Для автомобильного транспорта, колесящего по российским дорогам, удары колеса о колдобину – вещь обычная. Владельцы машин знают, что каждое такое попадание чревато поломкой опорного обода. Ездить с поврежденными колесами небезопасно. Литые и кованые диски делают из двух сплавов:
- алюминиево-кремниевые содержат от 7 до 12% и магний;
- сплав AlSiMg более пластичный, используют с 80-х годов, содержат от 11 до 15% магния.
Чистый алюминий сейчас не используется. Для восстановления целостности металла обычно применяют сварку дисков аргоном. Многие СТО занимаются такой работой.
Ремонт можно проводить в гараже. Допустима сварка литого диска без защитной атмосферы электродуговым методом. Соединение получается не очень надежным, но дальнейшее разрушение алюминиевой детали электродной наплавкой можно приостановить.
Разновидности повреждений
На литых дисках могут появляться сколы и трещины. Ремонт этих повреждений в специализированных мастерских значительно ударит по кошельку. Цена основывается в основном не на сложности проводимой работы, а на том, что рынок таких услуг не широк. А вот ремонт самостоятельный выйдет значительно дешевле. Следует знать, что применяют аргонную сварку для устранения этих повреждений.
При сварке аргонной, в отличие от обычной, электрод в держатель не вставляется. Его необходимо подносить в пламя аргоновой горелки. Процесс очень похож на пайку, а не на сварку:
- Свариваемые поверхности разогреваются.
- Между ними заливается расплавленный металл.
Это общее описание сварки. Сложностей в этом процессе нет. Поэтому все, у кого есть опыт сварочных работ, смогут справиться с этим заданием. Для проведения этих работ вам будут необходимы следующие инструменты:
- Защитная маска и прочие средства защиты.
- Специальные электроды (по составу они должны совпадать с материалом, из которого литой диск изготовлен. Состав диска можно узнать по маркировке).
- Сварочный аргоновый аппарат.
- Болгарка.
Наплавка
Встречается еще один дефект – это скол кромки борта диска. Чтобы его заделать, придется воспользоваться не сваркой, а наплавкой. По сути, присадочная проволока своим расплавленным металлом будет заполнять отсутствующую часть послойно. Для этого надо будет выставить сварочный аппарат на ток – 12-140 ампер.
Все слои укладываются аккуратно с переходом на целую часть кромки борта. Излишки металла в процессе шлифовки будут убираться, и наплавленная кромка будет подгоняться под необходимые размеры и форму.
Если все проделанные с дефектами операции вам показались неудовлетворительными, то наплавленный металл можно удалить, и процедуру по ремонту литых дисков можно повторить еще раз, учитывая ошибки. Чтобы этого не случилось, необходимо под сварочный участок подкладывать отводящие температуру подкладки (медные или из нержавейки).
Выбор типа сварки и электрода
Очень важным этапом является выбор электрода. Это сделать непросто, потому что при отклонениях от заданного состава могут быть нежелательные последствия. Очень часто бывали случаи, когда после сварки литых дисков в специализированных мастерских их рекомендовалось применять только для запаски.
Мастер подобрал неправильный тип электрода для сварки — именно по этой причине получился ненадёжным сварочный шов.
Есть два вида аргоновой сварки:
- С ручной подачей электрода.
- С автоматической подачей.
Аппарат автоматический позиционируется как более современная и надёжная техника. Правда, недостаток его в том, что с ним сможет работать только специалист. А если говорить точнее, то только опытный пользователь сможет настроить аппарат правильно на определённую марку сплава.
Обычному же человеку будет проще справиться с более дешёвым аппаратом, в котором подача электрода осуществляется вручную. Его работа не хуже автоматического, вот только приловчиться к нему гораздо проще.
MIG сварка штампованных дисков: особенности, оборудование и материалы
MIG сварка дисков авто выполняется полуавтоматом в среде смеси аргона с углекислым газом. Шов ведется горелкой, из которой подается проволока, служащая электродом. Это позволяет быстро заполнять трещины или наплавлять борта диска. После сварки требуется обработка на токарном станке. Оптимальными для такой работы будут следующие сварочные аппараты:
- ПТК МАСТЕР MIG 200 F16 — простой, но надежный полуавтомат с силой тока 200 А, стабильной сварочной дугой и легким поджигом благодаря напряжению холостого хода 60 В.
