space. The technology is very simple, and the efficiency is equally high. The seams are made flat or cut.
In order to apply the necessary information simultaneously with stitching the edges, a built-in thermal sensor is placed on the jaws of the mechanism. The letters and numbers on it are replaceable. The control unit for such a sealer is based on a modern element base. Connection process parameters are quickly and easily configured. As you work, you can adjust the duration, as well as the minimum and maximum value of the electrical pulses. Thanks to this, the connection is of higher quality, and the likelihood of burning through the material is reduced. The seam turns out to be quite strong because, during the application of an impulse, the material melts, with mutual penetration, and in its absence, it polymerizes.
If used correctly, the pulse control unit can last for several years without problems. One of the most important advantages of the device is the wide range of adjustments in thickness and type of material being joined.
Impulse sealers are available in all types - mobile, tabletop and floor-mounted, with heating elements located both vertically and horizontally.
Principle of operation
A manual pulse bag sealer operates as follows. The timer on the end part is set to the position corresponding to the melting temperature of the film and its thickness. The material is laid on the work surface. Then the upper lever with the jaws moves down, pressing the film. The electricity turns on and the light bulb lights up. The working surface of the plank is heated, the polyethylene sheets are welded together. This usually takes up to 5 seconds. Then the power is turned off and the indicator goes off. The upper arm rises.
Sealers with constant heating
Pressing jaws with constant heating are used in those devices that are designed for high sealing speed and, as a result, high productivity (Fig. 3). As a rule, this unit is combined with a thermal knife. As a result, along with welding of the edges, one package is immediately separated from the other.
In addition, constant heating is often used for continuous longitudinal sealing with roller (rotary, conveyor) models. They work without pause, forming a sleeve by high-speed welding of the film.
Typically, in such devices, in order to obtain uniform welding and higher speed, double-sided heating is used. This means that on each side of the material there is one pressing sponge, heated to the required temperature, using a heating element built into it. To set this parameter, the design provides control units. The width of the jaws depends on the model of the filling and packaging unit, which is selected depending on the tasks.
The sponges of devices with constant heating can have different surfaces: smooth, mesh, wavy (euro-seam), corrugated. The company logo may be embossed on them. In addition, as in the case of pulse devices, they often have a built-in thermodator with replaceable numbers and letters. It can be one- or two-line, the latter is made to order.
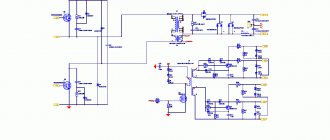
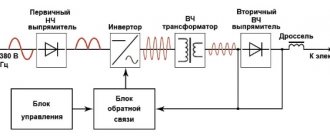
After repeated studies of the functioning of RF inverters connected to the AC network were carried out, developers of constant heating devices created power modules. With their help, significant power was supplied to the heating elements. The use of special controllers made the operation of these modules more stable - from the lower to the upper limit, over the entire load range. It also provided protection against overheating and overloads. With their help, the module was turned on and off.
The power module, working in tandem with the controller, is a compact control unit for both film welding and cutting. The addition of software that sends guidance signals makes it possible to create automated complexes based on these blocks.
Roller (conveyor)
The roller bag sealer belongs to the category of devices with constant heating. Used for gluing seams without length restrictions. Can work with PE, LDPE, HDPE, PP, PVC, aluminum, paper, laminated thick multilayer films. The design has a movable belt blade, a speed, height and heating temperature regulator, a Teflon welding surface and a guide with rollers. Most models have a dator (engraving, ink roller, thermal transfer printing).
The conveyor speed is synchronized with the sealing rollers. As a result, the seam is tight and neat. Floor roller structures are usually made of a vertical type, while tabletop ones are made of a horizontal type.
Vacuum
The vacuum bag sealer (Fig. 5) pumps out the air from it before sewing a bag of products. As a result, the shelf life of products is significantly extended due to the fact that the growth and reproduction of bacteria is inhibited, the formation of CO2 and the oxidation of fats are prevented. Sometimes neutral gas is pumped into the bag - in this case, the shelf life of the contents is longest.
The product works with rolled cling film or plastic bags - sleeve, smooth and corrugated. It can be tabletop or floor-mounted, with manual or automatic cutting. Air extraction modes: wet, dry, for berries.
Advantages of the unit: efficient, convenient, reliable, economical. Tabletop options with manual control are used in small and medium-sized enterprises, or at home. Automated floor models are industrial bag sealers, larger and more expensive. They are used where significant volumes of products need to be processed.
Operating principle of sealers
Tabletop bag sealer. The film sleeve is cut manually to the required length. One end of it is placed on a Teflon heating strip. The lid is closed and the “soldering” button is pressed. The edges of the package are joined. The lid opens and the product is placed in a bag sealed on three sides. The remaining unstitched edge is placed on the thermal strip and the lid is closed. The “vacuum” button is pressed. The machine sucks the air out of the bag and seals the last side. It is possible to work with special plastic containers, which are supplied with the equipment in one set. There is a hole in the lid into which a tube is inserted to remove air.
