When choosing a fence made of rolled metal, you need to know in advance at what distance the posts are placed from the fence, how profile pipes are connected by welding, and what fastening methods are most reliable. Each type of metal frame connection has its own characteristics that should be taken into account when performing work.
Welding profile pipe
Rules for connecting profile pipes
Most metal pipes used as a base for various objects are thin-walled. Working with them is highly complex and only qualified welders can perform it efficiently. Welding a profile thin-walled pipe for beginners will take place without any problems if beginners in this matter take into account a number of important features of the process, the main ones are:
- Current power. It should be within 10-60 A ;
- Correct choice of electrodes. For thin-walled metals, products with a diameter of 0.5-2 mm are suitable;
- Welding type. The pipes should be welded in one pass.
How to weld a profile pipe correctly and quickly? The quality of welding at the joint is determined primarily by how quickly the electrode moves along the joint line . It is recommended to finish welding the seam before the cooling process of the edges begins. You can form a seam with a tear using rutile electrodes.
You should not ignore the general rules that will help you weld a profile pipe without flaws, regardless of its thickness:
- Under the influence of high temperatures, deformation of the metal workpiece is possible. It must be taken into account that the profile is more susceptible to melting compared to round pipes;
- It is possible that the melt will get inside the pipe and completely fill it. Therefore, if it is necessary to maintain hollowness, you need to carefully monitor the condition of the internal walls of the workpieces;
- When creating an end connection, static stress in the corners is not excluded. The main reasons for its appearance are incorrectly formed rollers at the joint or uneven heating of the rolled metal.
For beginners, it is preferable to choose welding a profile pipe with an inverter. The use of an inverter machine allows high-quality welding of various metal alloys.
Application of the hot method
A blowtorch, a hair dryer turned on at maximum heating temperature, or a gas burner are suitable for heating metal. Sand is used as a filler. It prevents rupture of the walls during bending, the appearance of dents and bulging of the metal. To prevent the filler from spilling out, it is recommended to install temporary plugs at the ends.
Important! It is necessary to monitor the glow temperature; overheating can cause the metal to melt. The method is suitable for pipes with a cross-section over 10 cm.
Let's look at how to bend a pipe at home without an aluminum pipe bender. A sheet of paper is brought to the heated surface. If it ignites, heating should be stopped. An indicator of sufficient heating on steel structures is redness to the state of scale. It should be remembered that the metal heats up along its entire length, so the work must be done with rubber gloves.
Equipment for welding profile pipes
Equipment for welding
To weld a profile pipe, you need to prepare a set of equipment. For manual welding, an inverter-type device, or rectifiers and generators that provide direct current, are best suited. In addition to the inverter, the welder may need gas devices - hoses, cylinders, torches, gearboxes, devices for supplying consumables. Gas equipment is not required if cored wire is used.
We must also not forget about personal protective equipment, brushes, and hammers. Magnetic corners, clamps, and clamps help to position the workpieces in the desired position . It would be useful for professional welders to purchase a centralizer, with which they can quickly align the ends of the profile and fix them.
Varieties of bending. We use a pipe bender
There are few options - either bend the profile pipe without a pipe bender, or use a machine of your own or a factory production.
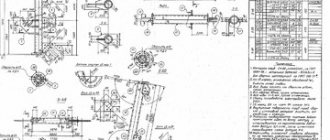
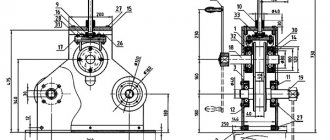
The general view of a manual pipe bender is shown in the figure. Let us remind you that corresponding devices with electric, hydraulic drive, and even numerical control are also produced.
Compact machine designed for bending hollow rolled sections Source prom.st
How to correctly bend a profile pipe on a pipe bender is always indicated in the manufacturer's instructions. The trick is different: such a technique pays for itself only with very frequent use. Therefore, let's turn to more real problems.
Welding methods
You should determine in advance which electrodes and how to weld the profile pipe. There are several methods for joining workpieces by welding, each of them has its own characteristics, which determine the choice of pipe joining option.
Manual arc welding
One of the simplest methods to get an even seam. A transformer or inverter welding machine is suitable for the job. Arc welding is suitable for connecting profiles with different wall thicknesses and section sizes. If the thickness is more than 4 mm , then the edges of the workpiece are protected and degreased.
diameter of 2.3 mm are needed; the current on the device is set in the range from 50 to 60 A. The arc method allows welding horizontally, vertically and even from below.
