Резьбонарезной станок — незаменимый вид оборудования для нарезки внешней и внутренней резьбы на трубах в промышленных объемах. Резьба может нарезаться как на торцах труб, так и в отверстиях в корпусе.
Использование резьбонарезных станков целесообразно как для небольших мастерских, где этот вид работы выполняется регулярно, так и на крупносерийных производствах, где нарезка резьбы на трубах входит в технологические циклы предприятия. Выбор станка зависит от объёма трубной продукции, которую нужно обработать, от диаметра труб и других параметров. При выборе играет роль наличие у станка дополнительных опций.
Сведения о производителе резьбонарезного станка 5993
Производителем резьбонарезного станка 5993 — Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994 (1977 г), 5А993, ЧС 5А100С
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах — всего около 46 видов.
Станки, выпускаемые Читинским станкостроительным заводом
- 3В641
— станок заточной универсальный Ø 250 х 650 - 5Д07
cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320 - 5993
cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 42 х 280
Виды оснастки резьбонарезного инструмента
Вы можете решить этот вопрос, ознакомившись с кратким описанием каждого типа инструмента.
Плашка представляет собой гайку с отверстиями по ее осям для режущей кромки и отверстием для отвода стружки. Применяется обычно в быту и ремонтно-строительных работах небольшого объема для нарезания наружной резьбы на трубах.
Метчик применяется для производства внутренней резьбы, используется как в ручном оборудовании, так и устанавливается на станки.
Резец и гребенка изготавливаются обычно из высоколегированной стали и используются в резьбонарезных клуппах и станках для нарезания внутренней и наружной резьбы.
Резьбонарезной клупп с гребенками постепенно вытесняет инструмент с плашкой (леркой) по причине более высокой производительности и универсальности. Клуппы бывают ручные и электрические. Они подходят для нарезания резьбы разной геометрии – метрической, дюймовой, конической, с определенным, в том числе переменным, шагом.
Ручной резьбонарезной клупп легок, компактен, удобен в переноске. Он не зависит от электропитания и доступен по цене.
Электрические клуппы гораздо функциональнее ручных. Они нарезают резьбу быстрее, от мастера не требуется больших физических усилий. Объем выполненных работ за единицу времени увеличивается в разы. Отметим, что по точности нарезания резьбы качественные ручные клуппы не уступают электрическим.
Указания по заточке и установке резьбонарезных гребенок
Заточку и промер гребенок для головок винторезных самооткрывающихся типоразмеров 2651-0021 (1КА-25); 2651-0022 (2КА-30); 2651-0024 (ЗКА-40); 2651-0026 (4КА-70) и 2651-0028 (5КА-70) по ГОСТ 21760—76 производить в соответствии с инструкцией по эксплуатации этих головок, прилагаемой к станку.
Заточку плоских гребенок для резьбонарезных головок 1T, 2T, 3Т можно производить по ГОСТ 2287—61 по двум формам: форме I и форме II в приспособлении для заточки, рис. 13 (узел 5993.98.000), поставляемом за отдельную плату. При этом форма 1 заточки рекомендуемая.
Геометрия заточки показана на рис. 28. Рекомендуемые углы заточки в зависимости от обрабатываемого материала приведены в таблице на рисунке. Установка вылета гребенок, режимы резания и применяемая смазочно-охлаждающая жидкость приведены в руководстве по эксплуатации резьбонарезных головок 1T, 2T и 3Т.
Резьба метрическая и дюймовая
В мире существует огромное количество резьб, но самыми распространенными стали метрическая и дюймовая.
Дюймовая намного старше метрической. Ее разработали в Великобритании, в конце XVIII века во времена промышленной революции.
Метрическую разработали во Франции, историческом конкуренте Великобритании. Она была намного проще и удобнее, так как за основу были взяты целые числа, в отличии от дюймовой.
В России в машиностроении применяется метрическая, а дюймовую нарезают на трубах, переходниках и штуцерах для водо- и газоснабжения.
Метрическая резьба выигрывает большей вариативностью. Помимо номинала (диаметра), указывается еще и шаг. Шаг резьбы – расстояние между двумя одноименными точками профиля.
Профилем резьбы называется правильный (равносторонний) треугольник, в таком треугольнике все углы имеют значение 60 градусов. Высота профиля равно 0,86 шага резьбы.
Нарезание резьбы на трубах
Термином нарезание резьбы обозначается обработка стержня или отверстия в детали с помощью резьбонарезного инструмента для получения наружной или внутренней винтовой нарезки, состоящей из чередующихся спиральных канавок и выступов-витков. Резьба наносится на такие изделия как: болты, гайки, трубы и другие изделия, которые могут быть применены как для всевозможных разъёмных соединений, так и для сопряжения различных частей трубопроводов.
