Purpose of files
A file is a universal-purpose hand tool capable of cutting off a thin layer from the surface of the material being processed with one forward movement. It can be used to solve many different problems:
- Clean parts and workpieces from rust and other types of corrosion.
- Remove a layer of dirt or paint.
- Turn the part until the required size is obtained.
- Sharpen other tools used in everyday work.
- Clean electrical contacts in electrical equipment systems.
- Grind and polish the surface of metal and other materials.
What is a file and what is it for?
This is one of the most popular types of metalworking tools for manual processing of a wide variety of materials: metal, wood, plastic, bones, glass and others.
Each application has its own type of tool, with the appropriate file elements for the task at hand.
As general functions, it is designed to perform the following operations:
• sharpening of cutting edges; • grinding and deburring; • surface cleaning to a certain level of roughness; • layer-by-layer filing of the surface; • cutting of blanks; • adjustment of sizes; • making grooves, chamfers, radii, splines, grooves, etc.; • giving structural elements the desired shape.
Read also: How the 12 220 inverter works
The corrugated surface is capable of providing a high level of accuracy and cleanliness of the processed elements at low physical costs.
A nail file can rightfully be classified as one of the varieties of this tool.
Types of files
Modern schoolchildren, finding themselves in tool shops on excursions, often look with a grin at the tools used by toolmakers. There may be sophisticated machines nearby that can cut off thick layers of metal within a few seconds.
And mechanics process the part using hand tools with handles, moving them over the workpieces, achieving the desired size or type of part. Often, to clarify some features, the results of work are viewed through magnifying glasses.
However, sometimes the fine finishing of a product cannot be entrusted to a machine. Only with the help of a file or its younger brother, the needle file, can the required parameters be achieved. These tools are used to remove a layer of metal.
Most often, a strong steel strip has a notch on it. These are low teeth located in a certain sequence (a special notch is applied). A special standard (GOST 1465-80) approves the rules for the location of teeth and their shape.
For manufacturing, carbon steels (U9...U11) or special iron alloys with alloying elements are used. The files undergo heat treatment, as a result of which the surface hardness reaches up to 54...60 HRC (Rockwell hardness).
For ease of use, the end has a triangular or cylindrical shank. A handle is placed on the shank. It is made from different materials (wood, plexiglass, metal). Professionals prefer to use wooden handles made of birch or walnut.
Important! To prevent the handle from splitting when the shank is driven in, a metal ring is installed at the end.
Tool steels for making files
While studying the properties of steel, we noticed that at a certain carbon content it becomes possible to obtain high hardness using special heat treatment. The low carbon content does not allow hardening, which increases the strength properties of the metal.
Only at a concentration of 0.8% and above do the properties of the Fe-FeC₃ alloy change (the properties are studied in a special course in metal technology, called “Materials Science”). Annealed steel is quite ductile and can be processed on metal-cutting machines. There is a condition in which high plasticity is noted. It is called austenite. Achieved at a temperature of 727 ⁰C and above.
Only hypereutectoid steels can be quenched and tempered. If there are no other additives, then they are usually designated as U8...U13. The letter “U” characterizes carbon steel, and the number indicates the carbon content in hundredths of a percent.
Attention! To carry out hardening, it is necessary to heat the steel part to the austenite temperature and above. It can be easily identified using a magnet. When the desired value is reached, the magnetic properties completely disappear when heated.
Some people believe that heating to the appropriate temperature is enough. When heated, the thermal conductivity of the metal decreases sharply. Within one minute, parts weighing about 1 kg are heated to a depth of 0.10...0.13 mm.
Important! To harden the surface to a depth of 1.5...2.5 mm, you will need to hold it at the desired temperature for at least 15...20 minutes. Less deep hardening may result in the measuring cone on the Rockwell instrument falling through a thin layer of hardened metal. The result will be disappointing.
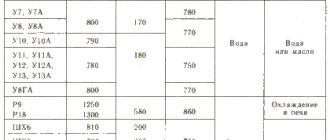
Hardening is carried out in water, air and mineral oil. A high cooling rate promotes deeper hardening of the metal. When making cutting tools, they are hardened in oil. Steel cooling occurs at a rate of 400…450 ⁰/sec.
After hardening, the parts acquire a certain fragility. Therefore, to relieve internal stresses, low tempering is performed. It occurs at a temperature of 180...250 ⁰С. The part is placed in muffle furnaces heated to a given temperature. Keep in them for at least 30...40 minutes. Then they allow it to cool slowly.
