For vehicles traveling on Russian roads, hitting a wheel on a pothole is a common thing. Car owners know that every such hit is fraught with damage to the support rim. Driving with damaged wheels is unsafe. Cast and forged wheels are made from two alloys:
- aluminum-silicon contain from 7 to 12% and magnesium;
- AlSiMg alloy is more ductile, has been used since the 80s, and contains from 11 to 15% magnesium.
Pure aluminum is not currently used. To restore the integrity of the metal, welding of disks with argon is usually used. Many service stations do this kind of work.
Repairs can be carried out in the garage. It is permissible to weld a cast disk without a protective atmosphere using the electric arc method. The connection is not very reliable, but further destruction of the aluminum part by electrode surfacing can be stopped.
Types of damage
Chips and cracks may appear on alloy wheels. Repairing these damages in specialized workshops will significantly impact your wallet. The price is based mainly not on the complexity of the work performed, but on the fact that the market for such services is not wide. But doing the repair yourself will be much cheaper. You should know that argon welding is used to eliminate these damages.
When welding with argon, unlike conventional welding, the electrode is not inserted into the holder. It must be brought into the flame of an argon burner. The process is very similar to soldering rather than welding:
- The surfaces being welded heat up.
- Molten metal is poured between them.
This is a general description of welding. There are no difficulties in this process. Therefore, anyone who has experience in welding will be able to cope with this task. To carry out this work you will need the following tools:
- Protective mask and other protective equipment.
- Special electrodes (their composition must match the material from which the cast disk is made. The composition of the disk can be determined by the markings).
- Argon welding machine.
- Bulgarian.
Surfacing
There is another defect - a chip of the edge of the disk side. To seal it, you will have to use surfacing rather than welding. Essentially, the filler wire will fill the missing part with its molten metal layer by layer. To do this, you will need to set the welding machine to a current of 12-140 amperes.
All layers are laid neatly with a transition to the entire part of the edge of the side. Excess metal will be removed during the grinding process, and the deposited edge will be adjusted to the required size and shape.
If all the operations performed on defects seem unsatisfactory to you, then the deposited metal can be removed, and the procedure for repairing cast disks can be repeated again, taking into account the errors. To prevent this from happening, it is necessary to place temperature-reducing pads (copper or stainless steel) under the welding area.
Selecting welding type and electrode
A very important step is the choice of electrode. This is not easy to do, because deviations from the specified composition may result in undesirable consequences. Very often there were cases when, after welding cast wheels in specialized workshops, they were recommended to be used only for a spare tire.
The master selected the wrong type of electrode for welding - this is precisely the reason why the welding seam turned out to be unreliable.
There are two types of argon welding:
- With manual electrode supply.
- With automatic feeding.
The automatic device is positioned as a more modern and reliable technology. True, its disadvantage is that only a specialist can work with it. To be more precise, only an experienced user will be able to configure the device correctly for a certain brand of alloy.
It will be easier for an ordinary person to cope with a cheaper device in which the electrode is supplied manually. Its work is no worse than automatic, but it’s much easier to get used to it.
MIG welding of stamped discs: features, equipment and materials
MIG welding of car wheels is performed semi-automatically in a mixture of argon and carbon dioxide. The seam is carried out with a torch, from which a wire is supplied, which serves as an electrode. This allows you to quickly fill cracks or fuse the sides of the disc. After welding, machining on a lathe is required. The following welding machines will be optimal for this work:
- PTK MASTER MIG 200 F16 is a simple but reliable semi-automatic machine with a current of 200 A, a stable welding arc and easy ignition thanks to an open circuit voltage of 60 V.
- Svarog REAL MIG 200 (N24002N) is a semi-automatic machine with adjustable inductance, the ability to afterburn the welding wire and stable operation from a network with a reduced voltage of 160 V.
- KEMPPI MinarcMIG EVO 200 is a professional version with digital display that weighs only 13 kg. Optimal for work in the field, as it produces a maximum of 200 A from a 3.5 kW generator.
