Проволока стальная — длинномерная металлическая нить, имеющая круглое, квадратное, шестиугольное или трапециевидное сечение. Материалом для изготовления проволоки служит алюминий, цинк, сталь, медь и сплавы этих металлов, бывает также биметаллической, полиметаллической. Разнятся эти изделия, в том числе, по диаметру. Он может быть равен двум миллиметрам, но может доходить до нескольких сантиметров. Проволока незаменима для изготовления пружин и сверл, электродов и метизов, проводов и приборов, а также различных механизмов.
Один из методов изготовления проволоки – волочение. То есть заготовки протягивают сквозь отверстия, уменьшающиеся последовательно.
Проволока бывает термически обработанной и необработанной, то есть различается по способу обработки. Термически обработанную также именуют вязальной. Вязальная проволока служит полуфабрикатом для тросов, проводов, канатов и пружин. Она используется, в том числе, для изготовления гвоздей и увязки частей ограждения.
Поверхность проволоки может быть оформлена полимерным покрытием, быть оцинкованной, либо не иметь никакого покрытия. Оцинкованные образцы пропускают через массу расплавленного цинка. С помощью этой меры проволока становится более крепкой, надежной и служит гораздо дольше. При маркировке низкоуглеродистая проволока без покрытия обозначается буквами «КС». Она выполняет функцию токопроводящей жилы в различных кабелях, является частью узлов механизмов.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Предъявляемые требования
На поверхности не должно быть никаких дефектов. Единственное, что допускается – это риски от волочения проволоки при ее изготовлении. При этом количество рисок ограничивается 5% от общей поверхности.
Сварочная омедненная проволока Fubag. Фото 220Вольт
Жесткие требования предъявляются к намотке. Рядность и плотность намотки в катушках является важным условием равномерной ее подачи при выполнении сварочных работ.
Поверхностная плотность цинкового покрытия
В соответствии с установленными стандартами такой параметр, как поверхностная плотность цинкового покрытия измеряется в г/м2. Этот показатель зависит от диаметра изделия и его класса. Например, при толщине изделия от 0,2 мм до 0,32 мм первого класса плотность покрытия составляет 10 г/м2. При диаметре 6 мм плотность уже составляет 85 г/м2. Для изделий второго класса цинковое покрытие начинается с диаметра 0,63 мм. Для этого образца плотность составляет 405 г/м2. Более подробные допустимые нормы поверхностной плотности приведены в соответствующих таблицах.
Тонкости производства проволоки
Для начала промывают спиртом (бензин, бензол), вытираю насухо стальную проволоку. Подготовленную проволоку опускают в сернокислый (вода+ сухая кристаллическая медь) раствор и выжидают строго одну минуту.
Следующий этап, это осмотр на пригодность, если покрытие при протирании ветошью остается невредимым, то проволоку можно использовать по назначению.
Так же существуют отклонения при сечении проволоки, допускается свои нормы овальности:
- 0,02 (при сечении 0,16- 0,25 мм)
- 0,03 (при сечении 0,28 -0,36 мм.)
- 0,04 (при сечении 0,37-1мм.)
- 0,05 (с сечением от 1,1 – 1,6 мм.)
- 0,06 (при сечении 1,8- 2,5 мм.)
- 0,1 (при сечения больше 2,5 мм.)
ЧТО ВЫБРАТЬ ДЛЯ НОВИЧКОВ
Хотя во многих случаях твердость ювелирной проволоки является личным предпочтением и варьируется от проекта к проекту, если вы только учитесь, самым универсальным вариантом будет вариант средней жесткости.
Этот вариант позволит вам пробовать различные техники и воплотить ваши идеи в любой ситуации, т.к. вы всегда можете упрочнить проволоку или использовать другой размер, чтобы достичь нужной жесткости. Чем тоньше проволока, тем мягче она воспринимается в работе.
Позже вы сможете выбрать более удобный для вас вариант, исследовать возможности каждой проволоки, но на первых этапах лучше вложите средства в разные размеры проволоки.
Нашу проволоку можно купить по ссылке.
