1.Сварочная проволока
Сварочной проволокой называют материал, применяемый при сварке металлов плавлением. Основной технический стандарт, по которому производится сварочная проволока это ГОСТ 2246-70. Данная проволока используется в тех случаях, когда необходимо соединить какие-либо детали с высокой точностью и надежностью. Только при правильном выборе сварочной проволоки можно получить пластичный, крепкий, прямолинейный и устойчивый к коррозии сварочный шов. Сварочная проволока выпускается нескольких видов, отличающихся по структуре стержня и составу легирующих компонентов. По физической форме проволока производится и используется в виде мотков (катушек) или прутков.
Стальную сварочную проволоку изготовляют 77 марок, в т.ч.: 6 марок — из низкоуглеродистой стали (Св-08. Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2); 30 марок — из легированной стали (Св-08ГС, Св-12ГС, Св-08Г2С, Св-ЮГН, Св-ІОНМА, Св-18ХМА, Св-15ГСТЮЦА, Св-20ГСТЮА и др.; про¬волоку последних двух марок применяют для дуговой сварки без дополнительной защиты); 41 марку — из высоколегированной стали (Св-06Х19Н9Т, Св-07Х19Н10Б, Св-07Х25Н13, Св-13Х25Н18, св-08Х19Н10Г2Б, Св-10Х20Н15, Св-01Х23Н28МЗДЗТ и др.). Стальную сварочную проволоку изготовляют следующих диаметров, мм: 0,3; 0,5; 0,8; 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10; 12. Поставляют проволоку свернутой в мотки массой 1,5…40 кг и внутренним диаметром 150…750 мм
Общие требования к сварочной проволоке:
- должна расплавляться спокойно и равномерно;
- температура плавления должна быть меньше или равна температуре плавления основного металла;
- должна быть очищенной от ржавчины и грязи;
- должна по химическому составу соответствовать химическому составу свариваемого металла.
2 . Классификация сварочной проволоки
При осуществлении классификации сварочной проволоки учитываются следующие ее параметры:
- назначение;
- вид поверхности;
- структура;
- химический состав.
Рассмотрим подробнее содержание перечисленных выше параметров.
2.1. Назначение Проволока может быть общего назначения или специального. Последний вид проволоки используют для особых видов сварки: подводной, арматуры, ванн. Благодаря особенному химическому составу такой проволоки упрощается выполнение вышеперечисленных работ и обеспечивается их высокое качество.
2.2. Вид поверхности В зависимости от вида поверхности проволоки, она бывает неомедненная и омедненная (в последнем случае в обозначении марки такого типа проволоки будет присутствовать буква «О»). Омедненную проволоку применяют при сваривании деталей, для изготовления которых была использована углеродистая или низколегированная сталь. Такая проволока позволяет создавать стойкий к коррозии шов и способствует получению устойчивого горения дуги, что крайне важно при выполнении газосварочных работ.
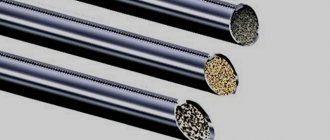
2.3. Структура С учетом типа структуры, сварочная проволока подразделяется на сплошную, порошковую и активированную проволоки.
2.4. Химический состав Этот параметр проволоки имеет огромное значение для осуществления качественной сварки. Выбор проволоки, содержащей медь, позволяет вести, например, газовую сварку с минимальным разбрызгиванием металла и понижать расходование наконечников. Таким образом, выбирая проволоку разного химического состава, можно обеспечивать качественную сварку изделий из конкретных видов стали.
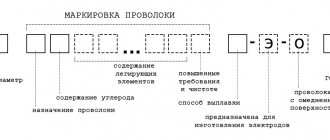
Обозначение сварочной проволоки
Марки стали, используемые для ее изготовления, стандартизованы (ГОСТ 2246-70). В настоящее время выпускаются перечисленные ниже следующие их разновидности.
- 6 марок сварочной проволоки, имеющих пониженное содержание углерода.
- 30 марок, в которых используется легированная сталь.
- И 41 марка сварочной проволоки, для изготовления которой выбирается высоколегированная сталь.
В обозначении сварочной проволоки закодирована буквами и цифрами информация о том, какие именно химические элементы и сколько (в процентном соотношении) их входит в состав данной конкретной марки.
Например, если в сварочной проволоке есть:
- молибден, то в ее маркировке будет присутствовать русская буква «М»;
- ниобий — «Б»;
- никель — «Н»;
- вольфрам — «В»;
- цирконий — «Ц».
Соответственно для обозначения присутствия азота, меди, кремния, титана, ванадия, хрома и алюминия используют следующие русские буквы: А, Д, С, Т, Ф, Х, Ю.
Перед обозначением марки проволоки обязательно наличие цифры, указывающей диаметр проволоки, и через дефис — букв «Св», подчеркивающих, что это именно сварочная проволока. Далее с помощью цифр показывается количество углерода в процентах (вернее, это их сотые доли, то есть, например, «08» нужно понимать как «0,08 %»). Последующие буквенно-цифровые комбинации указывают, сколько в процентах присутствует в проволоке перечисленных раннее химических элементов, причем если содержание какого-либо из них не превышает 1 %, то цифра после буквенного обозначения этого элемента не ставится.
