Home > Electrician's Tips > How to solder correctly with a soldering iron with acid
Most often, for soldering printed circuit boards in radio engineering products and household appliances, they prefer to use ordinary pine resin rosin, but it can be replaced with other components. When molten, it promotes the spreading of tin solder along the copper traces of the board. This allows you to reliably solder the legs of radio components and the ends of connecting wires. Rosin allows you to effectively solder copper, tin and silver products. In order to solder galvanized and stainless iron, radiators, buckets, pans, various alloys, brass and other metals, you can use acid solutions.
Bottle with acid solution for soldering metals
Purpose
To prepare parts for applying solder, it is necessary to clean them of particles of foreign materials - dust, sand, water. In addition, it is necessary to remove the oxide film from the surface, which is present on almost all metals.
And if the first condition is easy to cope with mechanically, using a file, needle file, or sandpaper, then the second condition is difficult to fulfill without the use of chemical compounds - an oxide film very quickly appears on the surface of the metal.
Substances that remove film and prevent the formation of a new one are called fluxes, and the most effective of them is soldering acid. It is an active flux, that is, during soldering it chemically affects the composition of the metal surface.
Professionals never question why soldering acid is needed; they know very well that very often it is impossible to complete the assigned tasks without it.
Soldering acid is used for the following metals:
- copper and its alloys;
- nickel;
- iron;
- structural steel;
- alloys of non-ferrous metals.
If copper or brass parts are successfully soldered with borax, then it is often possible to solder aluminum or steel workpieces to each other only using soldering acid. Upon completion of work, the active flux must be washed off with water containing a small amount of alkali.
You can buy acid in stores, or make it yourself using chemical reagents. Although purchasing raw materials can be more expensive than ready-to-use flux.
Soldering stranded wires
Stranded conductors quickly heat up from a soldering iron and are easily tinned. To solder wires you will need a stripper (wire stripping pliers), a soldering iron, liquid rosin and solder.
We prepare both wires.
Apply liquid rosin to the joint. Liquid rosin penetrates inside the wires and thereby improves the quality of soldering. And rosin is cheaper than any other flux. Expensive and high-quality fluxes are not required for such soldering. Especially when you need to solder hundreds of wires.
Soldering temperature up to 300 °C. At this temperature, the soldering iron will not damage the insulation on the wire.
We apply solder to the soldering iron and go over the soldering area with several even movements. Soldering time is no more than 3 seconds. During this time, the rosin has time to evaporate. And without rosin, the solder will begin to gather in piles and will be difficult to solder.
If there are lumps of solder or cracks on the contact, repeat the procedure again. Wait until the contact cools down, otherwise you may damage the brush from the liquid rosin.
Another way
An alternative is to tinning the contacts before soldering them. This method reduces the speed of work, but it allows you to achieve high quality soldering.
We twist the two wires into a single core separately from each other and tin them with solder. Next, we lean them against each other, apply rosin and solder them.
The quality of the contact is higher, but more solder is wasted.
Insulation and shrinkage
Wires must be insulated, be it headphones or a power supply. Heat shrinks are suitable for this purpose. They come in different sizes, colors and materials.
We cut off the heat shrink with a margin.
We close the contact.
If you have a soldering station, you can get by with 100 °C. If not, you can use fire from a lighter or match.
We heat the heat shrink from one end, smoothly moving to the other.
The heat shrink is glued to the wire.
If there is no heat shrink, you can use electrical tape. And blue electrical tape adds psychologically +10% to contact strength.
What does it consist of?
In general, soldering acid is called zinc chloride, but the composition of the substances used in practice is somewhat different. Most often, soldering is done using preparations based on hydrochloric or phosphoric acid with the addition of solvents.
Concentrated hydrochloric acid is not applicable because it corrodes the metal. For electronic circuits, acidic substances are not used, soldering using rosin or choosing another inactive flux.
One of the universal types of liquid flux can be considered soldering acid FCA, produced by chemical industry enterprises.
This drug contains:
- zinc chlorides;
- ammonia (ammonium chloride);
- hydrochloric acid;
- water purified from impurities.
At home, soldering acid is made by dissolving zinc in hydrochloric acid. To obtain satisfactory results, you need to know how to solder metals and alloys with soldering acid, and also strictly follow safety rules when working.
General rules of application
For soldering, tin-lead solder (PLS) is usually used. Its main component is always tin, and lead is added in proportions, depending on which the solder acquires the properties necessary for soldering.
Lead makes the material softer and more fluid, while tin provides strength to the hardened joint.
Despite the presence of lead, the fluidity is often not enough to overcome the surface tension forces in a drop of solder, and with little adhesion to the metal surface, the solder remains in the form of a drop that does not want to stick to the parts.