The floor packer has a special table. Teflon thermal strips are made on one or both sides. Packages are placed on them, the edges of which must be joined. The operator presses a button, the lid is lowered, air is pumped out and the edges are glued.
Vacuum packaging machines can be single or double chamber. The first are floor and tabletop. The second ones are floor-mounted, with a flip-over lid, and are more productive. While the first chamber, closed with a lid, is being vacuumed and then sealed, the operator can remove the finished bags from the second and place the next ones. There is special-purpose equipment: for large packages, tubeless, automatic conveyor machines, installations for sealing trays (Fig. 6).
Mini
A very convenient thing for use, primarily in domestic conditions, is a mini bag sealer (Fig. 7). It is a portable device, weighing between 50 g and 100 g, about 10 cm long, similar to a stapler. The case is plastic, runs on two AA batteries, power consumption is about 3 watts. The power button is located under the lever. To connect the edges of the bag, just place its open part on the thermal contact, press it on top with a lever and move it across the entire width of the bag (Fig. 8). While pressing, the lever will press the button and the power will turn on. The device is convenient for housewives and store managers. Some models have a built-in magnet for storage “in a visible place,” for example, on the side of the refrigerator.
Ticks
The pliers type bag stapler (Fig. 9) is designed for packing bags “in weight”. It is a mechanism with two handles, like pliers, connected to two Teflon sealing strips. The control unit can be in a separate box or located between the handles and bars. Operates from a 220V network, which is connected to it using a cord with a plug. Seam length – up to 600 mm. Can sew bags with folds or from thick films up to 200 microns.
DIY film soldering
Polyethylene pipelines are installed in two ways: using fittings and flanges or several types of welding.
The connection requires special fittings (couplings and sockets) and without them. For pipes with a wall thickness less than 4.5 (diameters 50-110 mm), welding using fittings is used; for larger pipes with a thicker wall, butt welding and extruder welding are acceptable.
Diffusion
The diffusion method involves heating the ends to a viscous flow state. The prepared ends of the workpieces are joined and slightly compressed. Movable polymer molecules, under the influence of pressure, move into the parts being connected, mix, freeze in a new position when cooled, form new chemical bonds and ensure reliable adhesion of the pipes to each other.
Bell method
Not the most typical way. There are two options for implementation: using socket pipes and couplings. The method itself is reminiscent of welding polypropylene pipelines: the socket or coupling and the workpiece are heated using a soldering iron with a special nozzle.
Then the workpiece is inserted into the socket of another pipe or coupling, fixed, pressed and held. Welding time – 20 seconds. If couplings are used, then the second pipe is soldered into the coupling in the same way. The cost of couplings is low; products with a socket are rarely found in stores.
The connection is reliable and durable; small diameters can be welded.
Butt welding
Before carrying out work, cut off the polyethylene pipe strictly perpendicularly and thoroughly clean the ends. Then fix the pipe in the welding machine and carefully center it.
Cool the joint, then remove the machine. The work has its own subtleties; it requires two people.
Extruder welding
Extrusion - welding using a small apparatus from which molten polyethylene is extruded under pressure. Raw materials in the form of rods or granules are loaded into the extruder.
Extrusion is used on pressure communications with a wall thickness of more than 6 mm, but it can also be used to patch non-pressure sewer pipelines with a thinner wall. The connection point is heated by a stream of hot air.
It is advisable to chamfer the ends.
Advantages of purchasing a welding machine for PVC film from SIGN SERVICE
Purchasing a unit for welding sheets requires quite a significant investment, so it is important to buy a reliable and durable device. Our models are characterized by an optimal price-quality ratio; they are worth every ruble spent. The devices consist of two key components: industrial Swiss hair dryers and a wheelbase. The high level of performance of the equipment is confirmed by a long warranty.
Welding a banner or any other product with such devices will no longer be a problem, all work is carried out promptly, and our specialists are ready, if necessary, to advise each client on any issues that arise.
Tools and devices
Soldering with an iron
This is a fairly simple way to connect parts of fabrics, because household irons are found in almost every home.
To connect polyethylene in this way, you need to place a wooden block on the table. The edges of the joined canvases are located on this unique stand.
They should protrude from the edges of the block by twenty millimeters. The top of the polyethylene is covered with a sheet of refractory material (cellophane, fluoroplastic film).
The formation of the seam can be accelerated by subsequent cooling. To do this, after exposure to high temperatures, the joint is treated with a wet rag.
When passing over the joint, the iron tilts five degrees. You need to move it slowly along the joint. Once is not enough to form a strong seam; the procedure must be repeated about four to five times.
Also, to work with the iron, special soldering nozzles are used, which are fixed on top of the device. They have a flat, ribbed base.
Soldering with a soldering iron
To weld two sheets of film, a home soldering iron with a power of 40-60 W is used. However, this device requires some improvement to perform such a job.
To work with polyethylene material, the end of the tip is removed from the soldering iron. After this, a cut is created into which a plate of aluminum or copper is inserted. The plate is secured with a rivet, processed and rounded with a file.