For threading into semi-automatic machines, we recommend ESAB OK Aristorod 12.63 wire. It has an ASC coating and is suitable for welding in both pure carbon dioxide and a mixture with argon. The arc burns stably, metal spatter is minimal, the seams are good. A more budget-friendly option for welding stamped disks would be ESAB Sv-08G2S d0.8.
Surface preparation
Welding cast wheels with argon begins with surface preparation. In order to simply weld a crack, you will need to widen it a little and remove paint from the surface of the disk at a distance of at least 1 centimeter from the crack in both directions.
If it is necessary to repair a chip, then you will need to work hard on the disk and the piece that will be welded to it.
The ideal option is when the piece is part of the same disk. But if you are going to weld a piece from another disk, then first you need to double-check the composition of the surfaces that will be welded.
In this case, if the material is incorrectly selected, all the work will be in vain. It is not at all difficult to adjust the borrowed piece to the size of the chip. For these purposes, it is necessary to glue a sheet of paper to the damaged part and outline the boundaries of the chip with a pencil. Place the paper on the part you are going to weld and transfer the resulting outline to the surface. It is along them that the patch is cut.
Parts at the chip site and welding site are cleaned of irregularities and paint at a distance of at least 1 centimeter. This is done using a grinder. It will be difficult to remove paint from the product using other methods. Because this paint has a specific composition and adheres well to the surface. The paint will burn during the welding process, emitting a large amount of very acrid smoke. It is because of this that it is necessary to weld rims in a room where there is good exhaust or which is well ventilated.
You should not start repairs right away if you do not have experience in welding. First you need to acquire at least some skills, and only after that you can begin directly repairing your product. You can master work skills on any products made of aluminum. It wouldn't hurt to have someone with experience present.
Types of disks
The disc is the part of the wheel on which the rubber tire fits. Discs can be made from different materials and using different technologies, which will determine their properties. The most common are stamped discs, for the manufacture of which carbon steel is used.
They are made of two parts - the central one and the rim, which are then combined with each other by welding. After joining, the discs are coated with enamel to protect them from environmental influences. This is a budget option, since the cost of stamped discs is not too high, although they are not particularly beautiful. Stamped wheels are installed on new cars coming out of production, which reduces their cost.
Due to the fact that materials that provide softness and plasticity are used in the manufacture of stamped disks, they can be classified as products with high maintainability. When operating a car, this becomes a significant advantage.
When mechanical shocks occur, the disk is crushed and its shape changes. At the same time, he absorbs the main part of the blow, partially dampening it. The modified disk is subject to restoration, in particular, repair of disks by welding is used. The disadvantage of stamped discs is their heavy weight. This can lead to poor performance and increased gas mileage.
Alloy wheels are a single piece made by casting. Aluminum-based alloys are mainly used for their manufacture. Steel is unsuitable for this. In order for cast wheels to gain greater strength, they are subjected to hardening, which relieves residual stress. After this, the discs are varnished.
The big advantage of alloy wheels is their low weight. As a result, the load on the vehicle's suspension is reduced, which increases its stability and ease of control. The suspension wears out less. Due to the reduction in shocks, the ride comfort in such a car increases. Due to the fact that there are no caps in the internal part, the brake system can cool naturally. The use of aluminum provides increased corrosion resistance. In this way, the initial costs are compensated.
However, the strength obtained during hardening leads to fragility of the product. If the car receives an impact, the alloy wheel will not bend, but will crack or split. In this case, alloy wheels will need to be repaired by welding.
Forged wheels differ from cast wheels in their manufacturing technology.
The material for them is light aluminum alloys with the addition of magnesium. The manufacturing technology is hot stamping. The resulting blanks are then machined to achieve the desired design.
