ГОСТы
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковой на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Необходимость применения условных обозначений
Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.
Вспомогательные знаки для обозначения сварных швов
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Типы сварных соединений
Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Детали можно создать самостоятельно или скачать по ссылке в конце статьи.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .
Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.
Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.
Теперь в папке с документами на сборку появился новый документ — спецификация, содержащая сведения о компонентах сборки.
Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Создаем разрез.
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку
Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.
Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.
Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж.
Аргонодуговая сварка нержавеющих сталей
Настоящая инструкция распространяется на ручную и автоматическую сварку в среде аргона нержавеющих сталей аустенитного класса.
В соответствии с требованиями инструкции разрешается производить сварку деталей из нержавеющих сталей типа Х18Н9Т с деталями из малоуглеродистой стали и никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
К выполнению сварных работ допускать дипломированных сварщиков, имеющих право на производство работ по сварке нержавеющих сталей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажной тканью, смоченной бензином.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку или травление сварочной проволоки согласно соответствующей ТИ.
Производить механическую зачистку свариваемых деталей с двух сторон до металлического блеска на ширину 15-20 мм с помощью стальной щетки или шабера.
Примечание — На подготовленных к сварке кромках деталей не допускаются заусеницы, трещины, расслоения.
Протереть после механической зачистки кромки деталей хлопчатобумажной тканью, смоченной бензином.
Производить химическое травление деталей из нержавеющих сталей согласно соответствующей ТИ.
Производить отжиг тонколистовых деталей в вакуумной печи при температуре 900-950 °С в течение 20-30 мин. Рабочий вакуум 5×10-4 мм рт.ст.
Использовать подготовленные согласно данной инструкции детали и сварочную проволоку для сварки не позднее 72 ч.
Сварка
Выбор цанги, сопла и вольфрамового электрода горелки осуществлять исходя из соотношений, указанных в таблице 1.
Таблица 1
| Диаметр вольфрамового электрода, мм | 1,5-2 | 2,5-3 | 3,5-4 | 4,5-6 |
| Диаметр выходного отверстия сопла, мм | 5-7 | 7-9 | 9-12 | 12-14 |
| Расход аргона, л/мин | 2-3 | 4-5 | 6-8 | 10-18 |
Примечание — Использование рекомендуемых соотношений позволяет обеспечивать хорошую защиту зоны сварного шва от воздействия окружающей среды.
Протереть цангу, сопло и вольфрамовый электрод горелки х/б тканью, смоченной спиртом. Протирку производить каждый раз перед началом смены.
Установить многослойную сетку с отверстием под вольфрамовый электрод между цангой и соплом горелки.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Перед началом смены проводить операции.
Проверить внешний вид сварочной установки, убедиться в отсутствии посторонних предметов и наличия заземления установки.
Подать на установку напряжение питания от силового распределительного щита.
Открыть вентиль баллона с аргоном. С помощью редуктора установить расход газа по ротаметру согласно таблице 2.
Производить сварку на постоянном токе прямой полярности.
Произвести сборку деталей или сборочных единиц под сварку с использованием кондуктора и сделать прихватки свариваемых кромок в диаметрально противоположных точках режимом согласно таблице 2.
Снять кондуктор с узла после прихватки и установить его в приспособление для сварки.
Сварку производить рекомендуемым режимом согласно таблице 2.
Примечание — Если сварной шов узла замкнутый, произвести перекрытие его по длине на 10-20 % от периметра шва.
По окончании сварки извлечь сваренный узел из приспособления.
Осмотреть узел с помощью лупы на отсутствие дефектов сварного шва. Швы должны иметь гладкую или мелкочешуйчатую поверхность без видимых дефектов: непроваров, подрезов, пор, трещин, незаплавленных кратеров.
Примечание — Окисление основной зоны (цвета побежалости) браковочным признаком не являются.
По окончании рабочей смены выключить установку и закрыть вентиль редуктора баллона.
Зачистку сварного шва с целью установления окалины, выплесков и наплывов металла производить по маршрутной карте на изготовление узла.
Марки стальной сварочной проволоки (присадочного материала) в зависимости от марок стали свариваемых деталей указаны в таблице 3.
