Properties of hardened metals
Hardening of metals is a procedure for processing a material at high temperatures to a certain limit and further cooling. During the hardening process, a phase transformation occurs from austenite to martensite. After hardening, the mechanical properties of steels change: strength and hardness increase, while brittleness also increases and ductility decreases. To reduce brittleness and improve ductility, I subject the steel to temper annealing.
Hardened steel can be processed using different methods:
- turning;
- milling;
- drilling;
- grinding.
But, for any type of processing, cutting modes should be chosen correctly, since due to thermal effects, the fragility of the metal increases. In addition, it quickly accumulates heat at the cutting site, which leads to material sticking to the turning tool and its rapid wear.
Steel turning
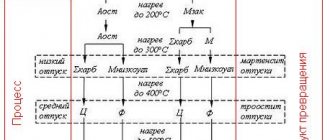
Temperature of critical points of steel 45
As previously noted, to improve the performance properties of the metal, heat treatment is carried out. It involves exerting a certain influence on the structure, after which the crystal lattice is rearranged and the qualities change. When carrying out heat treatment, critical points are often taken into account. Processing of steel St 45 is carried out taking into account the following factors:
- Temperature conditions. It is important to choose the right temperature, since too low will cause incomplete heating of the structure and complete restructuring of the structure will not occur. Too high an indicator causes overheating of the metal, as well as the appearance of scale. A variety of settings can be used to ensure that the required temperature is applied. An example would be blast furnaces or electrical installations. Melting temperatures that are too high determine that it is quite difficult to harden the steel in question at home.
- Rate of temperature increase. The heating rate can also determine which qualities will be transferred to the processed product. Modern equipment allows you to control the heating rate with high precision. For example, HDTVs have an electronic control unit; electrical energy is converted into magnetic energy, which causes heating of the structure.
- The length of time between exposure to different temperatures. When heat treating all metals, the presence of three critical points is taken into account and taken into account. The length of exposure may depend not only on the chemical composition of the material, but also on the size and shape of the workpiece.
- Features of the cooling process. The quality of the resulting product largely depends on the conditions under which the cooling process took place. For example, it is possible to use oil or water, as well as various powders as a cooling medium.
Quite often, HDTV is used to change the qualities of a metal. It is characterized by high efficiency in application, as well as ease of use. Today there are models that, if desired, can be installed in a home workshop.
Critical points are considered to be temperatures at which restructuring of the structure occurs. There are three main temperature points that are displayed on the plotted diagram.
Attention is also paid to choosing a more suitable cooling medium. For example, it is possible to carry out cooling in water. However, such an environment leads to uneven cooling, which leads to scale and other problems. For higher quality, oil is used. Large workpieces can be cooled in the open air, since it takes a long time to reduce the temperature.
Read also: UFO at home
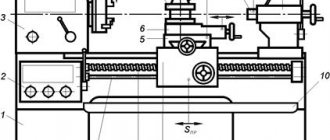
Cutting conditions when turning hardened steel
To obtain a high-quality part, roughing and finishing of hardened steel on lathes must be carried out taking into account the following recommendations:
- Start work at low speed and with the smallest depth of cut. This will allow you to obtain a small angle and achieve correct edge processing, which will have a positive effect on the service life of the tool.
- To achieve high quality surface finish of the part and reliability of the insert, increase the feed gradually. This approach will also improve chip removal and crushing.
- When finishing machining, select a cutting depth greater than the insert nose radius. This will eliminate the risk of deviation and allow you to achieve high precision when working with the internal surfaces of workpieces.
- Do not operate at very low cutting speeds as this will distort the tooling and workpiece.
A significant role when turning hardened steel is played by the use of coolant, which not only increases the reliability of the metal processing process, but also increases the productivity of the equipment and the quality of the finished product. It is important to use coolant correctly:
- for rough and semi-finish turning, it is recommended to opt for the lower coolant supply; in the case of finishing machining, preference should be given to equipment with a high-precision lower coolant supply;
- The level of coolant supply pressure must be adjusted in each specific case, depending on the cutting depth, material supply, nozzle diameter, and grade of steel being processed.