Также иногда в конце обозначения марки могут встречаться буквы «А» или «АА». При этом наличие одной буквы «А» говорит о том, что фосфор и сера содержатся в проволоке в уменьшенном количестве, а присутствие в конце обозначения двух букв «А», является признаком того, что данная сварочная проволока максимально очищена от серы и фосфора.
Условное обозначение проволоки рассмотрим на примере.
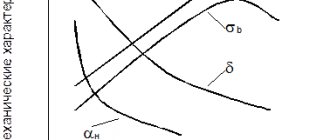
2Св-08А, где: 2 — диаметр проволоки 2 мм; Св — сварочная проволока; 08 — 0,08% — содержание углерода; А — повышенное качество металла. В марке могут присутствовать две буквы АА (Св-08АА), что говорит о том, это материал проволоки особо качественный. Под качеством понимается пониженное содержание в стали вредных примесей — серы и фосфора. Повышенное содержание углерода в проволоке приводит к снижению пластичности металла. В марке проволоки могут присутствовать легирующие элементы (Св-12ГС; Св-15ГСТЮЦА): Г — 1% марганца; С — 1% кремния. Если после буквы, обозначающей легирующий элемент, не стоит цифра, то содержание этого элемента в стали до 1%. Цифра показывает содержание элемента в целых долях процента. Проволока различается по диаметру. Диаметр проволоки — от 1 до 12 мм. Проволока диаметром от 1,6 до 6 мм применяется для ручной дуговой сварки (металлический стержень электрода). Проволока диаметром более 6 мм называется прутами и применяется для сварки чугуна и цветных металлов, наплавочных работ. Проволока диаметром от 2 до 5 мм — для автоматической сварки. Диаметр проволоки для газовой сварки выбирается в зависимости от толщины металла и способа сварки. Для сварки правым способом диаметр присадочной проволоки равен d=S/2. Для сварки левым способом диаметр присадочной проволоки равен d=S/2+1.
Проволока ГОСТ 2246 для сварки. Проволока СВ08А
ГОСТ 2246-70 определяет характеристики проволоки для сварки различных марок. Кроме того, она может использоваться для наплавки и для производства электродов.
Проволоку ГОСТ 2246-70 для сварки делят в зависимости от марки стали на:
- проволоку низкоуглеродистую сварочную — марок СВ08, СВ08А, СВ08ГА
- проволоку легированную сварочную — марок СВ08ГС, СВ12ГС, СВ08Г2С, СВ10ГН, СВ08ГСМТ, СВ15ГСТЮЦА (ЭП-439), СВ20ГСТЮА, СВ18ХГС и других
- проволоку высоколегированную сварочную — марок СВ12Х13, СВ12Х11НМФ, СВ10Х11НВМФ, СВ13Х25Т, СВ01Х19Н9, СВ20Х13, СВ06Х14, СВ08Х14ГНТ, СВ10Х17Т и других.
По виду покрытия производится: черная и омедненная сварочная проволока.
Некоторые марки сварочной проволоки, например, проволока СВ08А и СВ08, применяется также для изготовления сварочных электродов разных марок — УОНИ 13/55, МР-3, УОНИ 13/45, АНО-21 и т.д.
Химсостав приведен в таблице:
Элемент, % Марка стали низкоуглеродистая легированная Св08 Св08А Св08ГА Св08ГС Св08Г2С Св08ХМ С не более Мn Si не более РS Сr не болееNi не болееAl не болееСu не более
| 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| 0,01 | 0,01 | — | — | — | — |
| 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Проволока ГОСТ 2246-70, в зависимости от диаметра и используемой марки стали может поставляться в мотках по 80-100 кг., в больших бухтах по 800-1000 кг., а также на специальных пластиковых катушках или металлических каркасах.
Сварочная проволока обычно упаковывается в ткань или влагостойкую бумагу. Проволока для производства электродов СВ08А и СВ08 в бухтах поставляется без упаковки.
profmetiz.ru
Наплавочная проволока
Наплавкой называют технологический процесс нанесения посредством сварки плавлением слоя металла на поверхность изделия. Ее используют для восстановления исходных размеров деталей и для придания поверхностным слоям детали особых свойств, требуемых для ее успешной эксплуатации.
При наплавке посредством сварки плавлением образуется ванна жидкого металла, в состав которого входит часть расплавленного металла изделия и наплавляемый электродный металл. Таким образом, металл электрода оказывается разбавленным металлом изделия. При восстановлении изношенных деталей, если не требуется повышение их износостойкости или других свойств, применяют электроды и присадочную проволоку состава, обеспечивающего получение наплавленного металла, аналогичного или близкого к составу металла изделия. Если же по эксплуатационным требованиям необходимо увеличить износостойкость, жаростойкость и другие свойства, применяют разнообразные легированные электроды и проволоку, которые с учетом частичного разбавления наплавляемого металла обеспечивают образование поверхностного слоя нужного качества. Кроме повышенного легирования используют технологические приемы снижения доли основного металла в наплавке, в частности уменьшают энергию сварки (наплавка на малых токах), увеличивают поперечные колебания электрода и др.
