At the origins
The idea that a workpiece can be given the required dimensions and shape by removing chips originated in time immemorial. The very first primitive lathe known to scientists dates back to the 7th century BC. A wooden, bone or horn workpiece was clamped into an improvised vice mounted on a rotating base. An apprentice or slave rotated the structure in different directions, and the master, using a cutter, gave the part the desired dimensions and configuration, touching the rotating workpiece with the cutting tool.
Of course, such a machine was extremely imperfect. It did not allow achieving acceptable accuracy, and the physical strength of human hands significantly complicated processing, making it long, labor-intensive and insufficiently accurate.
How to become a professional
Turning can be studied throughout your life, since in addition to the theoretical part, a specialist must understand modern technology.
Progress does not stand still, which means there will always be an object of study. In addition, new samples of composite and polymer compounds are appearing among the materials being processed.
To master a profession, there are educational institutions and courses where highly qualified specialists pass on their experience to young students.
The work requires good physical training, since very often turners suffer from a number of diseases. We can say that excellent health, advanced training courses and the ability to set up equipment will help you achieve the desired heights in your career.
Evolution
Oddly enough, humanity has moved along the path of modernizing lathes very slowly. Only by the middle of the 16th century did machines for processing metal with a foot drive appear, and a little later - with a water drive. But the master's rapidly weakening hand still held the cutter . The real problem was solving the following problems:
- production of metal parts of complex geometric shapes;
- applying threads, both external and especially internal;
- creation of gear wheels, so necessary in those days in a variety of industries.
The industrial and technological revolution that occurred in Europe (mainly in Great Britain) in the second half of the 18th century led to a real breakthrough in the evolution of metal turning. More and more metal parts for a wide variety of purposes were required, the demand for them increased exponentially, and the industry developed at an accelerated pace.
It was then that much more advanced machines were created , where the cutting tool could move mechanically, regardless of the physical capabilities of the operator. And the invention of the steam engine made it possible to create lathes capable of processing large parts and quickly removing thick layers of material from the body of the workpiece, making deep grooves, cutting threads with different pitches and depths.
The first prototype of a modern lathe, containing all the components that we are accustomed to seeing in it today, was finally finalized by its inventor, the Englishman Henry Maudsley, exactly in 1800. After which the Americans got down to business, achieving complete mechanization of the turning process and significantly modernizing the design of the machine, making it universal for various types of work.
Safety precautions
Each employee is required to comply with safety regulations to prevent injuries at work.
- the turner's overalls must be buttoned and tucked in;
- hair hidden under a headdress;
- the workplace is cleared of foreign objects;
- The condition of the machine has been carefully checked.
In progress:
- it is necessary to monitor the position of the workpiece;
- use a lift to lift heavy objects;
- do not carry out adjustments, measurements and cleaning while the machine is operating;
- use a screen or glasses to protect against chips;
- after finishing the work, tidy up the workplace;
- Do not leave the lathe running unattended.
If any malfunctions or equipment malfunctions are detected, you should contact the site foreman.
The profession of a turner is an interesting, however, most often difficult work that requires constant improvement of skills and study of relevant literature.
Modern equipment and the opportunity to attend courses enable young people to master and develop their favorite and profitable business.
Turning today
Nowadays, the need for metal parts with given geometric parameters has increased many times even compared to the 20th century. In addition to the complexity of the shapes, increasingly high demands are placed on products regarding accuracy, sometimes measured in microns and even fractions thereof. Despite the dominance of plastic and some other materials, parts made from various types of metals continue to lead in the vast majority of industries that require strength, reliability and durability.
The principle of turning remains unchanged. Using a cutter, milling cutter, or other cutting tool, excess layers of material are removed from the workpiece, rigidly fixed in a special rotating chuck of the machine, giving the part the required configuration, geometric parameters and functional characteristics.
Today, turning work is performed by sophisticated, high-tech machines controlled by powerful computer systems, which are controlled by a highly qualified operator.
As a result, it is possible to achieve filigree precision and ensure the production of parts of the most complex configuration, the most diverse functionality and purpose:
- gears and gears;
- various shafts and bushings;
- nuts, couplings, rings;
- pulleys and drives;
- bolts, screws, nuts, washers;
- other details of complex geometric shapes.