If the surfaces are first cleaned of oxides, the adhesion force will exceed the forces of surface tension and the solder will spread over the surface, ensuring good adhesion, that is, sticking.
To clean the surface, it is mechanically cleaned using a file or sandpaper and soldering acid is applied. It can be applied with a small brush made of natural materials or with a small spatula.
Often the composition is contained in plastic bottles with dispensers that are convenient to use. The flux must cover the entire surface to be soldered, otherwise the solder will not stick well to it.
During contact of the heated solder with the surface, the soldering acid evaporates, but its presence is no longer required. After the solder is applied, it itself performs a protective function, preventing oxidation. This process is called tinning.
Both soldered workpieces are subject to tinning. After tinning, you can easily connect them by applying additional solder to the joint.
Of course, when soldering with a soldering iron, the tool must also be clean and the tip, made of copper, must not contain oxide films. To do this, the tip must also be tinned first by dipping it while heated in soldering acid and applying solder to it.
Where to start soldering
Well, almost everyone who learns to solder starts with this. You will need to make a cube. It is necessary to cut 12 absolutely identical pieces of copper wire and remove insulation. If rosin is used, then you need to break the fragments from the total mass and put them on a separate lid.
It is best to use POS-61 or POS-50 solder, where the number reflects the percentage of tin content. The temperature should be set to around 240-260 degrees on the soldering station so that the solder does not roll off the tip, but remains on it in the form of a small drop. In the case of a regular soldering iron, just wait for it to heat up until the tip turns red and try to melt a little of the tin alloy.
Soldering without a soldering iron
Sometimes when soldering using soldering acid, you can do without a soldering iron. One of these methods is used, for example, when soldering twisted wires during electrical installation work on electrical wiring.
In this case, flux is applied to the twist with a brush, and for a better effect, the twist is dipped in a small container with acid. After this, the twist is immersed in a container with molten solder and held for about 1 minute so that the wires warm up well and the solder penetrates to all points of their surface. This soldering provides excellent electrical conductivity when connecting wires.
After soldering, it is necessary to remove the remaining soldering acid from the joint in order to avoid metal corrosion and destruction of the joint in the future.
It must be remembered that when installing printed circuit boards of electronic circuits, when soldering electronic components of radio devices, it is not recommended to use soldering acid, since very thin conductive traces of the boards can be damaged. When applying flux, soldering acid can dissolve them.
Safety regulations
In the production of soldering acid, hydrochloric and phosphoric acids are used. They are very active (although phosphorus is weaker) and easily react with many chemicals. When such substances come into contact with the skin, they cause a chemical burn.
Read also: Which miter saw to choose for installing doors
Even when diluted, their vapors can damage the mucous membrane of the sensory organs.
Taking into account the above facts, safety rules when handling soldering acid include secure storage of the drug, the use of protective clothing and gloves, and good ventilation of the work area.
[Acid for soldering is necessary] if the use of rosin does not allow the necessary elements to be properly soldered together.
The use of soldering acid for soldering helps remove the oxide film layer from the surfaces being soldered and makes it possible to properly prepare them for joining.
As a rule, rosin is used to prepare copper parts for soldering with your own hands. But soldering acid is used for tinning not only copper, but also its alloys - bronze and brass.
And also for stainless steel, precious and ferrous metals, aluminum and nickel, even for soldering cast iron.
How to solder with a soldering iron with acid? Features of work
Some craftsmen are confident that using acid is much simpler and more reliable than soldering with rosin. However, the use of such a substance can lead to corrosion of the installation.
The use of soldering acid plays a big role when there is a need to remove the oxide film from surfaces, which leads to a better and more durable connection.
This material is suitable for processing connections of cast iron parts, as well as all kinds of precious and ferrous metals.
The main instruction on how to properly solder with such flux is compliance with safety precautions. The type of acid chosen must clearly correspond to the material you will be joining.
It is also worth taking care of the safety of surrounding objects - a drop of flux can corrode some objects, as it is an aggressive chemical.
This flux can be made with your own hands or purchased in a store. For beginners, the second option is preferable, since the composition will not only be uniquely effective, but also, of course, suitable for your parts. In this case, you can always turn to a consultant for help and clarify the correct choice.
The need to use acid fluxes
Any soldering acid - hydrochloric or phosphoric acid - is designed to create an ideal environment for the interaction of solder with elements.
Their use makes it possible to remove contaminants and oxides from the working area, prevent the resumption of the oxidation process and reduce the tension of the solder, in order for it to spread more freely.
As a result, reliable soldering of parts is ensured.
Depending on the type of metal, the flux for soldering is selected. It is worth noting here that soldering acid is not used when assembling boards.
Acid belongs to the category of aggressive media and contributes to the destruction of components standing in its path.
In addition, it is an ideal electrical conductor and has the property of creating additional conductive channels.