The book is devoted to cutting processing of hardened alloy structural steels. It presents the results of research and data from advanced manufacturing experience in the field of turning, face milling, drilling, reaming, countersinking and threading of hardened steels. It contains practical recommendations for choosing the design and geometry of the tool, as well as cutting conditions. The book is intended for engineering and technical workers of machine-building plants. It can also be useful to researchers and students of mechanical engineering universities and technical schools.
Literature
1. Encyclopedic reference book “Mechanical Engineering”, vol. 3, Mashgiz, 1947.
1a. online stores Chelyabinsk
2. Kashchenko G. A., Fundamentals of metallurgy, Mashgiz, 1956.
3. Kashchenko G. A., Fundamentals of metallurgy, Metallurgizdat, 1950.
4. Fridman Ya. B., Volodina T. A., On the strength and ductility of hardened steel, Reports of the USSR Academy of Sciences, vol. XLVIII, No. 8, 1945.
5. Grozin B. 3. Mechanical properties of hardened steel, Mashgiz, 1951.
7. Brokhin I.S., Modern domestic tool hard alloys and their properties, Collection “High-speed methods of metal processing. Reports and abstracts of reports at the Moscow conference on high-speed methods of metal processing", Mashgiz, 1949.
8. Granovsky G.I., Wear resistance of hard alloys and hardened tool steels, Collection of MVTU “Metal cutting and tools”, Mashgiz, 1955.
9. Riskin V. Ya. Proceedings of the first conference on hard alloys, Metallurgizdat, 1933.
10. Betaneli A.I., Hardness of hard alloys and mineral-ceramic materials in the hot state, “Bulletin of Mechanical Engineering”, 1953, No. 4.
11. Kazakov N.F., Study of the hardness of tool materials when heated, Collection of the Commission on Mechanical Engineering Technology of the USSR Academy of Sciences “Friction and wear when cutting metals”, Mashgiz, 1955.
12. Rassokhin V. Ya., Rura M. A., Foreign grades of hard alloys for metal-cutting tools, “Machine tools and instruments”, 1957, No. 6.
13. Kazakov N.F., Andrianova M.N., Determination of the cutting properties of tungsten hard alloys on cobalt and nickel cementitious bonds, “Machines and Instruments,” 1957, No. 6
14. Katsnelson V. Yu., Study of new grades of titanium hard alloys when turning steel with the removal of large-section chips, Collection of the Central Research Institute, Mashgiz, 1957.
15. Production of hard alloys, Collection of ITEIN AS USSR “Powder metallurgy in mechanical engineering of capitalist countries”, 1955.
16. Rakovsky V.S., et al. Hard alloys in mechanical engineering, Mashgiz, 1955.
17. Rakovsky V.S., Anders N.R., Fundamentals of the production of hard alloys, Metallurgizdat, 1951.
18. Mamaev V.S., Determination of the most favorable operating conditions for mineral-ceramic cutters, Abstract of the dissertation, Bauman Moscow Higher Technical School, 1957.
19. Kirillova O. M., Study of the cutting properties of instrumental mineral ceramics, Abstract of the dissertation, TsNIITMASH, 1958.
20. Instructional materials on the manufacture and use of cutters with mineral-ceramic plates, VPTI of transport engineering, 1956.
21. Logak N. S., Fine flow of hardened steels; Collection of the Central Research Institute, Mashgiz, 1951
22. Zorev N. N., Cutting forces when turning hardened steels, ITEIN AN USSR, 1955
23. Malkin A. Ya., High-speed flow of hardened steels, Collection “High-speed processing of metals by cutting”, Oborongiz, 1951.