Резьбу, как вид соединения, можно разделить на следующие элементы: профиль, шаг, угол профиля, глубина, наружный, внутренний и средний диаметры. Профилем резьбы называется форма поперечного сечения витка. Так же существует классификация резьб по профилю: выделяют треугольные, прямоугольные, трапецеидальные и др. резьбы. Треугольную резьбу применяют при сборке санитарно-технических систем и деталей. Ещё резьбы делят по направлению витка на правые и левые.
Трубную цилиндрическую резьбу нарезают или накатывают на концах труб для соединения водогазопроводных труб. В последствии соединительными частями связывают между собой нарезанные концы труб.
Короткую и длинную цилиндрические резьбы применяют для соединения водогазопроводных труб. Две последние нитки резьбы, имеют неполную резьбу, называемую сбегом. Все нитки резьбы имеют одинаковые диаметры и глубину, за исключением сбега. Сбег резьбы образуется благодаря конструкции плашек, первые нитки которых раззенкованы. Сбег резьбы позволяет заклинивать муфту на трубе, что делает соединение с навернутым на резьбе уплотнительным материалом герметичным.
Для упрощения и увеличения скорости выполняемых работ по нарезанию резьб различных диаметров на трубах, диаметрами до 2 дюймов, а так же нарезанию резьбы на стальных прутках и шпильках, диаметрами до 1 дюйма, используются резьбонарезные клуппы. Данный вид инструмента разделяется на ручной и автоматический. Ручные клуппы состоят из цельнометаллической штанги с резиновой рукояткой и круглым гнездом с трещоточным механизмом, в котором размещаются сменные головки с резьбонарезыми плашками. Резьбонарезные головки совместимы как с BSPT (коническими) трубными гребенками (плашками), так и с BSPP (цилиндрическими), и метрическими резцами, позволяя с помощью клуппа одного размера нарезать коническую (трапециевидную) трубную, цилиндрическую (длинную, параллельную, для сгонов) трубную, и метрическую трубную резьбы. Для головок существуют реверсивные гребенки, позволяющие нарезать резьбу на трубах, торчащих из стен. Размеры головок охватывают довольно большой промежуток диаметров труб — от ¼ до 2 дюймов. Основное преимущество ручного резьбонарезного клуппа заключается в его компактном размере, с этим инструментом удобно работать в труднодоступных и малогабаритных местах. Отсутствие электричества для этих клуппов тоже не помеха, так что их можно использовать практически, повсеместно.
Автоматические клуппы состоят из электрического привода, редуктора с цилиндрической червячной передачей и сменными резьбонарезными головками в прочном пластиковом корпусе из высокопрочных материалов. На автоматических клуппах фирмы REMS могут быть установлены запатентованные опорные бугели для предотвращения прокручивания клуппов во время нарезания резьбы в обоих направлениях. Клуппы REMS могут использоваться без тисков. Технология нарезания резьбы на автоматических резьбонарезных клуппах предельно проста. Клупп оснащается резьбонарезной головкой заданного диаметра. На необходимый, заранее заготовленный участок трубы наносится специальное масло, которое отводит тепло и снижает трение в рабочей зоне. Если используются клуппы REMS, то они устанавливаются на трубу, при помощи бугеля, который надёжно фиксирует данный клупп на трубе. Если используются клуппы RIDGID, то для крепления данных клуппов на трубе потребуются тиски. Далее приводится в действие привод, вращающий резьбонарезную головку, которая нарезает резьбу.
Наиболее быстрым и технологичным инструментом для нарезания резьбы на трубах в наше время является резьбонарезной станок. Данный вид инструмента нужен там, где не справится ручной. В большей степени, они подойдут для работы с газовыми и трубопроводными трубами больших диаметров в промышленных масштабах на заводах, стройплощадках или в ремонтных мастерских. Станки способны не только нарезать резьбу, но и разрезать трубы, снимать грат, изготавливать ниппели, а так же, при помощи дополнительного оснащения, накатывать желобки. Большинство станков могут изменять скорость вращения, шаг и вид резьбы. Станки оснащены многоступенчатой коробкой передач, системой охлаждения, потому что при нарезании больших и длинных резьбовых соединений заготовка и плашка или резец сильно нагреваются. Также станок оснащен различными приспособлениями и устройствами для зажима заготовки и автоматической подачи масла. Для того, чтобы выбрать определённый станок, необходимо знать, с какими трубами и каких диаметров придётся работать. Для разных диапазонов диаметров труб существуют определённые резьбонарезные головки. Например, резьбонарезные головки от американского производителя RIDGID разделяются на работу с трубами до двух дюймов, до трёх и до четырёх дюймов. А на немецких станках REMS, в зависимости от диаметров труб, на станках стоят разные типы двигателей: универсальный, конденсаторный и трёхфазный мощностью до 2,1 кВт. Японские станки REX, при почти одинаковых характеристиках с немецкими и американскими станками, обладают более низкими ценами, не уступая при этом по качеству. На все станки распространяется гарантия и сервис. Многие станки имеют большой выбор оснастки. Вы можете выбирать комплектации, подставки на треноге, либо с полкой для заготовок и транспортировочными колёсами. Так же стоит обратить особое внимание на смазочные материалы. В нашем каталоге есть полный спектр СОЖ для нарезания резьбы на стальных трубах, на трубах из нержавеющей стали, из цветных металлов и для пластмассовых труб. Особенно стоит отметить синтетическую смазку Rems Sanitol, которая полностью растворяется в воде. Её можно использовать с водопроводными трубами любых материалов. Если у Вас возникли какие-либо вопросы по оборудованию для нарезания резьбы на трубах, либо трудности в выборе данного вида инструмента, наши специалисты помогут выбрать наиболее подходящий выриант.