Therefore, you should not even count on neutralizing the acidic environment after soldering.
DIY hydrochloric acid flux
Often, to process the parts being soldered, a flux is purchased, which is commercially available and is simply called soldering acid.
The manufacturer supplements the product with instructions on the conditions of its use, which makes it easy to navigate its purpose.
Usually this is tinning and soldering of stainless steel, silver, copper, aluminum and various alloys.
In the production of flux, hydrochloric acid is used, in which zinc is dissolved, resulting in a base - a zinc chloride compound. It is quite easy to make such a composition at home with your own hands.
To prepare the composition you need to take:
- 1 liter of HCL (concentrated hydrochloric acid);
- 412 g Zn (zinc).
Next you will need a container made of glass, ceramic or porcelain. First, zinc is placed in the dishes, then hydrochloric acid is poured.
It is very important to prepare the composition with care; fill ¾ of the container with acid.
Zinc and hydrochloric acid can be bought in special chemical stores, but if you have old AA batteries at home, Zn can be easily obtained from them.
After the reaction of dissolving zinc in hydrochloric acid occurs, the evolution of hydrogen will stop.
That is, bubbles will no longer form in the liquid, it will become transparent. The prepared soldering acid composition is carefully poured into a tightly sealed glass container.
Precautionary measures: when making flux, it is recommended to be near running water; if the composition suddenly gets on the skin or, even worse, in the eyes, it is necessary to rinse them with plenty of water.
By the way, hydrochloric acid in its pure form can be used as a flux, provided that iron parts are processed.
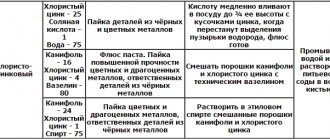
To quickly learn how to solder you need nothing more than SOLDERING and INTEREST. Before soldering, the surface of the parts to be joined is cleaned with a file, sandpaper, degreased with gasoline or other organic solvent and coated with flux using a brush. Then the heated soldering iron is immersed in ammonia or rosin powder; If a slight smoke appears, it means the soldering iron is ready for use. Soldering irons can be quite primitive, requiring heating in a flame, or electric, and for spot soldering - with adjustable heating power.
Ammonia or rosin cleans the soldering iron tip from metal oxides. The cleaned soldering iron is dipped into the solder and kept there until the molten solder “tins” the soldering iron tip, completely covering it with a shiny film. Then they grab a little solder with the soldering iron tip, transfer it to the soldering site and level it over the surface - they “tin” the solder site. Then, in the same way, the bulk of the solder required for a strong connection or coating of the metal is transferred to the junction. When the solder has cooled, wipe the soldering area with a damp rag and clean it with sandpaper or a file.
Why do you need flux? The flux removes remaining oxide films and grease and protects the soldered surfaces from oxidation. Flux is most often prepared by dissolving 30 g of zinc chloride and 10 g of ammonium chloride in 60 ml of water. Often used is "soldering fluid" or "soldering acid", which is obtained by reacting zinc metal with concentrated hydrochloric acid. To do this, the acid is poured into a glass or porcelain container, placed away from open fire (the hydrogen released is flammable) and zinc is added in portions. The reaction of chemical dissolution of zinc in acid begins, resulting in the formation of zinc chloride and the release of hydrogen. When the evolution of hydrogen slows down, the vessel is placed in warm water. At the end of the reaction, the liquid is drained from the remaining undissolved zinc and ammonia is added to it (for every 3 g of metallic zinc taken - 2 g of ammonium chloride). You can evaporate this liquid to dryness and dissolve 1 g of dry salt mixture in 2-3 ml of water before soldering.
Zinc chloride-based flux is not suitable for soldering thin copper wires In this case, use a solution of rosin in ethyl alcohol or pine resin. If there is no flux at hand at all, then when soldering copper or brass parts, a solution of 1 aspirin tablet in 10-20 ml of water can replace it.
What is solder? This alloy is used to join soldered metals. Solders are made in the form of sticks, strips, leaves, and sometimes in powder form. In everyday life, soft and low-melting solders .
Soft solder “tertiary” is an alloy of 65% tin and 35% lead, with which you can solder almost all metals and alloys, except aluminum and aluminum itself. The tertiary melts at about 181 oC. To prepare such solder yourself, first melt lead in an iron cup, and then add pieces of tin to the resulting melt. When it melts, the alloy is thoroughly mixed and poured into a mold to harden. Good soft solders are alloys of tin, lead and antimony, which melt at 220-280 oC.
Low-melting solders have a more complex composition and melt at a lower temperature. Thus, solder consisting of 50% bismuth, 25% lead, 12.5% cadmium and 12.5% tin becomes liquid at 65 oC. The melting point of low-melting solder, which contains 44.7% bismuth, 22.6% lead, 19.1% zinc, 8.3% tin and 5.3% cadmium, is even lower (47 oC).