- Сварог REAL MIG 200 (N24002N) — полуавтомат с регулировкой индуктивности, возможностью дожигания сварочной проволоки и стабильной работой от сети с пониженным напряжением от 160 В.
- KEMPPI MinarcMIG EVO 200 — профессиональная версия с цифровым дисплеем, которая весит всего 13 кг. Оптимален для работы в полевых условиях, поскольку выдает максимальные 200 А от генератора 3.5 кВт.
Для заправки в полуавтомат рекомендуем проволоку ESAB OK Aristorod 12.63. У нее покрытие ASC и она подходит для сварки как в среде чистой углекислоты, так и смеси с аргоном. Дуга горит стабильно, разбрызгивание металла минимально, швы хорошие. Более бюджетным вариантом для сварки штампованных дисков будет ESAB Св-08Г2С d0,8.
Подготовка поверхностей
Сварка литых дисков аргоном начинается с подготовки поверхности. Для того чтобы просто заварить трещину, вам нужно будет её немного расширить и удалить краску с поверхности диска на расстоянии от трещины не меньше 1 сантиметра в обе стороны.
Если же необходимо отремонтировать скол, то нужно будет потрудиться над диском и тем куском, который будет привариваться к нему.
Идеальный вариант, когда кусок является частью этого же диска. Но если вы собираетесь приваривать кусок от другого диска, то для начала нужно перепроверить составы поверхностей, которые будут подвергаться сварке.
В этом случае при неправильном подборе материала вся работа окажется напрасной. Совсем несложно под размер скола подогнать заимствованный кусок. Для этих целей необходимо приклеить лист бумаги к повреждённой части и границы скола обвести карандашом. Приложите бумагу на часть, которую собираетесь приваривать, и на поверхность перенесите полученный контур. Именно по ним вырезается заплатка.
Детали в месте скола и место сварки зачищаются от неровностей и краски на расстоянии не менее 1 сантиметра. Это делается при помощи болгарки. Иными способами зачистить изделие от краски будет сложно. Потому что у этой краски специфический состав и она держится отлично на поверхности. Краска в процессе сваривания будет гореть, выделяя большое количество очень едкого дыма. Именно из-за этого сваривать колёсные диски необходимо в помещении, где хорошая вытяжка или которое хорошо проветривается.
Не стоит приступать к ремонту сразу же, если у вас нет опыта сварочных работ. Для начала нужно приобрести хотя бы какие-то навыки, а уже после этого начинать непосредственно ремонт вашего изделия. Освоить навыки работы можно на любых изделиях, изготовленных из алюминия. Не помешает присутствие при этом человека с опытом.
Виды дисков
Диск — это часть колеса, на которую одевается резиновая покрышка. Диски могут быть изготовлены из разных материалов и по различным технологиям, что и будет определять их свойства. Наибольшее распространение имеют штампованные диски, для изготовления которых используются углеродистые стали.
Они изготавливаются из двух частей — центральной и обода, которые потом объединяются друг с другом сваркой. После соединения диски покрывают эмалью для защиты от воздействия окружающей среды. Это является бюджетным вариантом, поскольку стоимость дисков, выполненных штамповкой, не слишком велика, хотя и особой красотой они не отличаются. Штампованные диски устанавливают на новые автомобили, выходящие из производства, что уменьшает их себестоимость.
Благодаря тому, что при изготовлении штампованных дисков используются материалы, обеспечивающие мягкость и пластичность, их можно отнести изделиям с высокой ремонтопригодностью. При эксплуатации автомобиля это становится существенным достоинством.
При возникновении механических ударов диск сминается, и его форма изменяется. При этом он воспринимает на себя основную часть удара, частично гася его. Измененный диск подлежит восстановлению, в частности применяется ремонт дисков сваркой. Недостатком штампованных дисков является их большой вес. Это может привести к ухудшению динамики и увеличить расход бензина.
Литые диски представляют собой цельную деталь, изготовленную методом литья. Для их изготовления в основном используются сплавы на основе алюминия. Сталь для этого является непригодной. Для того, чтобы литые диски приобрели большую прочность, их подвергают закалке, которая снимает остаточное напряжение. После этого диски покрывают лаком.