In practice, heat treatment of file metal occurs in the following sequence:
- The workpiece is heated to a temperature of 900…920 ⁰С (the higher value is explained by the fact that less time is required for internal heating of the metal).
- Maintain in a heated state for 15...20 minutes.
- It is hardened in mineral oil (it is allowed to use waste from internal combustion engines).
- Hardness testing is carried out, and with proper heating and cooling, hardened trostite (HRC 54...58) is obtained.
- The workpiece is placed in a muffle furnace at a temperature of 200…210 ⁰С.
- Leave for 30...40 minutes and take out.
- It cools down in air (temperature 18...22 ⁰С) on its own.
- The hardness is checked; for tempered trostite (the state of hardened and tempered metal), the hardness increases by 2...4 units.
To increase the strength and hardness of steels, alloying elements are added during welding. They make it possible to improve performance characteristics and obtain metal with desired properties.
File shapes
Types of files for metal have been developed over the past two hundred and fifty years. Dimensions and parameters were determined depending on the tasks that needed to be performed. Therefore, the shape of the teeth was also adjusted.
Initially, craftsmen were required to process cast iron, as well as products made of brass and bronze. The castings had a gating system and a burr. They were sawed off, and then the surface was polished. Files with different tooth sizes were used. For rough processing, a tool was used that was capable of removing up to 0.5...1.0 mm of a layer in one movement.
In the future, modern craftsmen have sets of hand-held cutting tools, which they use to bring parts to the required parameters. At manufacturing enterprises there is a category of workers (mechanics). One of the main tools is files.
Restoring a file using folk methods
At home, you can sharpen a file using simpler methods. Many craftsmen use improvised means to restore the cutting part of the tool:
- Lemon acid. Dirt and greasy deposits are removed from the file. After this, a solution is prepared - two full teaspoons of citric acid per glass of clean water. The file is placed in an acid solution for a day. In this case, you should periodically check the condition of the tool. After restoration, the file must be washed in an alkali solution to neutralize the acid.
- Ferric chloride. The reagent is mixed with water in a ratio of 1:4. The prepared file is immersed in this solution for 1.5 hours. After this treatment, the tool becomes much sharper.
Ferric chloride - file restoration agent
Instead of citric acid, you can use vinegar to restore the file. A simple soda solution is successfully used to degrease the surface. The instrument should be boiled in it for 10 minutes.
Classification by section shape
The form determined the name and purpose of the files, and the main classification was created on it. Depending on the profile of the surface being processed, the cross-section of the tool is selected. Manufacturers of files suggest using special hand tools with the following sections:
- Flat – files of this shape are suitable for processing flat and rounded (protruding) surfaces. This is the most common cross-section for such a tool.
- Square files are used for processing rectangular and square holes. They grind rectangular grooves on the surface.
- Round - they are used to process internal cavities and holes, remove sagging from welds and flash from castings. The desired configuration is achieved by finishing elliptical surfaces inside the part.
- Triangular - in cross-section they represent a regular triangle with an angle of inclination of the surfaces of 60 ⁰ to each other. Most often, such a tool is used to sharpen the teeth of another tool, for example, a hacksaw for sawing wood.
- Special - at some enterprises, specially shaped files are made in tool shops. For example, in the manufacture of air-cooled two-stroke internal combustion engines, the inlet ports must be modified. The blanks are produced by casting, but finishing is done manually (cheaper than using a specialized machine).
- Oval or semi-cylindrical files are used for processing cylindrical or conical cavities.
Depending on the size of the parts being processed, hand tools are made in different lengths. When steam locomotives were used, each crew of drivers had a file 720 mm long. Used to clean soot and other contaminants from the surface of steam boiler pipes.
Modern files are rarely made longer than 500 mm (the size is determined by the length of the working part where the teeth are). For small jobs, for example, watchmakers use needle files with a working length of about 50 mm.
There is an accepted rule: the larger the tooth, the longer the working part. The explanation is quite simple. The work is performed in a forward motion. By moving the working part further, we achieve deeper removal of the layer when grinding.
Large teeth leave deep marks on the treated surface. To achieve a better surface, allowance is left to obtain a high-quality surface. It is obtained by processing using files with smaller teeth.
Using velvet files, you get a shiny surface with a minimum amount of scratches. Subsequent polishing is done using other tools. In practice, processing is carried out in several stages (at least two). The first is processing with a rough tool, the second is finishing surfaces.