If necessary, “soldering” of metal parts can be done without a soldering iron, using mixtures of chemicals that release “solder” when heated. Examples of such substances are tinol mixture and solder pastes.
To prepare tinol , pour 32 ml of concentrated hydrochloric acid into an enamel bowl or mug and add 12 ml of water, and then throw in 8.1 g of zinc. After the zinc is completely dissolved in the acid, 7.8 g of tin is added; The release of hydrogen bubbles begins again. When it stops, the liquid is evaporated in a water bath to a creamy state. The cooled mass is transferred to a porcelain mortar, 7.5 g of ammonia, 9.4 g of rosin, previously ground into powder, 29.6 g of zinc dust, 14.8 g of tin powder, 7.4 g of lead powder and 10 ml of anhydrous glycerin are added. ; the mixture is thoroughly ground. The resulting pulp (tinol) is stored in a jar with a plastic lid.
How to solder using tinol? The junction is cleaned, and then smeared with tinol and then heated with the flame of a candle, alcohol lamp, or even a splinter until the melt shines through the crust formed on the surface of the paste. When the joint has cooled, it is sanded with sandpaper to remove the crust. Tinol soldering turns out to be very durable, since the paste contains zinc. To solder radio components, take a special tinol, which is prepared from 7.4 g of rosin powder, 38 g of zinc dust, 14.8 g of tin powder, 7.4 g of lead powder and 14 ml of anhydrous glycerin. The mixture is thoroughly ground in a mortar.
Solder pastes are especially convenient for soldering in hard-to-reach places. They, like tinol, are applied to the site of the future junction and heated. Here are two recipes for such pastes: # tin sawdust or tertiary solder is mixed with a few drops of anhydrous glycerin to obtain a liquid slurry; # dissolve 10 g of rosin in 10 ml of diethyl ether ( Caution! Ether is flammable! ) and mix with 20 g of tin dust.
Gerstein's amalgam. To obtain this preparation for cold soldering, dissolve copper sulfate in warm water and add zinc filings. As a result of the reaction of copper sulfate with zinc, copper metal powder is deposited at the bottom of the vessel. The liquid is drained, the powder is washed with water and dried. 20-35 g of the resulting copper powder is poured into a porcelain mortar, 5 ml of mercury is added and thoroughly ground. Store Gerstein amalgam in a tightly closed bottle.
To solder two metals, apply amalgam to the cleaned soldering surfaces and squeeze them tightly for several hours. After this period, a solid and durable “junction” of metals is formed. The preparation and use of Gerstein amalgam is carried out only in the open air or where there is an exhaust hood: metallic mercury is extremely volatile, and its vapors are poisonous .
Soldering aluminum. Under normal conditions, aluminum is difficult to solder, since an oxide film immediately forms on its surface after cleaning. Therefore, after cleaning, the site of the future weld on aluminum or its alloys is immediately filled with pre-molten rosin. # Soldering is carried out with a powerful (at least 100 W) soldering iron, using solder consisting of 80% tin and 20% zinc or 95% tin and 5% bismuth, and a flux made of paraffin or stearin. Solder is picked up on a soldering iron and transferred to the rosin-protected junction surface. Aluminum tinned in this way is relatively easy to solder: copper wires, for example, can be soldered to its tinned surface. # Another method is also used: the surface of the aluminum is cleaned, lubricated with a solution of rosin in diethyl ether and sprinkled with copper filings, and after that the soldering area is tinned with ordinary tin solder. # The third method of soldering aluminum is electrochemical. The junction is cleaned and 3-4 drops of a concentrated solution of copper sulfate are applied to it. Then the aluminum part is connected to the negative pole of a flashlight battery, and a piece of bare copper wire is connected to the positive pole, which is inserted into a drop of vitriol solution so that the end of the wire does not touch the surface of the aluminum. After a few minutes, a layer of copper will settle at the soldering site, to which you can solder everything that is required in the usual way.
All questions in the Forum.
Phosphoric acid for flux production
The second common type of soldering acid is phosphoric acid - H3PO4. It also ideally removes oxide film from metal surfaces and prevents its renewal.
Reference: H3PO4 (orthophosphoric acid) is a component of many anti-corrosion compounds for metal processing.
To carry out high-quality soldering of elements made of nickel or chromium, such acid is used undiluted. Moreover, the composition prepared using it includes 1/3 of ethanol or ethyl alcohol.
The share of orthophosphoric acid is 32%, and 6% is rosin.
In other acid compositions used for tinning and soldering, the proportion of acid can reach 100%.
Very often, H3PO4 is combined with zinc chloride, and its mass in the finished flux can reach 50%.
