The peculiarities of aluminum welding cause certain difficulties when joining this metal. The developed technologies, to one degree or another, make it possible to combat this and achieve positive results. The quality of aluminum welding using an inverter cannot be compared with argon arc welding or other Al joining technologies.
However, in domestic conditions it is unlikely that suitable equipment will be found. The master may have at most a home welding machine at his disposal, be it an inverter or a DC transformer. Reasonable questions arise: is it possible to weld aluminum with an inverter at home, how to do it correctly and what materials are required for this?
Is it possible to weld aluminum with an inverter?
When welding products made of aluminum and its alloys with an inverter, you have to deal with a number of certain difficulties caused by its physical and chemical properties, namely:
- the oxide film on the surface of aluminum parts, which is formed by a completely natural interaction with atmospheric oxygen, has a melting point of 2000⁰ C, and aluminum itself melts at a temperature of only 660⁰ C;
- the refractory oxide film from the surface of the welding site must be removed by mechanical removal or chemical action, and the metal must be welded immediately after this to avoid re-oxidation;
- with large temperature differences during electric welding, the strength properties of aluminum are significantly reduced;
- due to the high temperature of the electric arc, aluminum intensively melts and begins to flow out of the welding zone;
- when heated during welding, aluminum practically does not change its color, which makes it quite difficult to control the size of the weld;
- a low value of the modulus of elasticity of aluminum products can cause deformation of the structure being welded, and upon cooling, the formation of microcracks in the area of the weld pool.
Therefore, knowing all the nuances and observing certain conditions, you can weld aluminum with an inverter even at home. Moreover, if there are no special requirements for the inverter welding machine, then paramount importance is given to consumables and the methodology for carrying out the welding work itself. From here we will try to formulate answers to the question: how to properly cook aluminum with an inverter.
Advantages and disadvantages
As mentioned earlier, welding aluminum is not an easy task and requires a certain skill and knowledge. However, this type of work is still in demand. The only explanation for this is the quality of manufactured parts and structures, despite belonging to the group of light metals.
Moreover, aluminum is so highly valued in industry that almost any tool necessarily includes this substance.
The advantages of cooking include the following:
- This process does not require much time, and the product of your activity can be seen a few minutes after the end of welding;
- This type of work is considered budget-friendly because it does not require the master to have any special equipment;
- Lack of a scale assessing the quality of the resulting seam;
- The result is a strong, seamless seam.
The disadvantages include the following:
- Despite the lack of criteria and requirements, the seam is still of poor quality;
- It is difficult to follow all the TB rules;
- From time to time, a specialist is faced with a problem in choosing auxiliary materials.
Aluminum welding rules
When welding aluminum, the following requirements must be observed:
- welding of products made of aluminum and its alloys is possible only under the protection of inert gases such as argon or a mixture of argon and helium, therefore the inverter apparatus must have special gas-cylinder equipment for argon-arc welding;
- It is best to weld using non-consumable tungsten electrodes, which must be periodically cleaned of accumulated oxides, otherwise the quality of the weld will deteriorate;
- It is recommended to preheat aluminum parts before welding to reduce the effects of temperature deformations in the weld area;
- aluminum is mainly welded using alternating electric current, and the value of the welding current is set for working with aluminum slightly higher than for welding similar steel products;
- Before use, aluminum filler electrodes must be heated in a muffle furnace.
Aluminum welding can be done with almost all inverter-type welding machines with any productivity and degree of automation of work processes.
Consumables for aluminum welding
For welding various products made of aluminum and its alloys using non-consumable tungsten electrodes on TIG inverter machines, it is recommended to use filler wire from 2 to 5 mm in diameter marked AO, AK and AD with a high content of magnesium alloy additives.
You can also use special aluminum electrodes of the OZA, OZR and OZANA brands made in Russia or their higher quality imported analogues - OK 96.20, OK 96.40 and Kobatek-213, but only at a slightly higher cost. Photo
For semi-automatic inverter welding machines, a special aluminum wire with a diameter of 0.8-1.0 mm is produced, wound on standard spools weighing 0.5 kg. As a rule, the welding wire most often used is a cast alloy of aluminum with silicon (Al-Si 5) grades ER 4043 and ER 5356, less often a similar wire, but made from aluminum-magnesium alloys deformable grades Sv-AK 5 and Sv- AMG 5. Photo
The main component of the price of a meter of seam when welding on aluminum is the cost of consumables, namely inert argon gas and special aluminum electrodes.
What is duralumin
Duralumin consists of the following elements: aluminum - 93.5%, copper - 4.5%, magnesium - 1.5%, manganese - 0.5%. This composition determines the performance characteristics of the alloy. The main component affects the chemical activity of duralumin, so it quickly oxidizes in open air, resulting in the formation of a durable oxide film on the surface.
The given alloy composition is not constant, it can change. Not only the ratio of metals is important, but also the technology of heat treatment of duralumin.
Step-by-step welding instructions
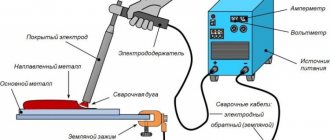
If you understand the basic requirements for how to properly weld aluminum with an inverter, then you can proceed directly to welding work, while observing the following sequence:
- We configure the inverter welding machine for this:
- We switch the AC/DC toggle switch to AC mode;
- We set the polarity balance from the 50/50 position, shifting it to the negative side when working with pure aluminum, and for various alloys we use the positive part of the adjustment range;
- we set the welding current based on the thickness of the material itself and the diameter of the electrode, so for a two-millimeter aluminum sheet and 3 mm of filler wire it is enough to set the welding current to 60 amperes;
- we adjust the slowdown of the attenuation process of the electric arc to fill the crater at the end of the weld pool, which also depends on the thickness of the workpiece and at 2 mm it is necessary to set the time to about 3 seconds;
- we set the time and intensity of purging with inert gas necessary to cool the welding seam.
- We prepare aluminum parts for welding by:
- carrying out mechanical cleaning of the oxide film from the future welding site using a metal brush or sandpaper, bringing the surface to a perfect white shine;
- degreasing the surface by treating it with chemical reagents - various solvents or special soldering acid;
- mandatory heating of workpieces immediately before welding to a temperature of 400⁰ C.
- After completing all the preparatory work, we proceed to finishing welding, while observing the main rule, which requires welding aluminum slowly to ensure uniform heating of the material of the parts being welded.
- The filler wire or aluminum welding electrode must be fed to the beginning of the weld pool at an angle of 15 degrees, using light touches so that the weld is uniform and slightly ribbed.
You should not start finishing welding work without having the proper experience in welding aluminum products. Practice first and gain the necessary skills and experience. To do this, you can watch a video that clearly shows how to properly weld aluminum using an inverter:
If you have your own specific experience in this topic, then share it in the comments block.