Таблица 2 — Ориентировочные режимы сварки нержавеющих сталей Толщина, мм Режим сварки Расход аргона л/мин Сварочный ток, А Напряже-ние на дуге, В Скорость сварки, м/час Диаметр вольфра-мового электрода, мм Диаметр присадочной проволоки, мм В зону дуги для защиты шва На поддув
| Автоматическая сварка, вольфрамовым электродом без присадки | |||||||
| 0,8 | 60-100 | 9-10 | 30-50 | 2,0 | — | 6-8 | 1-2 |
| 1,0 | 70-100 | 9-10 | 25-40 | 2,0 | — | 6-8 | 1-2 |
| 1,5 | 100-160 | 10-12 | 20-35 | 3,0 | — | 9-10 | 2-3 |
| 2,0 | 160-180 | 12-13 | 20-30 | 3,0 | — | 10-12 | 2-3 |
| 2,5 | 180-200 | 12-15 | 20-30 | 3,0 | — | 10-12 | 3-4 |
| 3,0 | 200-220 | 12-15 | 20-30 | 4,0 | — | 12-14 | 3-4 |
| Автоматическая сварка, вольфрамовым электродом с применением присадки | |||||||
| 1,0 | 70-120 | 9-10 | 20-25 | 2,0 | 0,5-0,8 | 6-8 | 1-2 |
| 1,2 | 70-120 | 9-10 | 20-25 | 2,0 | 0,8-1,2 | 6-8 | 1-2 |
| 1,5 | 120-150 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,0 | 170-200 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,5 | 180-210 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| 3,0 | 200-240 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| Ручная сварка вольфрамовым электродом | |||||||
| 1,0 | 45-65 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 1,5 | 45-70 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 2,0 | 70-90 | — | — | 2,0 | 2,0 | 8-10 | 2-3 |
| 2,5 | 80-100 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 3,0 | 100-130 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
Таблица 3 — Выбор марки сварочной проволоки в зависимости от марки свариваемой стали Марка стали свариваемых деталей Марка стальной сварочной проволоки ГОСТ 2246-70
| 12Х18Н9 | Св-04Х19Н9 |
| 12Х18Н9Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-07Х19Н10Б |
Контроль качества сварки
Выполнять сплошной контроль качества сварных швов после окончания сварки с помощью лупы в соответствии с чертежом.
Произвести осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектом сварных швов согласно требованиям таблицы 4.
Подваривать дефектные участки сварных швов допускается не более двух раз.
Браковать окончательно сварные узлы, имеющие в сварных швах дефекты, размеры которых более допустимых к исправлению.
Таблица 4 — Разбраковка дефектов швов по результатам визуального осмотра Наименование дефектов Количество и размеры дефектов на 100 мм шва Допускается оставлять без исправления Допускается к исправлению
| Смещение кромок свариваемых деталей | Величиной до 0,1δ по всей длине шва | Величиной более 0,1δ по всей длине шва |
| Непровары | Не допускаются | Любой протяженности |
| Трещины | Не допускаются | Общей длиной до 15 мм |
| Прожог | Не допускается | Не более 1 |
| Подрезы | Глубиной до 0,1δ | Глубиной более 0,1δ |
| Раковины | Глубиной до 0,2δ | Глубиной более 0,2δ |
| Диаметром до 0,5δ – не более 2-х штук | Диаметром до 0,5δ – не более 5-ти штук | |
| Поры и вольфрамовые включения | Диаметром до 0,4δ – не более 3-х штук | Диаметром более 0,4δ – до 0,1δ не более 6-ти штук |
| Скопления мелких пор и вольфрамовых включений | Суммарной площадью до 5 мм2 | Суммарной площадью до 15 мм2 |
| Проплавы не представляющие пористого провисания и не мешающие дальнейшей сборке | 100 % |
Примечание — При измерении дефектов сварных швов необходимо пользоваться инструментом: штангенциркулем, щупом, специальными шаблонами или др.
Материалы
- Вольфрам лантанированный в виде прутков с содержанием лантана (1,3-1,8) % ТУ 48-19-27-88.
- Аргон газообразный, сорт высший ГОСТ 10157-79.
- Проволока стальная сварочная ГОСТ 2246-70.
- Ткань х/б бязевой группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Бензин «Галоша» ТУ 38-401-67-108-92.
- Спирт этиловый технический ГОСТ 17299-78.
- Аргон высокий чистоты типа «ВЧ» ТУ 6-21-12-94 (для деталей из нержавеющей стали толщиной 0,15-0,8 мм).
Оборудование, приспособления и инструмент
- Источник питания типа ПС-300, ПС- 300М, ПСО-500, ВКСМ-1000, УДГ-3010 УЖЛУ или УДГ-101 для сварки в среде защитных газов с комплектом сварочных горелок, цанг и сопел.
- Реостат типа РБ-200 или РБ-300.
- Редуктор баллонный ТУ 26-05-90-87.
- Ротаметр типа РМ-11 или РМ-1 ГОСТ 13045-81.
- Манометр ДМ 60-0,2 МПа-4 ГОСТ 2405-88.
- Набор резиновых трубок технических ГОСТ 5496-78 (для подачи защитных газов и воды в горелку).
- Шлем-маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ТУ 38.11.0208-86.
- Очки герметичные защитные ГОСТ 12.4.001-80.