The use of phosphoric acid is not limited to soldering nickel alloys; it is used to connect elements made of stainless steel, copper, aluminum and low-alloy steel.
Orthophosphoric acid is a component of the classic active flux "F-38 N", the use of which makes it possible to solder copper alloys and pure copper, various steels and chromium-nickel alloys.
“F-38 N” is an excellent option for carrying out the work process in hard-to-reach places; it has the ability to protect welded elements from corrosion.
The components of “F-38 N” are: diethylamine hydrochloride and 25% phosphoric acid.
Orthophosphorus soldering composition is characterized as fire and explosion-proof. It is recommended to store and use the product with all precautions.
In case of contact with skin, rinse for at least 10 minutes under running water.
Use of tin for soldering
Different materials can be used for soldering metals, but connecting elements with tin is much easier and more convenient.
Tin can be used to connect parts made of stainless steel, aluminum, copper, and its alloys.
Tin is melted at a temperature of 2500; for this purpose, various heating devices can be used:
A soldering iron is a device with a metal working part and a plastic handle, and can have a variety of tips.
Heats up with a gas burner.
Electric soldering iron - the set includes replaceable tips of various sizes and shapes. The structure is assembled from a soldering rod and a heating coil, which can have different heating power.
Gas burner - a portable design is a container with a handle and a nozzle for creating a fire of varying intensity.
How to properly solder tin on stainless steel?
For soldering stainless steel elements, it is recommended to use active soldering acid, for example, zinc chloride or phosphoric acid.
Flux is applied to the surface of the stainless steel right before soldering begins. The tip of the soldering iron is tinned with molten tin and the surface of the stainless steel begins to warm up well.
Read also: What kind of machine is needed for 6 kilowatts
The procedure is repeated until the coating becomes uniform. During the soldering process, you can use rosin, which will make the surface smooth by removing oxide from the solder.
After soldering the stainless steel is completed, the product is washed from acid residues with soapy water. Excess rosin is easily removed in cold water.
It is worth noting here that high-quality soldering will have a uniform and smooth surface.
How to properly solder aluminum with tin?
Before soldering aluminum, the surface is cleaned using emery cloth, then the work area is degreased with an organic solvent.
To solder aluminum you will need a soldering iron with a power of 100 W, as well as solder made of tin - 95% and bismuth - 5%. Stearic acid can be used as a flux.
Since aluminum products are difficult to solder due to the rapid formation of an oxide layer after stripping, it is necessary to fill the surface to be joined with hot rosin.
Then, use a soldering iron tip to take the solder and transfer it to the working part treated with rosin.
After tinning the aluminum in this way, it will become easier to solder the surface; if necessary, even copper wires can be soldered to it.
Every person who has had to work with radio electronics has repeatedly used a soldering iron to solve their problems, so he knows what the operating principle of such equipment is. But due to the unpleasant odor emitted when processing a structure using classic solder, as well as significant difficulties at different stages of operation, this technology is not in great demand and has a number of simpler analogues.
Soldering technology
The simplest soldering technology for beginners consists of several sequential operations.
- Preparing the soldering iron.
- Preparation of surfaces to be soldered.
- Direct soldering.
The first step is to get the soldering iron into working condition. You should conveniently place the tool on the stand, and then plug it into the power supply, paying attention to the location of the wire. Then clean the soldering iron tip, since simply heating it is usually not enough, otherwise the solder will not stick to it, and soldering will be impossible.
To clean the tip, you can use the surface of a pine board or block along which you need to move the soldering iron tip. As a result, it will be cleared of carbon deposits and oxides, and will also be covered with a thin layer of resin.
Once the carbon deposits and oxide film have been removed, the soldering iron tip must be tinned to prevent the formation of a new oxide film. To do this you will need rosin and then solder.
Soldering correctly with a soldering iron with rosin is not difficult; to do this, the heated and cleaned soldering iron tip must be immersed in rosin. Upon contact with hot copper, the rosin will begin to melt, and the tip will be covered with a thin layer. During operation (if the soldering iron is warm enough), the rosin will actively evaporate, filling the air with a pine smell. You should not breathe these fumes, so the room in which soldering occurs must be well ventilated.
The soldering iron tip treated with rosin can already be used for work. If there is solder on the surfaces to be soldered, it is quite possible to get by with it. It is necessary to melt a drop of solder and attach the fallen part. Sometimes this is enough to restore the connection.
In order for soldering to be truly high-quality, it is necessary to tin not only the soldering iron tip, but also the surfaces to be joined. To do this, they are heated and a thin layer of rosin is applied with a soldering iron tip, and after that - solder.