24. Makarov A.D. Study of some components of processing errors and the height of microroughness during finishing turning of hardened steels, Abstract of the dissertation, Moscow Aviation Technological Institute, 1955.
25. Wulf A.M., Fundamentals of metal cutting, Mashgiz, 1954.
26. Maslov A A., Study of turning hardened steels., Abstract of the dissertation, Moscow Engineering Physics Institute, 1954.
27. Ministry of Machine Tool Industry of the USSR, High-speed cutting modes when turning and milling ferrous metals with carbide tools, Mashgiz, 1950.
28. Shchelkonogov N.I., Processing of hardened steels with carbide cutters and prerequisites for machining steel at particularly high cutting speeds. "Bulletin of the Metal Industry", 1938, No. 1.
29. Grudov P.P. Processing of hardened steels with cutters with plates made of hard alloys, “Machines and Instruments”, 1947, No. 3
30. Belousova E. A. Study of the surface quality of high-hardness steel after turning, Abstract of the dissertation, TsNIITMASH, 1956
31. Larin M. N., Determination of optimal front and rear angles of carbide cutting tools, Collection “Progressive technology of mechanical engineering”, part one, issue II, Mashgiz, 1951.
32. Krivoukhov V. A., Instructions for using the method of trans-speed cutting of metals, ed. Ministry of River Fleet, 1948.
33. Bolotin A I, Experience in introducing high-speed methods of metal cutting by cutting, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949.
34. Turchaninov I.G., High-speed cutting on, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949
35. Kapitelman V.I., High-speed flow of hardened steel with cutters made of hard alloys, “Machine tools and instruments”, 1948, No. 6.
36. Nekrasov S.S., Turning of hardened rings of large-sized bearings, “Bulletin of Mechanical Engineering”, 1950, No. 12.
37. Rudnik S.S., Laws of cutting speed for cutters made of superhard alloys, Collection of reports of the conference on metal cutting, 1937.
38. Besprozvanny I, M.. Physical foundations of the doctrine of metal cutting, Oborongiz, 1941.
39. Avakov A. A., Some issues of cutter durability, Proceedings of TbIIZhT, 1948, No. 3 - 4.
40. Besprozvanny I, M., Research of work during finishing machining with turning cutters, ONTI, 1938.
41. 3verev E.K., Optimal geometry of the cutter, “Orgainformatsiya”, 1935, No. 11.
42. Itkin M.E., Study of cutting speed and finishing of steels for locomotive and carriage axles using cutters A-21. "Bulletin of the Metal Industry", 1939, No. 9
43. Klushin M. I. High-speed cutting of metals, Mashgiz, 1947
44. Feldshtein E.I., Machinability of steels, Mashgiz, 1953
45. Isaev A.I., The process of formation of a surface layer during metal cutting, Mashgiz, 1950.
46. Reznikov N., I., The doctrine of cutting metals, Mashgiz, 1950
47. Matalin A. A., Surface quality and performance properties of machine parts, Mashgiz, 1956.
48. Dyachenko P. A., Yakobson M. O., Surface quality during metal cutting, Mashgiz, 1951.
49. Sokolovsky A.P., Scientific foundations of mechanical engineering technology, Mashgiz, 1955.
50. Silantyev A.V., On increasing productivity in transverse shaped turning of hardened steel ShKh15, Collection of the Moscow Engineering Physics Institute “New research in the field of metal cutting”, Mashgiz, 1957.
51. Zhikharev V.I., Processing of hardened alloy steels with cutters with ceramic plates, “Bulletin of Mechanical Engineering”, 1955, No. 7.
52. Khazhinsky N.M., High-speed processing of metals by cutting on 1-M GP3, Collection “High-speed methods of metal processing, Experience of Moscow factories”, Mashgiz, 1949.
