У истоков
Идея о том, что заготовке можно придать необходимые размеры и форму при помощи снятия стружки зародилась в незапамятные времена. Самый первый примитивный токарный станок, известный ученым, датируется еще VII веком до нашей эры. В импровизированные тиски, установленные на вращающейся основе, зажималась деревянная, костяная или роговая заготовка. Подмастерье или раб вращали конструкцию в разные стороны, а мастер при помощи резца придавал детали желаемые размеры и конфигурацию, прикасаясь режущим инструментом ко вращающейся заготовке.
Разумеется, подобный станок был крайне несовершенен. Он не позволял добиваться приемлемой точности, а физическая сила человеческих рук существенно затрудняла обработку, делая ее долгой, трудоемкой и недостаточно точной.
Как стать профессионалом
Токарному делу можно обучаться всю жизнь, так как помимо теоретической части специалист должен разбираться в современной технике.
Прогресс не стоит на месте, а значит, всегда будет присутствовать объект изучения. К тому же среди обрабатываемых материалов появляются новые образцы из композитных и полимерных соединений.
Для овладения профессией существуют учебные заведения и курсы, где высококлассные специалисты передают свой опыт молодым ученикам.
Работа подразумевает хорошую физическую подготовку, так как очень часто токари страдают от ряда заболеваний. Можно сказать, отменное здоровье, курсы повышения квалификации и умение настраивать оборудование поможет добиться желаемых высот в карьере.
Эволюция
Как ни странно, человечество шло по пути модернизации токарных станков очень медленно. Только к середине XVI века появились машины для обработки металла с ножным приводом, а несколько позже — и с водяным. Но резец все еще держала быстро слабеющая рука мастера. Настоящей проблемой становилось решение следующих задач:
- изготовление металлических деталей сложной геометрической формы;
- нанесение резьбы, как внешней, так и особенно внутренней;
- создание зубчатых колес, столь необходимых в те времена в самых разных отраслях.
К настоящему прорыву в эволюции токарной обработки металла привела промышленно-техническая революция, произошедшая в Европе (главным образом в Великобритании) во второй половине XVIII века. Металлических деталей самого разнообразного назначения требовалось все больше, спрос на них увеличивался в геометрической прогрессии, промышленность развивалась ударными темпами.
Тогда-то и были созданы гораздо более совершенные станки, где режущий инструмент мог перемещаться механически, независимо от физических возможностей оператора. А изобретение парового двигателя позволило создавать токарные станки способные обрабатывать крупные детали и достаточно быстро удалять с тела заготовки толстые слои материала, делать глубокие бороздки, нарезать резьбу с различным шагом и значениями глубины.
Первый прообраз современного токарного станка, содержащий все компоненты, которые мы привыкли видеть в нем сегодня, был окончательно доработан своим изобретателем — англичанином Генри Модсли — ровно в 1800 году. После чего за дело взялись американцы, добившиеся полной механизации процесса токарной обработки и существенно модернизировав конструкцию станка, сделав ее универсальной для производства различных видов работ.
Техника безопасности
Каждый работник обязан выполнять условия техники безопасности для исключения травматизма на производстве.
- спецодежда токаря должна быть застегнута и заправлена;
- волосы спрятаны под головной убор;
- рабочее место очищено от посторонних предметов;
- состояние станка тщательно проверено.
В процессе работы:
- необходимо следить за положением заготовки;
- для подъема тяжестей применять подъемник;
- не производить работы по регулировке, замерам и чистке на ходу работы станка;
- применять экран или очки для защиты от попадания стружки;
- после окончания работ привести в порядок рабочее место;
- не оставлять работающий токарный станок без присмотра.
При выявлении нарушений в работе или неисправностей оборудования следует обратиться к мастеру участка.
Профессия токаря представляет собой интересную, однако, чаще всего сложную работу, которая требует постоянного совершенствования навыков и изучения соответствующей литературы.
Современное оборудование и возможность посещения курсов дает возможность молодежи освоить и развивать любимое и прибыльное дело.
Токарная обработка сегодня
В наши дни потребность в металлических деталях с заданными геометрическими параметрами многократно возросла даже по сравнению с ХХ веком. Помимо сложности форм, к изделиям предъявляются все более и более высокие требования, касающиеся точности, измеряющиеся порой микронами и даже их долями. Несмотря на засилье пластика и некоторых других материалов, детали, выполненные из различных видов металлов, продолжают лидировать в подавляющем большинстве отраслей, где требуется прочность, надежность и долговечность.
Принцип токарной обработки остался неизменным. Посредством резца, фрезы, другого режущего инструмента, с заготовки, жестко закрепленной в специальном вращающемся патроне станка, снимаются лишние слои материала, придавая детали необходимую конфигурацию, геометрические параметры и функциональные характеристики.