Технические данные и характеристики резьбонарезного станка 5993
| Наименование параметра | 5993 | 5Д07 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Производительность при нарезке коротких резьб, шт/ч | 500 | |
| Диаметр нарезания резьбы метрической, мм | 12..42 | 10..39 |
| Шаги нарезаемой метрической резьбы, мм | 1,75..4,5 | |
| Диаметр нарезания резьбы дюймовой, мм | ¼..1¼ | |
| Шаги нарезаемой трубной (дюймовой) резьбы, ниток на дюйм | 19..11 | |
| Наибольшая длина нарезаемой резьбы, мм | 280 | 320 |
| Наибольший и наименьший установочный диаметр изделия, мм | 12..56 | |
| Диаметр внутреннего отверстия головки, мм | 45 | |
| Диаметр сквозного отверстия в шпинделе, мм | 49 | |
| Количество скоростей шпинделя | 6 | 6 |
| Пределы частоты вращения шпинделя, об/мин | 0,75..4,16 | 63, 90, 125, 180, 250, 355 |
| Привод зажима детали | Электромех | |
| Привод перемещения каретки | Гидро | |
| Длина перемещения каретки, мм | 400 | |
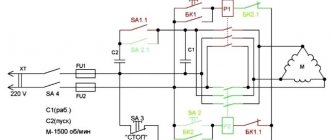
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель привода шпинделя, кВт (об/мин) | 3,0 | 3,0 (1420) |
| Электродвигатель гидропривода, кВт (об/мин) | 2,2 | 1,1 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) |
| Электродвигатель зажимного устройства, кВт | 0,8 | |
| Общая установленная мощность всех электродвигателей, кВт | ||
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка, мм | 1980 х 1095 х 1125 | 1500 х 725 х 1140 |
| Масса станка, кг | 1550 | 1150 |
- Резьбонарезные полуавтоматы 5991, 5992, 5993. Руководство по эксплуатации 5993.00.000 РЭ, 1983
- Колев Н.С. Металлорежущие станки.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Писманик К. М., Шейко Л. И., Денисов В. М. Станки для обработки конических зубчатых колес, 1993
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Сильвестров Б.Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Станок для нарезания спиральнозубых конических колес модели 528с. Руководство к станку, ЭНИМС, МЗКРС 1956 год.
- Инструкция по расчету наладочных установок зуборезных станков модели 525 и 528 для нарезания конических колес со спиральными зубьями, ЭНИМС, МЗКРС.
- Руковдство по расчету геометрических размеров гипоидных зубчатых колес и наладок для их нарезания на станках моделей 528с, 528с, 5а27с1, Саратовский завод тяжелых зуборезных станков, 1967 год.
- Руковдство по расчету наладок станков 528с, 525 и 5а27с4п для нарезания конических колес методом обкатки, Саратовский завод тяжелых зуборезных станков, 1969 год.
Список литературы
Список литературы для настройки станка
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики зубообрабатывающих станков
- Как покупать станок для производства
- Зубофрезерные станки для цилиндрических колес
- Встречное фрезерование. Попутное фрезерование при нарезании зубчатых колес на зубофрезерном станке
- Коническое зубчатое колесо. Термины и определения
- Испытания и проверка металлорежущих станков на точность
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Обозначения кинематических схем металлорежущих станков
- Справочник зубообрабатывающих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Как выбрать инструмент?
Выбирая инструмент для нарезания резьбы на трубах, мастер руководствуется особенностями конструкции трубопровода, его техническими характеристиками и функционалом. Выбор ручного либо электрического инструмента зависит от того, какой материал будет использоваться для нанесения резьбы, и какой объем работы следует выполнить.
Немаловажным фактором остаются цены на резьбонарезной инструмент и комплектующие. Дорогие электрические клуппы покупают мастера, выполняющие нарезку внешних и внутренних резьб регулярно. Если работа носит разовый характер, стоит подумать о покупке недорогого ручного инструмента.
Резьбонарезной инструмент предполагает наличие непосредственно режущих элементов – это плашки, метчики, резцы. У более продвинутых изделий, предназначенных для высокоточной производительной резки, рабочим инструментом является сборная регулируемая резьбонарезная головка, включающая несколько режущих гребенок.