Основным исходным сырьем для дуговой наплавки металла на изношенные детали является стальная наплавочная проволока. Выпускают 19 ма¬рок наплавочной проволоки, в том числе: 8 марок — из углеро¬дистой стали Нп-25, Нп-30, Нп-35, Нп-40, Нп-45, Ып-50, Нп-65, Нп-80); 8 марок—из легированной стали (Нп-40Г, Нп-50Г, Нп-65Г, Нп-ЗОГСА, Нп-30Х5, Нп-40Х2Г2М, Нп-5ХНМ, Нп-50ХФА); 3 марки — из высоколегированной стали (Нп-30Х13, Нп-40Х13, Нп-ПЗА).
Стальную наплавочную проволоку выпускают следующих диаметров, мм: 0,3; 0,5, 0,8; 1; 1,2; 1,4; 1,6; 1,8; 2; 2,5; 3; 4; 5, 6; 6,5; 8. Твердость и назначение наплавочной проволоки указаны в таблице ниже.
Твердость и назначение наплавочной проволоки
| Марка проволоки | Ориентировочная твердость наплавленного металла | Наплавляемые изделия |
| Нп-25 | НВ 160…220 | Оси, шпиндели, валы |
| Нп-30 | ||
| Нп-35 | ||
| Нп-40 | НВ 170…230 | |
| Нп-45 | ||
| Нп-50 | НВ 180…240 | Натяжные колеса, скаты тележек, опорные |
| Нп-65 | НВ 220…300 | Опорные ролики, оси |
| Нп-80 | НВ 260…340 | Коленчатые валы, кре¬стовины карданных валов |
| Нп-40Г | НВ 180…240 | Оси, шпиндели, ролики, валы |
| Нп-50Г | НВ 200…270 | Натяжные колеса, опорные ролики гусеничных машин |
| Нп-65Г | НВ 230…310 | Колеса кранов, оси опорных роликов |
| Нп-ЗОХГСА | НВ 220…300 | Обжимные прокатные валки, колеса кранов |
| Н л-30X5 | HRC3 37.. 42 | Прокатные валки сорто¬прокатных станов |
| НП-40ХЗГ2МФ | HRC3 38…44 | Детали, подвергающиеся ударам и абразивному из HOCV |
| Нп-40Х2Г2М | HRC3 54…56 (после закалки) | Детали машин, работающие с динамическими на грузками (коленчатые валы, поворотные кулак: оси опорных катков) |
| Нп-55ХНМ 60 | HRC3 40…50 | Ковочные и вырубные штампы, валки ковочные машин |
| НП-50ХФА | HRC3 43…50 | Шлицевые валы, колен¬чатые валы двигателей внутреннего сгорания |
| НП-30Х13 | HRC3 38…45 | Плунжеры гидропрессов, шейки коленчатых валов, штампы |
| НП-40Х13 | HRC, 45…52 | Опорные ролики тракто¬ров и экскаваторов, детали конвейеров |
| Нп-ГІЗА | НВ 220…280 | Железнодорожные кре¬стовины, щеки дробилок, зубья ковшей |
Другие виды сварочных проволок
Для сварки большинства цветных металлов и их сплавов используются сварочные проволоки различного диаметра, изготовленные из алюминия, меди и латуни.
На алюминиевую проволоку и проволоку из алюминиевых сплавов имеется отечественный ГОСТ 7871-75, в котором оговорены ее размеры (от 0,8 до 12,5 мм) и хим. состав. На проволоку из меди и сплавов на медной основе действует ГОСТ 16130-72. Медная проволока выпускается Ø от 0,8 до 8 мм.
Диаметры сварочной проволоки, производимые по ГОСТ в нашей стране, отличаются от зарубежных аналогов. А так как сварочные автоматы и полуавтоматы в большинстве своем зарубежного производства, то возникает необходимость знать аналоги проволоки, выпускаемой за рубежом. Например, аналогом самой применяемой марки Св08Г2С является проволока омедненная ER-70S-6, изготовленная известным производителем компанией FARINA из Китая. Поставляется с рядной намоткой на катушках. Зарубежная проволока имеет маркировку по стандартам AWS.
Сварочная проволока может поставляться:
- в бухтах (Ø 830 ÷ 850 мм, высотой 700 ÷ 1000 мм, весом до 1,3 т);
- мотках (Ø 220 ÷ 730 мм, толщиной 60 ÷ 180 мм, весом 15 ÷ 120 кг) ;
- на кассетах и катушках весом 5, 15 и 18 кг.
Бухты, мотки, кассеты и катушки могут поставляться без упаковки и быть упакованными в полиэтилен или специальные коробки. Если проволока поставляется неупакованной, то перед ее применением она должна подлежать сушке при температуре не менее 200 0С в течение получаса