When tinning wires, they are heated and placed on the surface of rosin, which must be tried to melt so that it is distributed over the entire surface of the wire free from insulation. Then a small amount of solder is melted with a tinned tip and applied to the wire, spreading it over the entire surface. The quality of tinning can be judged by the color of the wire. If it turns silver, the operation can be considered successful. The same is done with another wire or terminal. If it is not possible to place the part on the rosin surface, you should use a soldering iron tip.
Purpose of soldering acid
To make the upcoming soldering more productive, many welders use special substances - fluxes, with the help of which the solder spreads evenly over the soldering site. Among the main fluxes, rosin and soldering acid are distinguished. The first option is indispensable when soldering copper and silver, and acid is used in particularly difficult cases. How soldering acid works, the composition and other features of such a substance are the main questions that concern many inexperienced beginners.
If we highlight the main recommendations for successful soldering with acid, they will look like this:
- When choosing a suitable solution, you need to understand the type of metal or alloy. When soldering iron, including galvanized iron, a unique type of soldering acid is used, represented by a solution of zinc chlorate. Soldering of stainless steel is carried out using phosphoric acid for soldering, as well as multi-component fluxes. A material such as aluminum cannot be soldered , which is due to the lack of suitable fluxes capable of dissolving the oxide film of the material. Acid cannot be used for soldering printed circuit boards, as this increases the risk of the formation of corrosive elements and short circuits between conductors.
- If you intend to use soldering acid for your own purposes, you can purchase it in the form of a paste at the appropriate store. Nevertheless, many welders make their own soldering acid, claiming that such an action does not require any special difficulties. You need to take about 100 ml of hydrochloric acid, put pieces of zinc in it, for example, removed from batteries, and wait for the chemical reaction to complete, during which hydrogen will be released. Given this feature, it is better to conduct the event in a ventilated environment away from sources of fire. If the hydrogen bubbles stop rising, let the solution sit until clear, and then carefully pour it into the bottle. That's it, the highly effective soldering acid is ready.
Acidic solutions
It is important to choose the right acid solution. It depends on the type of metal from which the parts are made. This could be an aluminum or copper radiator, a kettle that needs to be soldered, copper, brass or roofing iron:
- Galvanized iron. Places where it is necessary to solder are treated with an acid solution, correctly called (zinc chlorate). This composition can be bought in specialized stores; the easiest way is to prepare it yourself.
To do this, it is enough to throw pieces of zinc into 100 ml of hydrochloric acid, which can be removed from the body of AA batteries. After the chemical reaction is completed, the zinc will dissolve, releasing a large amount of hydrogen.
It is correct to carry out the process in a well-ventilated area, in the absence of open flame.
After the solution has cooled and settled, the upper transparent yellow part is poured into a clean glass container. The sediment is poured into the ground; it is not recommended to drain into sewers with metal pipes. Acid can damage pipes and seals. The remaining part of the solution is ready for processing galvanized iron roofing.
How to solder sheets of roofing iron
- Stainless steel. Before soldering, the surface is cleaned and treated with phosphoric acid, which contains the following elements:
- up to 50% zinc chloride;
- ammonia up to 0.5%;
- dissolves in water with a pH concentration of 2.9%.
Phosphoric acid is used for soldering as a flux and for cleaning metal from rust.
The solution can be transparent, light yellow or colorless; when heated to 213ºC, it is converted into H4P2O7 (pyrophosphoric acid), which degreases the surface of metals. The composition dissolves the oxide film on various metals and alloys:
- stainless steel;
- brass;
- Nickel alloys;
- copper alloys;
- alloys of carbon metals and low-alloy steel.
Instructions for use
- Immediately before soldering, it is necessary to clean the surface with a file or sandpaper, which will avoid all kinds of contamination.
- Acid should be applied to the adhesion site, for which you can use a brush. Next, you need to cover the structure to be soldered with solder based on tin or its alloy. If the substance does not apply evenly, you will have to repeat the acid treatment again.
- In the next step, carefully solder the surfaces. When working with a heated soldering iron, do not forget about safety rules and try not to clutter the work area with materials that ignite very quickly.
- After completing the procedure, the acid should be neutralized using an alkali, for example, a soda solution, and then rinse the adhesion site to get rid of any remaining acid. In rare cases, acetylsalicylic acid plays the role of a flux, although its use requires a more complex approach.
Features of metal soldering
Silver
If you have ever worked with a soldering iron, then you know that soldering is a unique type of permanent connection of metal products using low-melting metal. The technology itself is selected taking into account the type of metals that are to be soldered, as well as the environmental conditions where the action will be performed. For example, processing printed circuit boards from some electronics and repairing silver jewelry are significantly different from each other.
When soldering this way, you should use a soldering iron, solder, and also a flux, which is colophonium.