Modern turning equipment, in addition to impeccable accuracy, provides high processing speed and an almost complete absence of defects and downtime.
Equipment and tools
The technology of turning works involves the use of special equipment - lathes. With their help, parts are produced whose shape is a rolling body. In modern production, seven main types of lathes are used:
- turning-turret – designed for the production of small parts in large quantities; equipped with a turret head, which allows you to quickly change the cutting tool and reconfigure the equipment for another type of work;
- screw-cutting lathes – characterized by the ability to combine high rotation speed of the chuck with longitudinal movement of the tool; used for large-scale and mass production;
- rotary lathe – universal machines with a faceplate and a large frame;
- turning and milling – universal equipment for individual, mass and serial production of parts with complex shapes;
- automatic lathes – machines with a large number of spindles, designed for the manufacture of parts with complex geometry of multi-profile surfaces;
- frontal lathes - specialized equipment for working with frontal surfaces; used for piece production of parts, as well as for small series.
Types of turning work
The turning complex includes an extensive list of various operations. Among the main ones are the following:
- cutting various types of threads on the external or internal surface of the part;
- drilling, boring holes, countersinking, reaming and so on;
- cutting parts of the workpiece, finishing it to the required configuration and shape;
- turning of various grooves, recesses and technological seams;
- processing of external surfaces, ends and ledges.
In addition, metal turning allows you to give the surface of a part the desired degree of roughness and the required texture.
Applicable cutting tool
Today, most manufacturing and repair enterprises use so-called screw-cutting lathes with computer numerical control (CNC). They have a sufficient degree of versatility and can successfully solve most problems. At the same time, their size and cost are relatively small. Recently, it is increasingly possible to find equipment equipped with modern powerful computer control systems.
As for cutting tools, they have a very wide variety. Incisors, although with a great degree of convention, are usually divided into several large main groups.
By form:
- straight;
- bent;
- blades with a drawn working surface.
Such cutters can have different shapes and calibers, and can also be right-handed (moving from the tailstock to the front) and left-handed (moving in the opposite direction).
Read also: What do lathes and drilling machines have in common?
By purpose:
- walk-throughs designed for processing flat end sections;
- scoring, providing turning of surfaces located perpendicular to the axis of rotation of the workpiece;
- shaped, to obtain a given part profile;
- boring for holes;
- threaded;
- cutting;
- grooved.
The cutter is carefully selected in accordance with the complexity of the work, the size of the part, the assigned tasks and the complexity of processing a particular part. The accuracy of execution, processing speed, machine spindle speed and many other aspects depend on the choice of cutting tool.
Whatever modern technologies are, whatever innovative materials appear, used in various industries and fields, turning of products made of metal, wood, plastic, and composites continues to retain its critical importance in carrying out a wide variety of construction, production or repair processes.
Requirements for various parts were previously quite strictly regulated by various GOSTs, technical specifications, and other standards and patterns. These days, these requirements continue to become more stringent , both in terms of the complexity of the configuration and parameters, and in terms of the requirements for ideal accuracy.
There is no doubt that for a very long time the profession of a turner will be one of the most in demand in the manufacturing sector. And taking into account the increasingly complex level of specialized equipment, machines and equipment, this profession will require an increasingly high level of qualifications of workers, deep theoretical knowledge and rich practical experience.
Turner ranks
In the process of professional growth, a turner can receive a higher rank, which requires knowledge, improvement of work technique and tool proficiency.
- 1st category - given to a student who does not have professional skills;
- 2nd category - acquired by a specialist who has experience in processing parts of 12–14 qualifications on universal machines;
- 3rd category - the employee is able to process parts on machines with 8–11 qualifications and has confirmed knowledge of setting up equipment, sharpening tools and designing a plasma torch;
- 4th category - a turner who has knowledge of special devices, heat treatment rules, calibration of profiles and preparation of cutting tools for operation;
- 5th category - a specialist who has the skills to process complex parts up to 6–7 qualifications, the correct sequence of checking lathes and adjusting tools;
- 6th category is the highest mark, reflecting the professional training of the employee, his knowledge and practical skills in working, servicing and setting up machines.
Turning
1. Turning cutters
Turning cutters are special cutting tools that are used for turning parts.