Большим преимуществом литых дисков является их небольшой вес. Вследствие этого снижается нагрузка на подвеску автомобиля, что повышает его устойчивость и легкость управления. Подвеска при этом меньше изнашивается. Из-за уменьшения встрясок увеличивается комфорт езды в таком автомобиле. Благодаря тому, что во внутренней части отсутствуют колпачки, тормозная система может охлаждаться естественным путем. Использование алюминия обеспечивает увеличенную стойкость к коррозии. Таким образом, компенсируются первоначальные затраты.
Однако полученная при закаливании прочность приводит к хрупкости изделия. Если машина получит удар, литой диск не погнется, а треснет или расколется. В этом случае понадобится ремонт литых дисков сваркой.
Кованные диски от литых отличаются технологией их изготовления.
Материалом для них служат легкие алюминиевые сплавы с добавление магния. Технология изготовления заключается в горячей штамповке. Полученные заготовки затем подвергаются механической обработке, обеспечивающей необходимый дизайн.
Красота кованных дисков сочетается с легкостью и прочностью. Важным качеством является пластичность. При получении машиной сильного удара кованный диск не растрескается, а сомнется. Это обеспечит возможность его восстановления, что обеспечит сварка кованных дисков.
Порядок выполнения работ
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
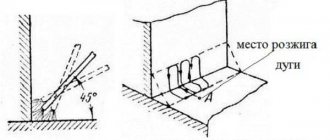
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Рекомендации
Выбор присадочной проволоки
Качество создаваемого шва во многом зависит от корректного выбора проволоки с присадками. Есть проволоки с добавками Si, Zn, Ti. Их выбирают в зависимости от химического состава сплава, используемого для производства дисков. У разных производителей он отличается. Поэтому, перед сваркой нужно изучить технический паспорт диска, в котором указан его состав или использовать в помощь специальную базу, с информацией о составе металла для производства дисков известными брендами.
Разделывание дефектов
В местах дефектов глубиной до 3 мм разделка предусматривает создание V-образных краев. В утолщенной части диска трещину разделывают в форме буквы «Х». Чтобы снять излишнее напряжение у концов трещин высверливают 2-миллиметровые отверстия. Скол борта нужно выравнивать болгаркой.
Перед наплавкой продольной трещины ее нудно прорезать насквозь, чтобы исключить дальнейшее растрескивание. Для поперечных трещин достаточно их прорезать, чтобы кромки сделать ровными.
Ремонт скола
От глубины скола зависит количество наплавляемых слоев, длина шва не должна превышать 30 мм. Стежки каждого следующего слоя должны быть перпендикулярными к предыдущему. Валик следует делать с запасом, чтобы исключить появление углублений после шлифовки места сварки.
Преимущества аргоновой сварки
Защищает аргон свариваемую поверхность от появления на ней оксидов. Иногда в аргон приходится добавлять кислород. Это необходимо тогда, когда при сварке нужно в изделие проникнуть глубоко или же когда состав сплава отличается повышенной температурой плавления. Даже в подобных ситуациях металл будет защищён, так как в процессе работы кислород выгорает.
Аргоновая сварка дисков относится к разряду востребованных услуг, так как является безальтернативным способом ремонтных работ. В настоящее время эта востребовательность растёт. Поэтому и специалистов по этому виду ремонта становится всё больше. Точно так же осуществляется сварка повреждённого автомобильного картера и прочих деталей двигателя.
АРГОНО-ДУГОВАЯ СВАРКА ЛИТЫХ ДИСКОВ В ЖУЛЕБИНО – МОСКВА
Аргонная сварка дисков
любой сложности и других деталей из алюминия по доступным ценам – одна из важнейших услуг нашего шиномонтажа. При этом прочность материала в месте сварки не отличается от первоначального состояния
Мы проводим такие виды работ по аргонно-дуговой сварке:
- Сварка трещин литых дисков любой сложности (сварка аргоном);
- Восстановление недостающих частей литого диска;
- Аргонная сварка трещин алюминиевых деталей, деталей из нержавейки.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.