The step-by-step instructions look like this:
- It is no secret that for soldering elements with a high silver content, solder is used, which contains about 60% tin and 40% lead, which can melt at a temperature of 180 degrees Celsius. Try to prepare solder, which will be indispensable for soldering electronic circuits. This product consists of thin tubes that are filled with resin and act as a flux.
- The surface that will be solderable must first be cleaned of any defects and irregularities that may appear when exposed to the oxide film. In this case, the heated solder can create an effective connection with the silver.
- The part in the soldering zone is heated to such temperatures that natural melting of the solder begins. However, at this stage, some difficulties cannot be avoided, which may be associated with insufficient power reserve of the soldering iron for sufficiently high-quality heating. When soldering silver products, it is important to protect the area from possible exposure to atmospheric oxygen. In this case, colophonium is used, which can create a protective film over the soldering area.
- As for soldering jewelry, it is carried out using high-temperature solders that correspond to the metal standard, or using solders of a lower standard, but containing silver. Soldering jewelry with tin is necessary only in the most extreme cases, and only after prior agreement on all details with the owner of the ring, chain, bracelet or other item. If you do not know how to perform such an action correctly, this can cause damage to an expensive structure.
Read also: Is tungsten magnetic or not?
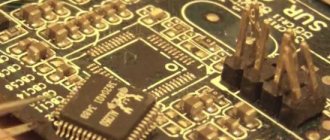
Boards
It's no secret that soldering radio components into boards is a simple process . It is much easier to do than connecting loose wires, since the holes in the boards are intended to fix the soldered parts. However, you need to understand that the final result is directly related to the experience and responsibility of the worker. The first circuit that is assembled on a breadboard cannot be called very successful. But don’t worry - after some time the quality of the connections will increase significantly.
Step-by-step instructions and features of such soldering consist of the following points:
- The main goal of the upcoming work is to effectively connect the chip to the board so that a uniformly good soldering is obtained. The event can be divided into several separate stages.
- First, you need to simultaneously bring the solder and the tip of an already heated tool to the area where the connection is required. It is important to follow the key rule, making sure that the soldering iron tip is in full contact with the pin being processed and the board itself.
- During processing, you cannot change the position of the soldering iron tip until the entire contact area is covered with an even layer of solder. In most cases, this takes from 0.5 to 1 second. This time period ensures sufficient heating of the soldering area.
- At the next stage, you need to circle the tip of the tool near the contact being processed in a semicircle, moving the solder in the opposite direction. In the same way, apply another millimeter of solder to the soldering area. During this period, the selected area will warm up quite well, so the solder melted under the influence of surface tension will be distributed evenly over the contact area.
- After successfully applying the required amount of solder to the selected location, you can move the wire away from the soldered area.
- And at the last stage, you should quickly remove the tip to the side. In a short period of time, the liquid substance, with a small layer of flux, will take its final shape and harden, creating a strong connection.
It is important to understand that if the sting is sufficiently warmed up, the action will not take more than 1 second. Try to hone your skills and follow the recommendations of professionals. This way you can achieve incredible success.
Every man can learn to solder, because this procedure does not require any special skills or secrets. In any case, the ability to solder can be very useful and useful in everyday life, where you need to connect wires and parts of electrical circuits, repair a car radiator, and also install copper pipeline elements.
It's no secret that copper is one of those materials that lends itself very well to soldering. In addition, the surface of products made of this metal can be easily cleaned from oxide film, dirt, unevenness and other defects without the use of expensive chemicals and aggressive agents. Most fusible metals have excellent adhesion to copper and do not require the use of expensive or complex fluxes. Copper practically does not interact with air when heated.
Due to such unique properties , metal can be soldered in a wide variety of environmental conditions, using various types of fluxes and solders.
To solder parts, you should use electric soldering irons or soldering stations with different power. It is known that the greater the mass and volume of the part, the higher the power indicators of the working tool should be. If you've never soldered before, a 25-50W device might be your best bet
How to prepare solder paste
Soldering paste is sold in radio parts stores, but you can prepare it yourself. To 32 ml of hydrochloric acid add 12 ml of ordinary water, then pieces of zinc - 8.1 g. For this, enamel dishes are used.
How to tin a soldering iron: preparation and care of the soldering iron
After the dissolution reaction is completed, tin – 8.7 g is added to the composition. When the second dissolution reaction is completed, the water is evaporated to a paste-like consistency of the solution. The paste is transferred to a porcelain container, where powder is poured, which contains:
- lead – 7.4 g;
- tin – 14.8 g;
- dry ammonia – 7.5 g;
- zinc – 29.6 g;
- rosin – 9.4 g.
This paste is mixed with 10 ml of glycerin, heated and stirred.
How to solder correctly, sequence of actions:
- The parts at the soldering site are cleaned, the wires are twisted;
- the paste is applied with a brush in a thin layer;
- the surface for soldering is heated with a plasma lighter, torch, candle or alcohol tablet, or even with matches or over a fire until the paste melts;
- After melting, the soldering elements are removed from the heat source, and the solder hardens.