Turning cutters are used as the main tool for turning, planing, and other work on machine tools.
For high-quality and precise processing of the part and achieving the required shapes and sizes of the product, a turning cutter is used, with which layers of material are sequentially cut off.
In the process of cutting a layer of material, the cutter cuts into it, removing chips from its surface.
The edge of the cutter is its main working element.
Over time, the cutter is subject to wear, as evidenced by chipping of the cutting part (edge). To use a turning cutter in the future, it must be re-sharpened.
1.3 Cutting metal with a turning tool
2. Lathe _
A lathe is a machine for processing parts by cutting and turning.
on lathes: turning, boring and turning of various types of surfaces, threading, processing the ends of parts, drilling, countersinking and cutting holes.
The workpiece is installed in the center and rotated using a spindle, then the feed mechanism moves the cutting tool, the cutter, together with the support of the running shaft.
To perform additional types of operations on the machine, such as grinding, drilling, milling holes, additional equipment is installed on the machines.
The screw-cutting lathe is designed for lathe work with non-ferrous and ferrous metals.
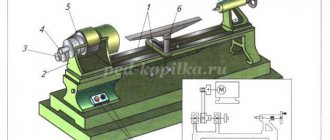
The window-screw-cutting machine consists of:
- C tannin is the main part of the machine, which is the framework for mounting all the mechanisms of the machine.
- Front headstock - it is also called the spindle headstock, due to the placement of the spindle, gearbox and other elements in it.
- The feed box provides movement from the spindle to the support.
- C support – designed to secure the cutting tool and feed it.
- F artuh - necessary to convert the rotation of the roller into the movement of the caliper.
- Center – installation for supporting the workpiece or tool.
Here you will learn how to determine and adjust the accuracy of a lathe , master concepts such as rigidity during turning, machining on mandrels, working with a mandrel.
Rules for working with spindle mandrels . The turning section examines screw-cutting lathes , such as the 1A62 screw-cutting lathe . It is described in more detail about turning cutters , their types, materials of turning cutters and their design. Wear and durability of the cutter also have a significant impact on turning.
How to determine cutting force, depth of cut, feed, calculation of cutting speed, cutting speed and what depends on it.
3. Turning again
Content
Basic information about cutters
- Parts of the cutter and elements of its head
- Cutter angles
- The meaning of cutter angles and general considerations when choosing them
- Formation and types of chips
- Built-up edge and its influence on the cutting process
- Forces acting on the cutter
- Determination of cutting force and its practical significance
Processing of parts in centers
- The order of processing parts in centers
- Marking center holes
- Centers
- Practice when securing parts in centers
Lathe chucks
- Three-jaw self-centering chucks
- Expanding the application limits of the three-jaw chuck
- Parts clamped in a three-jaw self-centering chuck
- Double jaw self-centering chucks
- Four-jaw chucks with independent jaw movement
- Checking the installation of a part processed in a four-jaw chuck
- Ammo care
Mandrels
- Devices for securing parts to a hole
- Mandrel with elastic shell
- Mandrels for securing to a threaded hole
Vibrations during turning
- Rigidity and vibration during turning
- Change in hardness during cutting
- Causes of vibrations
- Anti-vibration means
Turning accuracy
- Surface roughness processed on a lathe and the reasons for its formation
- Conditions on which the accuracy of processing parts on lathes depends
- Mating Parts
- Nominal and actual dimensions
- Deviations
- Preferences and clearances
- Comparison of hole system and shaft system. Areas of application of these systems
- The practical significance of processing parts with predetermined maximum dimensions
Bases and basing of parts
- Bases and locating parts on lathes
- Installation and measuring bases
- Some additional definitions
- Support and verification bases
Rough turning
- Cutters for rough turning
- Head elements and angles of carbide cutters
- General rules for installing a cutter in a tool holder
- Some features of working with carbide cutters with negative rake angles
- Rough turning measurements
- Measuring the diameters of workpieces with a caliper
Finish turning
- Preparing the machine for fine and precision turning
- Finish grinding cutters
- Settings for finishing grinding
- Caliper measurements during finishing
- Micrometer measurements during finishing
- Measurements with limit clamps during finishing
- Finishing of external surfaces