Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока. Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Можно ли варить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.
Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Преимущества и недостатки
Как уже говорилось раннее, варение алюминия – дело нелегкое и требует определенной сноровки и знаний. Тем не менее, такой тип работы все равно востребован. Единственное объяснение этому – качество изготавливаемых деталей и конструкций, несмотря на принадлежность к группе легких металлов.
Более того, алюминий настолько высоко ценится в промышленности, что почти в состав любого инструмента обязательно входит это вещество.
К преимуществам варки можно отнести следующее:
- Данный процесс не требует много времени, и продукт вашей деятельности можно будет увидеть через несколько минут после окончания сварки;
- Данный вид работы считается бюджетным, поскольку не требует от мастера наличия каких-то особых приспособлений;
- Отсутствие шкалы, оценивающей качество полученного шва;
- В результате получается прочный цельный шов.
К недостаткам можно отнести такие моменты:
- Несмотря на отсутствие критериев и требований, шов все же получается некачественный;
- Трудно следовать всем правилам ТБ;
- Время от времени специалист сталкивается с проблемой в выборе вспомогательных материалов.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Что такое дюралюминий
Дюралюминий состоит из следующих элементов: алюминия – 93,5%, меди – 4,5 %, магния – 1,5%, марганца – 0,5 %. Такой состав обуславливает эксплуатационные характеристики сплава. Основной компонент влияет на химическую активность дюралюминия, поэтому он быстро окисляется на открытом воздухе, в результате чего на поверхности образуется прочная оксидная пленка.
Приведенный состав сплава не является постоянным, он может меняться. Значение имеет не только соотношение металлов, но и технология термообработки дюралюминия.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
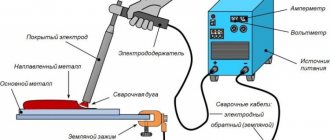
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.