The impact on the joint of the canvases is made at an angle of forty-five degrees. The soldering iron is pressed against the surface, and then slowly moves along the joint. The movement should be uniform, without jerks or stops.
The wheel is a disk with a diameter of eight to ten millimeters. The disc material can be aluminum or copper.
You can make it yourself. The metal wheel is placed in the cut, in which it is secured with an axle. The method of joining with a wheel is based on heating it and then rolling it along the joint.
Special equipment
Forethought is required when selecting equipment
It is important to consider the complexity of the work. To cope with large volumes of films, industrial equipment is used
Special devices are used to join polyethylene. Their prices vary. It is worth noting the budget model PP-40.
It allows you to get an even and durable seam on any contour: straight or complex. PP-40 is shaped like a soldering iron, but has a different tip.
They also use special attachments for electric irons. They are made from sheet metal, such as aluminum. The base of the nozzles is made flat and ribbed. This surface firmly fixes the film joint during welding.
The edges of the film are secured with ribs. Then move the strip along the area to be welded. This creates a double seam.
Large jobs require the use of more serious tools. To create a large-area film joint, you will need special welding equipment.
Such equipment is equipped with settings for the level of pressure, temperature, and the speed of movement of the heated element along the surface of the polyethylene. In household options for forming film seams, there are no such functions.
In addition to setting regulators, soldering machines are equipped with roller mechanisms. These are setting and tension elements that stabilize the speed of advance of the film sheets being welded.
This improves the quality of polyethylene soldering and increases the strength of the connection.
There are devices that use different heating methods: air and contact. Air heating is produced by exposing the material to hot air. Contact involves a heating element in contact with the material.
Selecting a machine for welding polyethylene
When choosing a device, you need to pay attention to several of its parameters. To produce large quantities of packaging for goods, you will need an industrial machine. If you need a small batch of products, a tabletop or manual version will do just fine. For thicker material, a more expensive machine is needed, otherwise the seam will not be of high quality.
Scheme of welding polyethylene film using an electric iron: 1 – table (stand); 2 – rack; 3, 4 – film panels; 5 – lining; 6 – iron.
Our industry produces special devices for welding polyethylene. The most inexpensive of them is the PP-40 electrical device. It is very similar to the soldering iron we all know. Only its tip looks a little different. It looks a bit like a running skate. With this device you can carry out high-quality welding along any straight or complex contour.
There are machines for welding seams with lengths from 500 to 1000 mm. This equipment is used for welding packages filled with products and piece goods. There is industrial equipment for welding seams with lengths from 1100 to 2500 mm. Some of their characteristics:
Welding machine S-500:
- productivity – up to 400 seams per hour;
- seam length – 500-1000 mm;
- thickness of the welded material – up to 800 microns;
- heat supply is one-sided;
- power – from 0.4 kW;
- heating time – 0.1-10 seconds;
- network – 220V, 50 Hz;
- dimensions – 900x630 mm;
- weight – 40 kg.
Welding machine S1100:
- number of welds – 400 per hour;
- seam length – 1100-2500 mm;
- material thickness – up to 800 microns;
- power – from 0.63 kW;
- heating time – 0.1-10 seconds;
- network – 220V, 50 Hz;
- dimensions – 1500-530 mm;
- weight – 60 kg.
All welding machines are distinguished by their simplicity of design, reliable operation, and high weld strength.
Using an iron as a welding heater
The next popular method is to melt the film and create a joint using an iron. The advantage of this method is that large areas of the film can be welded in this way, while creating the desired seam width. Since any iron has a thermal relay and the ability to regulate the temperature, choosing the required thermal mode for polyethylene of various thicknesses is not difficult.
The welding process is best carried out on a smooth wooden surface. Pieces (sheets) of film are overlapped, the width of which is selected individually, then the top layer is covered with paper or a fluoroplastic sheet, after which it is pressed and the iron is drawn along the welding line. The clamping force, speed and temperature are selected experimentally.
The nozzle is made of brass, copper or aluminum.
Manual welding
When manually welding, before you start joining materials, you need to weld scraps of PVC film, having practiced on them. Having adjusted the temperature and pressure, you can begin working with the base material.
If possible, all seams should be made in a horizontal plane, then the clamping force can be precisely adjusted. The nozzle used should be 20 mm and the rollers 20 and 40 mm.
To obtain a high-quality seam, it is necessary to preheat the area of the PVC film being welded, lightly pressing it with a roller. The welding itself is carried out as follows.
The hair dryer moves along the connection line. The nozzle and, accordingly, the roller are at an angle of 45 ° to the edge of the film, while overheating the lower layer of material must be avoided.
If welding of a wide seam is required, it is done using the pre-welding method. First, a seam is formed in depth, at a distance of 2 cm from the edge of the PVC film.
Then the final formation of the seam is carried out. At the last stage, you need to ensure that the upper edge of the nozzle extends 3 mm beyond the border of the film.
The roller is moved parallel to the nozzle exit, making sure that the distance between them is 10-15 mm.