Сегодня токарные работы выполняют совершенные, высокотехнологичные станки под управлением мощных компьютерных систем, за которыми осуществляет контроль высококвалифицированный оператор.
В результате удается добиться филигранной точности, обеспечить изготовление деталей сложнейшей конфигурации, самого разнообразного функционала и назначения:
- шестеренки и зубчатые колеса;
- разнообразные валы и втулки;
- гайки, муфты, кольца;
- шкивы и приводы;
- болты, винты, гайки, шайбы;
- другие детали сложных геометрических форм.
Современное токарное оборудование, помимо безупречной точности, обеспечивает высокую скорость обработки и практически полное отсутствие брака и простоев в работе.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.
Виды токарных работ
Комплекс токарной обработки включает в себя обширный список разнообразных операций. Среди основных из них можно выделить следующие:
- нарезка на внешней или внутренней поверхности детали разнообразных видов резьбы;
- сверление, растачивание отверстий, зенкерование, развертывание и так далее;
- отрез частей заготовки, ее доводка до необходимой конфигурации и формы;
- вытачивание различных канавок, углублений и технологических швов;
- обработка наружных поверхностей, торцов и уступов.
Помимо этого, токарная обработка металлов позволяет придать поверхности детали нужную степень шероховатости и необходимую фактуру.
Применяемый режущий инструмент
Сегодня на большинстве производственных и ремонтных предприятий применяются так называемые токарно-винторезные станки с числовым программным управлением (ЧПУ). Они обладают достаточной степенью универсальности, позволяют успешно решать большинство задач. При этом их размеры и стоимость относительно невелики. В последнее время все чаще можно встретить оборудование, оснащенное современными мощными компьютерными системами управления.
Что же касается режущего инструмента, то он отличается весьма широким разнообразием. Резцы, хотя и с большой долей условности, принято подразделять на несколько больших основных групп.
По форме:
- прямые;
- отогнутые;
- лезвия с оттянутой рабочей поверхностью.
Такие резцы могут иметь различную форму и калибр, а также могут быть правыми (двигающимися от задней бабки к передней) и левыми (перемещающимися в обратном направлении).
Читать также: Что общего в токарном и сверлильном станках
По назначению:
- проходные, предназначенные для обработки плоских торцевых участков;
- подрезные, обеспечивающие точение поверхностей, расположенных перпендикулярно оси вращения заготовки;
- фасонные, для получения заданного профиля детали;
- расточные для отверстий;
- резьбовые;
- отрезные;
- канавочные.
Резец тщательно подбирается в соответствии со сложностью работ, размером детали, поставленными задачами и сложностью обработки конкретной детали. Именно от выбора режущего инструмента зависит точность исполнения, скорость проведения обработки, скорость вращения шпинделя станка и многие другие аспекты.
Какими бы ни были современные технологии, какие бы ни появлялись инновационные материалы, применяемые в различных отраслях и сферах, токарная обработка изделий из металла, дерева, пластика, композитов продолжает сохранять свое важнейшее значение при осуществлении самых разнообразных строительных, производственных или ремонтных процессов.
Требования к различным деталям и раньше достаточно строго регламентировались разнообразными ГОСТами, ТУ, другими нормативами и лекалами. В наши дни эти требования продолжают ужесточаться, как в плане сложности конфигурации и параметров, так и в части требований идеальной точности.
Нет никаких сомнений в том, что еще очень долгое время профессия токаря будет одной из самых востребованных в производственной сфере. А с учетом все более усложняющегося уровня оснащения специализированной техники, станков и оборудования, эта профессия будет требовать все более высокого уровня квалификации работников, глубоких теоретических знаний и богатого практического опыта.
Разряды токарей
В процессе профессионального роста токарь может получить более высокий разряд, который требует наличия знаний, совершенствования техники работы и владения инструментом.
- 1 разряд — дается ученику, не имеющему профессиональных навыков;
- 2 разряд — приобретает специалист, который имеет опыт обработки деталей по 12–14 квалитетам на универсальных станках;
- 3 разряд — работник умеет обрабатывать детали на станках по 8–11 квалитетам и подтвердил знания о наладке оборудования, заточке инструмента и устройстве плазмотрона;
- 4 разряд — токарь, владеющий знаниями о специальных приспособлениях, правилах термической обработки, калибровке профилей и подготовке к работе режущего инструмента;
- 5 разряд — специалист, владеющий навыками обработки сложных деталей до 6–7 квалитета, правильной последовательности проверки токарных станков и регулирования инструментов;
- 6 разряд — высшая отметка, отражающая профессиональную подготовку работника, его знания и практические навыки в работе, обслуживании и наладке станков.
Токарное дело
1. Т окарные резцы
Т окарные резцы — это специальные режущие инструменты, которые используются для токарной обработки деталей.
Т окарные резцы применяются, как основной инструмент для токарных, строгальных, и других работ на станках.