53. Reznitsky L.M., Cutting of hardened steels, Mashgiz, 1949.
54. Reznitsky L.M., Turning of hardened steel, Lenizdat, 1951.
56. Larin M.N., Maslov A.A., Study of the method of processing hardened steels by introducing a transformed current into the cutting zone, Collection “New research in the field of cutting metals and plastics”, Mashgiz, 1952.
57. Designs of carbide tools, Collection of All-Russian Scientific Research Institute, Mashgiz, 1951
58. Design of cutting tools, Collection of All-Russian Scientific Research Institute, Mashgiz, 1956.
59. Design of end mills with sharpening knives outside the body, Collection of VNII, Mashgiz, 1954.
60. Markelov K. A., High-speed milling of steels with end mills, Oborongiz, 1953.
61. Larin M. N., Optimal geometric parameters of the cutting part of tools, Oborongiz, 1953.
62. Shchegolev A.V. et al., High-speed milling, Mashgiz, 1949.
63. Grudov P.P., Volkov S.I., Vorobyov V.M., High-speed milling of steel, Collection of All-Russian Scientific Research Institute, Central Bank of Technology, 1950.
64. Larin M.N., Fundamentals of high-speed milling, Collection “High-speed processing of metals by cutting”, Oborongiz, 1953.
65. Levin B.G., Drills with hard alloy plates, Oborongiz, 1940.
66. Ministry of Machine Tool Industry of the USSR, NIBTN, High-speed cutting modes for drilling, countersinking, reaming and threading of ferrous metals with carbide tools, Mashgiz, 1951.
67. Ignatov B. A., Study of drilling of hardened steels, Abstract of the dissertation, TsNIITMASH, 1956.
68. Romanov K.F., High-speed development and countersinking of hardened steels, Oborongiz, 1952.
b9. Mechanical Engineer's Handbook, vol. I, II and III, Mashgiz, 1951.
70. Rystsova V.S., Changes in the state of the surface layer of ground samples during wear, Collection of LIEI “Surface quality and durability of machine parts,” vol. II, 1956.
71. Podosenova N. A., Study of surface quality during external cylindrical grinding of hardened steel, Abstract of the dissertation, TsNIITMASH, 1956.
72. Alekseev A.V., On the issue of cutting hardened steels at high speeds, “Bulletin of the Metal Industry”, 1939, No. 1
73. Reznitsky L.M., Machinability of special hardened steels, Collection of LONITOMASH “Materials for the conference on metal cutting”, 1940.
74. N. N. Zorev, Issues in the mechanics of the metal cutting process, Magiz, 1956.
75. Grudov P.P., High-speed cutting, Collection “High-speed methods of metal processing, Reports and abstracts of reports at the Moscow conference on high-speed methods of metal processing”, Mashgiz, 1949.
76. Avakov A. A., The physical essence of high-speed cutting, Collection of works of the All-Union Scientific, Engineering and Technical Society of Railway Workers, Tbilisi, 1954.
77. Sadovsky D.V., Malyshev K.A., Sazonov B.G., Phase and structural transformations during heating of steel, Collection of “Metal science and heat treatment”, Mashgiz, 1955.
78. Accuracy of machining and ways to improve it, Collection of LPI named after. Kalinina, Mashgiz, 1951.
Selecting a cutting tool for turning hardened steel
Turning hardened steel is one of the most difficult tasks in metalworking, which is best solved using the following types of cutting equipment:
- Carbide inserts are a versatile and economical option that is resistant to abrasive wear. This tool is best suited for working with steel with a hardness of no more than 55 HRC. At higher specifications, the tool life will be significantly reduced.
- Ceramic plates – equipment made of mixed ceramics or reinforced with special crystals. It can last a long time even when working with very hard steel, but the surface processed by such a plate will not be of very high quality. Therefore, they are recommended for rough and semi-finish turning.
- Cubic Boron Nitride (CBN) inserts are a high-strength cutter that can handle hardened steel up to 65 HRC and allows for perfect metal finishing results with up to 70% time savings in the production process.