The beauty of forged wheels is combined with lightness and strength. An important quality is plasticity. If the machine receives a strong blow, the forged disc will not crack, but will become crumpled. This will ensure the possibility of its restoration, which will be ensured by welding forged wheels.
Work order
After preparing the surface and gaining at least some experience, you can begin repairing the discs. The operating procedure is as follows:
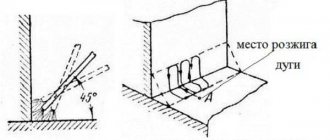
- Warm up the welding area with a torch . In this case, you need to ensure that the metal does not overheat.
- Apply the electrode to the seam after a certain color appears (it depends on the material of the product). If you follow all the rules, the metal from the electrode will melt quickly and fill the seams.
- When welding a disc chip, it doesn’t hurt to grab it around the edges. This will secure the position of the patch. After this, you can weld the elements along their entire length.
- the seam should be visible on both sides. Liquid hot metal must fill the space completely and enter the metal structural lattice of the disk.
If the disk is thick, welding is carried out in several stages on both sides. The seams are overlapped. This type of welding is much more reliable. After the disc has completely cooled, it should be sanded and prepared for painting. A grinder with grinding and sharpening attachments will help you with this. After complete surface treatment, the cast restored disc is ready for further use.
Recommendations
Filler wire selection
The quality of the created seam largely depends on the correct choice of wire with additives. There are wires with Si, Zn, Ti additives. They are selected depending on the chemical composition of the alloy used to produce the discs. It differs from one manufacturer to another. Therefore, before welding, you need to study the technical passport of the disk, which indicates its composition, or use a special database to help, with information about the composition of the metal for the production of disks by well-known brands.
Defect cutting
In places of defects up to 3 mm deep, cutting involves the creation of V-shaped edges. In the thickened part of the disk, the crack is cut in the shape of the letter “X”. To relieve excess stress, 2 mm holes are drilled at the ends of the cracks. The chipped side needs to be leveled with a grinder.
Before surfacing a longitudinal crack, it is tedious to cut through it to prevent further cracking. For transverse cracks, it is enough to cut them to make the edges even.
Chip repair
The number of layers to be deposited depends on the depth of the chip; the length of the seam should not exceed 30 mm. The stitches of each next layer should be perpendicular to the previous one. The bead should be made with a margin to prevent the appearance of indentations after grinding the welding area.
Advantages of argon welding
Argon protects the welded surface from the appearance of oxides on it. Sometimes oxygen has to be added to argon. This is necessary when welding requires deep penetration into the product or when the alloy composition has a high melting point. Even in such situations, the metal will be protected, since oxygen burns out during operation.
Argon welding of discs is one of the most popular services, as it is the only method of repair work. Currently, this demand is growing. Therefore, there are more and more specialists in this type of repair. Welding of a damaged car crankcase and other engine parts is carried out in the same way.
ARGON-ARC WELDING OF CAST WHEELS IN ZHULEBINO – MOSCOW
Argon welding of wheels
of any complexity and other aluminum parts at affordable prices is one of the most important services of our tire fitting.
At the same time, the strength of the material at the welding site does not differ from its original state. We carry out the following types of work on argon-arc welding:
- Welding cracks in cast wheels of any complexity (argon welding);
- Restoration of missing parts of the alloy wheel;
- Argon welding of cracks in aluminum parts and stainless steel parts.
Welding tips
Experienced welders give the following advice when carrying out work:
- To prevent abrasive from getting into the seam, it is advisable to cut the part with a milling cutter.
- If you cannot weld the crack in one approach, then you need to cut out the root of the seam from the back side.
- It is better to place copper or stainless steel linings on the reverse side.
- In order to reduce the stress on the part, it is necessary to heat the welded area to approximately 250-300 degrees . Laundry soap will help determine the temperature. To do this, you need to run a bar of soap over the disk and heat it. When the mark turns brown, the temperature on the disk is 250 degrees , and when it turns black, it is 300 degrees .