Д ля качественной и точной обработки детали и достижения требуемых форм и размеров изделия используют токарный резец, с помощью которого последовательно срезаются слои материала.
В процессе срезания слоя материала резец врезается в него, снимая с его поверхности стружку.
О страя кромка резца является его основным рабочим элементом.
С о временем работы резец подвергается износу, о чем говорит выкрашивание режущей части (кромки). Для использования токарного резца в дальнейшем требуется его переточка.
1.3 Срез металла токарным резцом
2. Т окарный станок
Т окарный станок – это станок для обработки деталей способом резания и точения.
О сновные работы, выполняемые на токарных станках: точение, расточка и обточка разных типов поверхностей, нарезка резьбы, обработка торцов детали, сверление, зенкерования и нарезание отверстий.
З аготовка устанавливается в центра, и вращается при помощи шпинделя, далее механизм подачи перемещает режущий инструмент резец вместе с суппортом ходового вала.
Д ля совершения дополнительных видов операций на станке, таких как шлифование, сверление, фрезерование отверстий на станки устанавливается дополнительное оборудование.
Т окарно-винторезный станок предназначен для осуществления токарной работы с цветными и черными металлами.
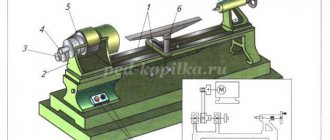
Т окарно-винторезный станок состоит из:
- С танина – основная часть станка, которая является остовом для монтирования всех механизмов станка.
- П ередняя бабка – еще ее называют шпиндельной, из-за размещения в ней шпинделя, коробки скоростей и других элементов.
- К оробка подач обеспечивает движение от шпинделя к суппорту.
- С уппорт – предназначен для закрепления режущего инструмента и его подачи.
- Ф артух – необходим для преобразования вращения валика в движение суппорта.
- Ц ентр – установка для поддержания обрабатываемой детали или инструмента.
З десь вы узнаете как определить и настроить точность токарного станка, освоите понятия такие как жесткость при токарной обработке, обработка на оправках, работы с оправкой.
П равила работы с шпиндельными оправками. В разделе токарное дело рассмотрены токарно-винторезные станки, такие как токарно-винторезный станок 1А62. Более подробно рассказано о токарных резцах, их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку.
К ак определить силу резания, глубину резания, подача, расчет скорости резания, скорость резания и что от нее зависит.
3. О сновы токарного дела
Содержание
Основные сведения о резцах
- Части резца и элементы его головки
- Углы резца
- Значение углов резца и общие соображения при их выборе
- Образование и виды стружки
- Нарост и его влияние на процесс резания
- Силы, действующие на резец
- Определение силы резания и ее практическое значение
Обработка деталей в центрах
- Порядок обработки детали в центрах
- Разметка центровых отверстий
- Центры
- Практика работы при закреплении детали в центрах
Токарные патроны
- Трехкулачковые самоцентрирующие патроны
- Расширение пределов применения трехкулачкового патрона
- Детали, закрепляемые в трехкулачковом самоцентрирующем патроне
- Двухкулачковые самоцентрирующие патроны
- Четырехкулачковые патроны с независимым перемещением кулачков
- Проверка установки детали, обрабатываемой в четырехкулачковом патроне
- Уход за патронами
Оправки
- Приспособления для закрепления деталей за отверстие
- Оправка с упругой оболочкой
- Оправки для закрепления за резьбовое отверстие
Вибрации при токарной обработке
- Жесткость и вибрации при токарной обработке
- Изменение жесткости в процессе резания
- Причины возникновения вибраций
- Средства борьбы с вибрациями
Точность при токарной обработке
- Шероховатость поверхности, обработанной на токарном станке, и причины ее образования
- Условия, от которых зависит точность обработки деталей на токарных станках
- Сопрягаемые детали
- Номинальные и действительные размеры
- Отклонения
- Натяги и зазоры
- Сопоставление системы отверстия и системы вала. Области применения этих систем
- Практическое значение обработки деталей с обусловленными заранее предельными размерами
Базы и базировка деталей
- Базы и базировка деталей на токарных станках
- Установочная и измерительные базы
- Некоторые дополнительные определения
- Опорные и проверочные базы
Черновое обтачивание
- Резцы для чернового обтачивания
- Элементы головки и углы твердосплавных резцов
- Общие правила установки резца в резцедержателе
- Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
- Измерения при черновом обтачивании
- Измерения диаметров обрабатываемых деталей штангенциркулем
Чистовое обтачивание
- Подготовка станка для чистового и точного обтачивания
- Резцы для чистового обтачивания
- Установки при чистовом обтачивании
- Измерения штангенциркулем при чистовой обработке
- Измерения микрометром при чистовой обработке
- Измерения предельными скобами при чистовой обработке
- Отделка наружных поверхностей