Сферы применения стальной проволоки
Применение рассматриваемой стальной проволоки распространено на многие отрасли: промышленность, строительство, сельское хозяйство. В частности её применяют:
- для изготовления широко ассортимента метизной продукции (гвоздей, саморезов, крепёжных скоб)
- изготовления различной формы ограждений;
- стальных проводов для системы электропередач, связных коммуникаций;
- осуществления связки проводов и крепления их к изоляторам;
- в полиграфии для сшивания готовой продукции;
- производство стальных сеток различного назначения;
- в виноделии для изготовления стальных мюзле;
- на стройках и домостроительных комбинатах для армирования железобетонных конструкций;
- проволочной стальной фибры, позволяющей устранять трещины в бетонных конструкциях.
Критерии выбора
Качество стальной проволоки предопределяется технологией производства и металлом, из которого она выпущена. Незначительные вариации состава кардинально влияют на эксплуатационные характеристики изделия. В процессе выбора продукции следует обратить внимание на следующие критерии:
- диаметр (чем он больше, тем прочнее проволока);
- тип покрытия – наличие защитного состава продлит срок службы изделия;
- относительное удлинение при растяжении – показывает устойчивость состава на разрыв;
- электрическая сопротивляемость – отображает способность материала проводить ток.
Отдельного внимания заслуживает число перегибов. Критерий показывает, сколько сгибаний выдержит стальная проволока в одном месте прежде, чем сломается (разорвется). Например, у пружинного вида это число обычно варьируется в пределах 4-6, а у вязальных аналогов достигает 10-16. При высокой жесткости материала количество перегибов уменьшается, следовательно, он является менее гибким.
ООО «Стилтехснаб» реализует на выгодных условиях широкий ассортимент стальной проволоки. В процессе производства используется только высококачественное сырье, современное оборудование и передовые технологии. Это позволяет получить долговечные практичные изделия, полностью соответствующие заявленным характеристикам. Мы дорожим безупречной репутацией, поэтому всегда учитываем конструктивные требования клиентов и предоставляем высокий уровень сервиса.
Этапы производственного процесса
Производство стальной проволоки ведется методом волочения металла на специальном устройстве и следующим за этим процессом обжига либо без такового. Шаги производственного процесса:
- Травление (снятие окалины). Поверхность проволоки обезжиривается, шлифуется и полируется;
- Обработка высокими температурами, в результате которого изделие становится более мягким;
- Расплющивание и выравнивание специальным молотом;
- Волочение на специальном устройстве, представляющее собой вытягивание на максимальных скоростях.;
- Обжигание.
Различаются две разновидности обжига:
- Светлый с использованием инертного газа, в результате которого исключаются окисление изделия и окалина;
- Черный, при котором на поверхности проволоки присутствует окалина.
Виды покрытий
В зависимости об обработки поверхности, стальная проволока может быть:
- С полировкой;
- С травлением;
- Со шлифовкой;
- С вытяжкой.
Проволока, которая подвергалась обжигу и оцинковке, очень востребована. Сферы ее применения многообразны. Из обработанной обжигом и цинкованием проволоки изготавливают Рабицу. Она идет на производство опор, применяемых в виноградарстве. Еще одна сфера ее применения — линии связи. Необожжённая проволока тоже достаточно востребована. Прежде всего, из нее изготавливают гвозди.
Преимущества и недостатки
Стальная проволока имеет ряд плюсов и минусов. К списку основных достоинств продукции относятся:
- гибкость;
- легкость использования;
- широкая сфера применения;
- высокая степень прочности;
- идеально подходит для аргонной сварки.
Из минусов отметим подверженность коррозии, что устраняется путем нанесения защитных материалов и метода закаливания. Стальная проволока отлично проводит электрический ток и быстро нагревается. В ряде случаев эти свойства можно расценить как недостаток продукции.
Классификация по форме сечения
Наиболее распространена круглая проволочная продукция. Удобная форма отвечает запросам промышленного производства, приборостроения и других областей, но для решения многих технических задач она не подходит, поэтому предусмотрена следующая классификация:
- Многоугольные (квадратная, прямоугольная, шестигранная) — для пружинных шайб, крепежей;
- Трехгранная и клиновидная — для фильтроэлементов и плетения тросов;
- Овальная — для крепежных скобок, ТВЭЛов атомных реакторов;
- Зетобразная, иксобразная, трапециевидная — для несущих канатов;
- Периодического и специального профиля — для армирования;
- Сегментная с установленным размером хорды.