What is the difference between a rasp and a file?
Rough processing of parts can be entrusted to a rasp. This type of file is used for rough work; it has the largest notches, which is what makes it stand out. To achieve the best effect in your work, experts advise using a rasp in turn, and then a diamond file. A set of rasps is a good buy; several tools will make the work of a home craftsman much easier. The minimum number of products for working with wood, soft metal, plastic and leather consists of the following types of rasps:
- flat;
- round;
- semicircular.
Features of the use of manual turning tools
There is a very conditional division according to purpose. The main categories are identified.
- Bench files are the most common files. They are used in any industrial enterprise. It is not difficult to find such a tool in home workshops and personal households.
- Needles are used for fine work. The main users are jewelers and metalworkers. Without small tools it is difficult to handle hard-to-reach places. For example, Mikhail Timofeevich Kalashnikov, already a famous designer of automatic weapons, modified individual parts independently using a set of needle files.
- Sharpening files (mostly triangular and diamond-shaped) are used to sharpen teeth on hacksaws, saw chains and other places where cutting edges need to be restored to the required sharpness.
- Rasps are a special class of tools used for processing wood and other non-metallic materials. They are distinguished by the presence of teeth of a special point shape. Sometimes rasps are called bastard files, although this is not entirely true.
Instrument care
The file is quite fragile and quickly deteriorates if handled carelessly, so proper care is very important. During processing, metal filings get stuck in the recesses, which is why the properties of the tool are reduced, and it begins to slide over the surface - it “does not grip” it.
For bastard files, they sell a special blade made of soft iron. For the rest, a regular brush with steel bristles will do. Cleaning should only be done in the direction of the notch to prevent it from becoming dull.
It is worth familiarizing yourself with other rules for caring for a file.
- Do not hit the tool against hard objects. This applies not only to work, but also to storage. Therefore, it is better to put the tools separately in a box or case with sockets,
- Do not place on metal to avoid damaging the teeth. Therefore, even before work, you should take care of a stand for the file - preferably made of wood,
- store in a dry place to avoid rust,
- do not remove scale with a file - this will lead to rapid damage to the instrument (or remove it with one you don’t mind),
- “load” the file gradually - you should not file hard metals immediately after purchase. It’s better to start with soft ones and gradually move on to hard ones - this way the teeth will become less dull,
- If the file gets dirty in oil, charcoal will help - you should rub the tool with it, and then use a brush with steel bristles (all movements are made along the teeth).
Craftsmen on the Internet even sharpen files on their own using ferric chloride, vinegar or citric acid.
Types of notches on the surface of the tool
Based on the nature of the notches, it is customary to speak of a single or double design.
Single execution is more common with rough instruments. Here the tooth has a long cutting edge. Its length corresponds to the width of the file. To make it easier to penetrate into the thickness of the metal being processed, the notch is made inclined at an angle of 25⁰. The result is cutting with some displacement. It makes it easier to penetrate deeper into the part. The effort is slightly reduced.
The double design of the notches is made at an angle to each other. The second cut is made at an angle of 45⁰. Now the cutting teeth are limited in length. Where the lines intersect, places where chips break are formed. Consequently, such files require less physical effort during operation (no need to waste effort on twisting long shavings).
Numbering of notches on tools
Table for determining the notch number in relation to different section shapes
The size of the tooth on the surface depends on the density of the notches. The more there are, the smaller the teeth.
The classification of notches according to digital values from 0 to 5 is accepted. The largest teeth can remove up to 0.8...1.1 mm of metal. It is customary to assign the number “0” or “1” to such an instrument. Such an instrument was called “drachevy”.
Files that cut metal to a depth of 0.02...0.04 to 0.08...0.10 mm in one pass are numbered “2” or “3”. Such files are called “personal”.
If the tool removes 0.010...0.015 mm, then it is assigned the number “4” or “5”. They are called "velvet". When working with them, the highest processing quality and accuracy are obtained.
Typically, the notch is applied using the rolling method. The workpiece heated to the austenitic state is fed to the forming machine. The roller system rolls channels on the working surface of the tool.
The milling method is used to make personal and velvet files. The treatment is performed on workpieces before hardening.
Marking
The produced file must be marked. The marking is an image of the necessary information about the characteristics of the tool. The marking includes a class designation from 1 to 6; length indicated by the letter L; type of notch with numbers from 0 to 5. The last indicator is considered the most important by practitioners; it determines the choice of the right tool in a particular situation.