Welding for beginners video
Features of electric welding
Welding is performed using non-consumable (tungsten) electrodes. The rod is placed at a short distance from the bath, this will allow the formation of a dense, continuous seam with a short arc.
The diameter of the electrode is selected based on the thickness of the profile. If its walls are no more than 2 mm thick, then a rod with a diameter of 1 mm will be required. If the workpieces to be connected are thicker, then it is better to take an electrode with a diameter of 1.6 mm. The filler wire is selected in a similar way, that is, it must match the thickness of the material being welded or be slightly thicker.
For electric welding you will need a transformer, an inverter, a power supply, and equipment for supplying shielding gas. The consumption of argon or other gas should be no more than 12 liters per minute, the current strength depends on the thickness of the profile and can be in the range of 50-120 A . You need to finish cooking by reducing the voltage. The gas is shut off 10-20 seconds after the current supply is stopped.
Gas welding
Welding using gas equipment is no different from other methods. The desired area is heated, after which filler wire is applied to it. Melting, the rod fills the joint. The rod is moved strictly in the direction of the joint; depending on the chosen method, two gas welding technologies are distinguished:
- From left to right . The additive moves behind the burner, so the working area is optimally heated. In this case, the welder can constantly monitor the process. This method is considered the most suitable when welding profiles with a thickness of 5 mm or more;
- From right to left . When choosing this method, workpieces burn out extremely rarely, but it is suitable for connecting only thin-walled profiles.
After the seams have cooled, it is advisable to clean them and coat them with an anti-corrosion agent.
Important! The edges of corrugated pipes with walls up to 4 mm thick should not be formed.
How to properly weld metal using gas welding video
Using resistance welding
More suitable for enterprises, as it requires the use of expensive equipment and is characterized by increased complexity. No filler materials are used during resistance welding. Welding of workpieces occurs under high pressure electrodes with simultaneous exposure to voltage at the joining point. This leads to the melting of the metal and the formation of a homogeneous medium, which turns into a monolith after cooling. That is, the resulting connection has the highest margin of safety.
Resistance welding video
Welding with inverter
A type of arc welding using an inverter welding machine. The inverter is suitable for welding profiles of different thicknesses. The operating mode of modern models is pulse. 2 mm thick profile pipe , you need a current of 50 to 60 A. Thick-walled rolled products are connected using a more powerful electric current.
The work uses a coated additive. When the arc is excited, it begins to burn, which leads to melting of the coating. Part of it goes into molten rolled metal and part of it is converted into gas. Due to this, the welding zone does not come into contact with air. Inverter machines ensure smooth and high-quality seams.
Welding inverter video
What electrodes are used for profile welding
Profile pipes are most often made of carbon or low-alloy steel. The following electrodes are most suitable for welding:
- ANO-4 . Universal and most popular type of electrodes. Suitable for various types of devices, does not require pre-calcination;
- OZS-12 . Allows you to obtain a high quality seam. But electrodes of this brand are not characterized by increased moisture resistance;
- UONI-13/55 . The best electrodes for forming a strong connection;
- MR-3S . They are rarely used and mainly in situations where the quality of the seam must be ideal.
Which electrodes are preferable for welding a fence from a profile pipe? As practice shows, it is easier for beginners to use brands such as MP-3, OZS-12. They contain rutile, which simplifies the initial stage of welding, and the joints are strong and resistant to moisture.
Advice! The necessary skills can be obtained by practicing welding various pipe scraps.
Butt welding
The butt profile is especially difficult to weld. A number of tips from experienced welders will simplify the task:
- The workpieces need to be grabbed at the corners of the section. Then the joining is checked, if there is an error, it is corrected, and only after that they start welding around the perimeter;
- Thin-walled pipes are connected in one pass; thick-walled pipes require 2 or more;
- The arc speed must be such that the edges of the workpieces melt, but the metal does not sag;
- Finish the work so that the first overlap and the edge of the seam coincide.
Method of welding profile pipe video
Welding profile at 90 degrees
Welding profile pipes at an angle of 90 degrees is ideal only with practical experience. But there are a number of technical points, observing which you can simplify the process of obtaining a right angle:
- Pipes should be cut as carefully as possible;
- The workpieces are joined and tacked only on a flat surface;
- For fixation, devices are used that allow maintaining a stable right angle. Most often these are spacers, squares and gussets.