- Щетки стальные из нержавеющей проволоки диаметра (0,2-0,3) мм ГОСТ 18143-72.
- Сборочно-сварочные приспособления.
- Лупа ЛП-1-5 ГОСТ 25706-83.
- Штангенциркули ГОСТ 166-89.
- Линейка металлическая ГОСТ 427-75.
- Устройство для ламинарного истечения газа для горелки.
weldworld.ru
Чертежи: требования ГОСТ
Сварка, обозначение на чертеже ГОСТ, где есть одинаковые составные элементы одной детали, которые были сварены швами одинакового типа, могут быть обозначены в качестве линий-выносок. Обозначение швов может быть только у какой-то одной части детали, наиболее оптимальным вариантом является изображение, рядом с которым находится линия – выноска.
Некоторые сварочные швы могут на чертеже не отмечаться линиями – выносками, а указываться в качестве сварочных пояснений в технических требованиях и записках к чертежу. Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе , размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Ко всем швам или группе швов на чертеже приводится одинаковый ряд требований, который должен располагаться либо в таблице, либо в техническом описании.
Сварка (обозначение на чертеже ГОСТ) должна полностью соответствовать всем установленным требованиям. Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Источники
- https://intehstroy-spb.ru/spravochnik/oboznachenie-svarnyh-shvov.html
- https://protect.gost.ru/document.aspx?control=7&id=161216
- https://BurForum.ru/svarka/oboznachenie-svarki-na-chertezhah-po-gost.html
- https://rosstandart.msk.ru/gost/001.025.160.040/gost-14771-76/
- https://metall4all.ru/gost/gost-14771-76/
- https://ecat.simbexpert.ru/Index2/1/4294850/4294850476.htm
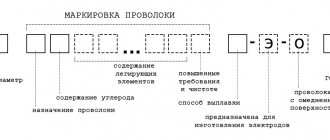
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
Какими электродами варить сталь 12х18н10т.
В наше время практически всем людям доступны почты все марки и виды электродов. Электроды делятся по разным классам по своим характеристикам, например их можно поделить на электроды для сварки высоколегированных и низколегированных сталей. Также электроды делятся на классы по материалу покрытия: основное, кислотное и обычное. Список классов, на которые делятся электроды очень большой, поэтому нет смысла его полностью перечислять. Одним из видов электродов являются электроды для сварки стали 12х18н10т, то есть они предназначены для сварки хромоникелевых сталей. Этот вид стали используется в тех случаях, когда изделие должно быть максимально устойчивым от коррозии и не поддаваться другим факторам окружающей среды. Также к изделиям, которые сварены электродами для сварки стали 12х18н10т предъявляются повышенные требования устойчивости от межкристаллической коррозии.
Во всем мире очень ценятся изделия из нержавеющей стали, поэтому популярность электродов для сварки стали 12х18н10т продолжает расти с каждым днем. Однако многих людей эти электроды привлекают еще и своим прекрасным сочетанием цены и качества. Поистине, такое сочетание встречается крайне редко, поэтому это как раз и является одним из самых главных преимуществ именно этих электродов.
А теперь давайте поговорим о самом процессе сваривания электродами для сварки хромоникелевых сталей. Сварка этими электродами производится во всех пространственных положениях при использовании постоянного тока обратной полярности. Также этим электродам сродни еще и такие качества, например стабильное горение дуги, низкое разбрызгивание металла, отличное формирование шва и легкая отделяемость шлака от поверхности изделия.
Непосредственно перед самим началом сваривания Вам необходимо прокалить электроды для сварки стали 12х18н10т в специальной печи для прокалки электродов при температуре от 300 до 350 градусов по Цельсию в течение одного часа. После полного остывания электроды готовы к использованию. Швы, сваренные этими электродами, могут поддаваться воздействию температуры до 350 градусов. Сварка электродами для сварки хромированной стали может, производится, как и ручная, так и дуговая в инертном газе.
Также для сварки этими электродами применяются еще и такие виды сварки, как плазменная сварка, импульсно-дуговая сварка, точечная и роликовая сварка, сварка в среде активных газов, сварка под флюсом, а также возможна и сварка сопротивления. Во время сваривания образуется пористый оксидный слой, который содержит в своем составе хром. Это приводит к снижению к устойчивости от коррозии, поэтому если Вам необходима высокая устойчивость к коррозии, то Вам нужно поддать материал последующей обработке для того чтобы изделие осталось таким же еще через несколько десятков лет.
Вот уже долгое время многие хозяиновитые люди продолжают сваривать для своего дома изделия из хромированной стали. Они без проблем заказывают их через пункт меню «Контакты» и остаются довольными.
- Расшифровка электродов
- Электроды по Маркам
Электроды Уони 13 45 Электроды АНЖР Электроды ProfHelper