The tooth hardness indicator is designated by the letters HRC and two numbers - for example, HRC 55. The type of steel is designated as 13X or U13A.
Tooth sizes
The dimensions depend on the number of notches. The following classification is accepted:
- Files numbers 0 and 1 have 10…13 teeth per centimeter of length.
- Numbers 2 and 3 are characterized by the presence of 14...25 depressions per centimeter of length.
- Velvet files can have from 30 to 80 cavities per 1 cm of working surface.
A tall tooth gets clogged less often. Small teeth when processing soft metals can become clogged quite quickly. Therefore, metal brushes are used for cleaning; they remove metal residues from the cavities.
Sharpening methods
The file can be returned to its working shape using chemical, mechanical, sandblasting and electrochemical methods. Each tool sharpening option requires a special approach and is used for specific purposes.
Chemical:
One of the simplest and most effective methods for sharpening a file. Etching in chemical solutions allows you to completely restore the working surface of an old, dull instrument covered with rust.
Before treating a file with a chemical liquid, its surface is prepared:
- All dirt is removed with a metal brush.
- If there is rust, the instrument is treated with a special solution.
- Then the cutting part of the tool is degreased. To do this, you can use any dishwashing detergent or washing powder.
- The file, cleaned of grease deposits, is washed under running water. After this, it must be dipped in acetone to wash away any remaining oil deposits.
After such procedures, the rod with the teeth of the file will become completely clean and prepared for the etching process. For restoration, a special solution is used, the component composition of which has the following ratio:
- 86% – water;
- 8% – nitric acid;
- 6% – sulfuric acid.
The file is dipped into this mixture for ten minutes. The chemical solution allows you to increase the height of the teeth on the cutting surface without changing the thickness of the tool.
After the specified time, a check is performed on the work area. A file that is not sharpened well enough can be re-etched. The restored instrument is washed with soda solution.
Electrochemical:
This method of sharpening a file also requires preliminary cleaning of its cutting surface from dirt and grease deposits. After this, the instrument is immersed in an acid mixture:
- 80% – water;
- 11% – sulfuric acid;
- 9% – nitric acid.
In this case, a low voltage direct current is passed through. Aluminum plates are used as cathodes, the area of which must correspond to or slightly exceed the surface area of the file - the anode.
READ What is a thickness planer
Mechanical:
This option for restoring a file involves replacing old notches with new teeth. The working part of the tool is pre-fired.
Heat treatment is performed in a special oven at a temperature of 760 – 820 degrees. After this, the old notch is removed on a milling machine and the surface is completely sanded.
New tooth cutting can be done manually using a chisel. Factories use special sawing equipment to produce the ribbed surface of the tool.
The final stage of mechanical restoration of a file is hardening. For this, a solution consisting of 50 liters of water, 2 kilograms of table salt and 1 liter of hydrochloric acid is used. After this, the tool is cleaned, washed in water with a small amount of lime to protect against corrosion and dried.
Sandblasting:
For this method of file restoration, fine-grained sand is used. It is directed towards the cutting part of the tool at a slight angle. Sharpening is carried out from the shank side. Sand is passed under a pressure of 5 kgf/cm. sq. through a nozzle measuring 5 to 7 centimeters.
Sandblasting restoration method
The speed of sandblasting depends on the degree of flooding of the teeth and the grade of steel from which the file is made. The sand is directed towards the tool at a right angle. Initially, the main notches are sharpened, and then the surface of the auxiliary teeth is restored.
DIY file handles
Real craftsmen equip their existing tools with handles made by themselves. With the advent of plastics, there was a wider choice of materials for homemade products.
If you have a lathe, then the handle can be turned from hardwood: walnut, birch, ash. There are quite a lot of drawings on the Internet, using which a suitable handle is made.
Some craftsmen use epoxy resin to make unusual handles.
- First, possible porous materials that can be impregnated with epoxy resin are selected. Most often, fabrics of different colors are used. Micarta is created - a multi-layer fabric impregnated with epoxy.
- They are placed in the desired sequence.
- The epoxy resin is diluted according to the attached recipe.
- Wet each layer.
- Lay in the chosen sequence and place under a press.
- After polymerization is completed, a new material is formed - micarta.
- A file handle is made from micarta.
Video: “Cuban” files.