First, a rough connection of the parts is necessary. If the angle is maintained at the first stage, then final welding is carried out.
Welding of professional pipe
Profile pipes are connected by vertical, horizontal and so-called ceiling seams. Each of these options is selected depending on the tasks and design features.
Vertical seam
To obtain a vertical seam, the electrode is held at an angle forward. Stages of work:
- If workpieces of different thicknesses are connected, the arc is ignited on the one that is thicker. The electrode should be moved from bottom to top;
- With minimal delay, the rod moves to the second workpiece;
- After this, the arc can be broken and moved higher along the joint. However, experienced welders continue to form the seam, making uniform oscillatory movements.
Seam with ceiling position
The technique is similar to creating a vertical connection. You can periodically tear off the electrode, welding the workpieces using the spot method. If the seam is laid without tearing, it is recommended to use the tip of the rod to make circular movements of small amplitude.
The angle of the electrode is directed towards the pipe whose walls are thicker. separation should be 75-95 A , without separation from 65 to 75 A.
Features of the horizontal seam
If you need to weld a square from a profile pipe, then you cannot do without horizontal seams. Welding begins with a vertically positioned workpiece, since its heat dissipation is higher, and this reduces the likelihood of metal burning. The electrode is tilted towards the vertical post.
If the continuous cooking method is selected, the electrode must be moved without oscillating movements.
Welding work
Experts believe that the easiest way to insert into a steel external network is welding. A prerequisite for insertion is the ability to turn off the water supply to the system.
An autogenous tool is used to make a hole of a suitable diameter. Then the pipe is welded and the valve is mounted. The last element of the system is covered during further work. If the tapping is completed, the anti-corrosion protection will need to be restored.
If the pipeline is laid from polyethylene pipes, then welding work is not carried out. Taking into account the diameter of the consumable, the clamp is fixed.
How to avoid profile burning
How to avoid burning a profile pipe when welding video
Burning is most likely when working with a profile with thin walls. You can reduce the likelihood of a defect by choosing the right electrode. Its diameter should be up to 1.5 mm. The current should be minimal and the polarity of the connection reversed.
The following tips will help you avoid burning:
- The arc should be ignited on a tack;
- The electrode is placed at an angle back and passed over the junction at a distance of 10-15 mm;
- The arc is formed so that it is shorter;
- Oscillatory movements are excluded;
- They break the arc not at the end of the joint, but by going back 15-20 mm;
- Splashes from the melt and slag must be removed immediately.
During welding, you must always comply with all technological requirements and choose the right consumables; this approach significantly increases the chances of a perfect connection of the most complex workpieces.
Errors when welding profile pipes video
Varieties of domestically produced products
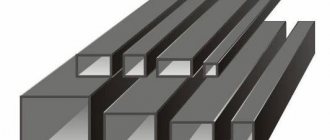
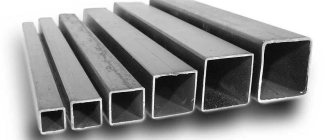
Bending a profile pipe is an operation that depends on the rolled material, the dimensions of its cross-section, the length of the workpiece and the bending radius. In the domestic pipe rolling industry, the most popular are square and rectangular sections (see figure). Oval ones are much less common, they noticeably lose in price, and they have no practical advantages.
We list the relevant standards:
- GOST 8645-68 . Applies to steel products with rectangular cross-section. Size range, mm – from 15×10 to 180×150, with wall thickness from 1 to 7 mm. Length – a multiple of 1250 mm, and up to 6000 mm;
- GOST 8639-82 . Refers to rolled steel pipes with square sections. Size range, mm – from 10×10 to 180×180 mm. Wall thickness, mm – from 0.8 to 14.0 mm. Length is a multiple of 1250 mm, with a maximum size of 6000 mm;
- GOST 32931-2015 . Designed for the production of metal structures, which, in addition to round profiles themselves, also include rolled rectangular, square, oval and flat-oval cross sections. Length – from 3.5 to 12.5 m.
It is the latest GOST, as the most detailed, that users should focus on.
Assortment of non-circular cross-section Source remrep.ru
Sometimes you have to face the need to bend a profile pipe made of non-ferrous metal or alloy, such as aluminum or copper. But these materials are known to have higher ductility than steel, so the recommendations given below also apply to workpieces of this type.