The paste is very effective when it is necessary to solder copper wire, small parts made of alloys based on copper, brass, such as radiators, samovars and other products.
Other soldering features
At the learning stage, many beginners have a question: “what is solder and flux.” Solder is a common form of low-melting metal that is required for successful soldering of radio circuits, electronic components, and jewelry. Most often, solder is made from tin, but in its pure form such metal is not cheap, so it is used only for tin-plating and soldering of utensils, which are used for storing and preparing food. If it is necessary to solder wires and electrical circuits, the tin-lead solder option is used.
When performing soldering work, you may need the following tools and accessories:
- stand for soldering device;
- side cutters;
- pliers;
- tweezers;
- stationery knife;
- vice;
- desoldering pump or copper braid.
The soldering process itself includes several steps:
- Cleaning the selected area to a shine.
- Dipping the soldering iron tip into rosin for more effective cleaning.
- Firmly pressing the connected elements together.
- Then it requires applying a soldering iron with a small amount of solder at the end to the junction of such parts.
- Next, you need to run the soldering iron tip along the part or wire, doing this as quickly as possible to avoid burning out the rosin on the tip.
- The soldering area should be thoroughly heated so that the rosin, when melted, covers the entire surface of the part, and the solder fills the gap between the parts.
- Be sure to remove excess solder with a soldering iron or desoldering iron. It also wouldn't hurt to use braid.
If all operations are carried out exactly according to the established rules, the hardness of the solder will become maximum, and its distribution will be uniform.
If during the solder solidification stage the soldered parts move from place, most likely the soldering is not good enough. To avoid such a course of events, it is enough to learn how to avoid making many mistakes.
How to solder correctly?
To solder two wires, you must first tin the soldering iron and wires. The fact is that if you ignore this procedure, the device simply will not solder, so it is highly recommended to do this. By the way, if the user has a soldering station and not a soldering iron, then tinning will not be required.
How to tin a soldering iron?
- To tinning a soldering iron, take a file and apply it flat to the cut of the soldering iron tip. You need to sharpen the tip until it becomes smooth, flat and shiny.
- The heated tip should be immersed in rosin, and then in solder (usually tin). The solder will hardly stick to the tip, so after the procedure described above, you should attach the tip to a board of natural origin. It should be remembered that chipboard is not suitable for such purposes.
- You should repeat these manipulations with the tip (immersion in rosin - tin - application to the board) until it becomes completely silver from the solder, evenly covering it. This is called “tinning” the soldering iron. Tinning a soldering iron is not so difficult, so any user can perform this procedure, even those who have never dealt with soldering before.
How to tin a wire?
First you need to remove the insulation from the wire. It is necessary to remove just enough so that in the future there is enough space for subsequent soldering. The process of removing the insulation should also be monitored in order to subsequently avoid short circuits.
Of course, tinning the wire is much easier. The fact is that under the insulation the wire has pure metal, not oxidized one. The exposed wire should be dipped into the rosin already mentioned above, placing a soldering iron tip (preheated) on top of it. Then you should pull the wire out of the rosin after it begins to melt and smoke. This procedure is necessary so that the molten rosin envelops the wire, namely its contact part. Then you should enrich the soldering iron tip with solder, using the same tin, that is, by touching it, after which you need to bring the tip to the rosin that has stuck to the wire.
It is impossible not to mention the point that if the wire is copper and clean, tinning will occur literally immediately. If tinning does not happen the first time, you need to repeat the procedure, or use a special substance - solder paste, which is a very effective assistant in soldering, given the fact that even iron can be tinned with its help.
How to solder a wire correctly?
The soldering process itself will consist in the fact that you just need to bring one tinned part of one wire with the tinned part of another. Then, a hot soldering iron tip, which should have previously been enriched with solder, should be brought to the place of their contact. The solder should cover the tinned parts of the soldered wires well and tightly. This will be facilitated by rosin, which is beneficially involved in this process.
Once the wires are in the molten solder, you should try to avoid any movement so that the soldering is successful. You can also lightly blow on the area where the melted solder is until it turns from shiny to dark, which will indicate that the solder is hardening.
That's basically it. The user can be proud of the work done, especially if this is his first soldering, and he did everything right, following the tips described above.
By the way, it also seems possible to unsolder the wires. If suddenly the user needs to unsolder two wires, the same procedure should be done, only in reverse. You just need to heat the soldering area with a hot soldering iron tip. You should bring the tip to the junction of the wires and melt the hardened solder. After the solder has melted, it is possible to simply disconnect the previously soldered wires. By the way, we must not forget that during soldering the soldering iron tip should also be in rosin.