Стальная нить применяется для бронирования электрических кабелей, особенно при подводной и подземной прокладке, армирования резиновых и полимерных изделий, намоток нагревательных элементов и ламп накаливания. Для шплинтовых креплений может использоваться полукруглый вид.
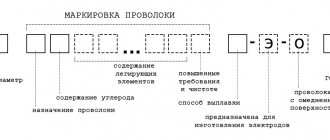
Классификация и маркировки
В основу классификации стальных проволок положено несколько критериев (форма сечения, химический состав, метод конечной обработки и т. д.). Приведем распространенные варианты разделения продукции. Например, по фактору формы сечения выделяют следующие виды изделий:
- многоугольные – с несколькими гранями (обычно от 4 до 6);
- периодического или специального профиля;
- 3-гранные или клиновидные;
- Z-образные;
- X-образные;
- овальные.
По химическому составу стали классифицируют на низкоуглеродистые, легированные и высоколегированные аналоги. Наиболее распространена первая разновидность материала. Низкоуглеродистые стали (Св-08, Св10-ГА, Св10-Г2) изготавливаются в различных диаметрах и формах, широко используются в строительно-монтажной сфере. Легированные стали (Св-08ГС, Св-12 ГС, Св-08ХГСМФАА), помимо железа и углерода, содержат дополнительные элементы для придания им эксплуатационных свойств. То же самое можно сказать о высоколегированной продукции (Св12Х13, Св-08Н50). В нее добавляют хром, марганец, никель, титан, вольфрам и другие металлы.
Виды проволоки по способу конечной обработки
Пластическая деформация создает напряжения в структуре металла. Для устранения их негативного воздействия, улучшения соотношения пластичности и твердости, производят термическую обработку.
- Отжиг — может быть полным с рекристаллизацией и растворением избыточных фаз, или неполным для частичного снятия усталостных напряжений, приведения в равновесное состояние всех компонентов сплава.
- Отпуск — проводится для марок, закаливаемых в мартенсит, в зависимости от терморежима устраняется хрупкость инструментальных, пружинных и конструкционных классов;
- Закаливание и отпуск — быстрый нагрев до точки полиморфного распада, при котором растворяются фазы, пребывающие в структуре в низкотемпературных состояниях. Металл приобретает твердость, но становится хрупким, для стабилизации производят дополнительный нагрев и “отпускают” избыточную жесткость.
- Патентирование — нагрев до 870-950⁰ с последующим охлаждением в расплаве солей или свинца до 450-500⁰, затем выдержка в воде или на воздухе, пока температура не снизится до комнатной.
- Стабилизация — отпуск под напряжением повышает упругость и сопротивляемость усталости, процедура предназначена для пружин.
- Термомеханическая обработка (ТМО) — одновременное действие температур и давления измельчает зерно, удлиненное после волочения, кроме этого у границ кристаллов легирующие элементы формируют дислокации, металл становится одновременно прочным и пластичным. Охлаждение производят быстро, поэтому сталь одновременно закаливается.
Термообработку проводят в походной печи сразу после чистовой прокатки или волочения. Благодаря низкой металлоемкости проволока нагревается и остывает практически мгновенно, поэтому термические воздействия дают чистый эффект, который сложнее получить у толстостенного проката.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Теги
Сталистая проволока чтоСтальная проволока создаетсяГОСТ проволока можетвиды проволоки вязальной проволоки стальнуюколючей проволоки.вязальную проволоку по Стальная проволокапроволоки стальную заготовкуПолучается стальная нить Станки и Сталистая проволокаПо ГОСТ проволокав ГОСТ 1050и ГОСТ 14959.по ГОСТ изготавливаютнизкоуглеродистую ГОСТ 3282сортаменте. ГОСТ 2333по ГОСТ 2333Согласно ГОСТ 2333регламентируется ГОСТ 18143.
гостсвоеоцинкованнойтрубарматурыстатьяиспользуетсякачествелистамоткезащитнымсеткихарактеристикисвойствачемкругапроизводитсяметаллопрокатповышеннойразличныххолодногоматериалыимеетчитайтешвеллервязальнаяспособацинксамогоканатнаястанкидалееалюминийтолькопрофнастил