The main alloying element for the oxide film is magnesium. At temperatures above 340°C, magnesium diffuses out of the bulk of the alloy, and even at levels less than 50 ppm magnesium, a competing oxidation reaction occurs between outward diffusion of magnesium and inward diffusion of oxygen. At higher magnesium levels (up to 4%), a two-layer aluminum oxide film forms near the metal, as well as an outer layer of MgO. Thickening of these oxide films occurs until the magnesium layer is completely depleted. Typical weight gain curves for Al-4.2%Mg are comparable to the same factor for ultrapure aluminum. The results of the modern understanding of the oxidation process of aluminum and magnesium alloys were summed up in their works by scientists Wefer and Field et al.
The table shows the thickness of typical naturally occurring oxide films in comparison with chemical and anodic oxide coatings. Rupture of the oxide film can occur as a result of mechanical damage or chemical attack by anions such as chlorine ions. In most cases, reduction occurs immediately and, depending on the moisture content of the environment, may be accompanied by an oxygen reduction reaction or a hydrogen evolution reaction.
There is increasing evidence that there are flows in oxide films that can be used as crystallization centers during film rupture. This information is based on the results of electrochemical studies and on microscopic studies of transmitted electrons. In this regard, it was suggested that in solutions defects develop and are repassivated continuously, and the presence of aggressive ions inhibits the repassivation stage, with the pits serving as crystallization centers. Direct evidence of this is the presence of electrochemical noise formed before the initiation of the pit. It can be argued that even if defects exist, aggressive ions will still penetrate through their bases. This can be realized by the formation of unstable complex ions or by the development of salt islands, for example AlCl3.6H2O, followed by de-energized dissolution. Or the local pH value in the defect may become too low to effectively destroy the base of the defect and thus leave the aluminum surface unprotected. Currently, more and more scientists are leaning towards the latter option. As a result of film damage, corrosion occurs, which is discussed in more detail in the next section.
Source
Types of corrosion
Aluminum oxidizes quickly in the atmosphere, but to a shallow depth. This is prevented by a protective oxide film. Oxidation accelerates above the melting point of aluminum. If the integrity of the oxide film is compromised, aluminum begins to corrode. The reasons for the thinning of its protective layer can be various factors, from exposure to acids, alkalis and ending with mechanical damage.
Aluminum corrosion is the self-destruction of metal under the influence of the environment. According to the flow mechanism, they are distinguished:
- Chemical corrosion - occurs in a gas environment without the participation of water.
- Electrochemical corrosion – occurs in humid environments.
- Gas destruction - but accompanies heating and hot processing of aluminum. As a result of the interaction of oxygen with metals, a dense oxide film appears. This is why aluminum does not rust, like all non-ferrous metals.
On video: electrochemical corrosion of metals and methods of protection.
Ecology DIRECTORY
Corrosion of tanks (storage means) and fuel compartments of jet aircraft is accompanied by the formation of a brown slimy sediment on their walls and bottom, which is clots of solid contaminants of fuel, water and bacteria. Sometimes a slimy sediment completely covers the entire lower surface of the fuel compartments. After removing this sediment, it is discovered that the polymer protective coating of the fuel compartments has collapsed and pockets of corrosion have appeared on the surface of the aluminum. In these cases, the corrosion is pitting in nature, or is so deep that fuel begins to leak or show up on the surface of the jet wing.[...]
Aluminum in its chemical properties is an active metal, and in the presence of oxidizing agents it is quickly covered with an oxide film A1203: which becomes a protective layer and sharply reduces its chemical activity. Aluminum's resistance to corrosion largely depends on the conditions in which it is found. Aluminum is stable in cases where the protective film is preserved, and unstable when the A1203 film is destroyed or cannot be formed. In air, aluminum is covered with a protective film of aluminum oxide with a thickness of ■0.01-0.02 microns.[...]
Corrosion affects the morphology of surface damage and the rate of mechanical erosion under the influence of cavitation. When measuring residual stresses, the above researchers found that the mechanical damage caused in the surface layer by cavitation was significantly less when an anodic current was applied to the metal. Thus, it appears that layers in a state of mechanical stress can be continuously removed by the applied current, and the accumulation of cavitation bubbles will act on the fresh, unriveted metal surface. On the other hand, Hirs and Speckhardt [121] observed an increase in the “mechanical” component of copper mass loss when an anodic current was applied. However, the area of cavitation caused by uneven metal surfaces was flatter and wider under these conditions. This was attributed to the preferential dissolution of the ridges of the irregularities. Damage to the surface of passive metals (titanium, aluminum and iron [21, 118, 119]) is distributed non-uniformly due to local cracking of the film and accelerated corrosion of exposed areas. Local corrosion (especially pitting) increases mechanical erosion, since a rough surface contributes to the formation of voids in pitting [ 4].[ …]
Observations of aluminum plates exposed to various atmospheric conditions over a long period of time showed a direct correspondence between the corrosion rate and the CO2 content in the atmosphere [86]. In the atmosphere of industrial areas, a sulfur-containing corrosion product A12(804)3-18HgO is formed on the surface of aluminum [87]. At low relative humidity, aluminum absorbs a small amount of E02 mainly due to physical adsorption [87]. As humidity increases, absorption increases, although it does not reach the same levels as for iron and zinc [74, 87]. The proposed mechanism for accelerating aluminum corrosion in the presence of EOg is the effect of an acid on the protective oxide film; acid is formed by the dissolution and oxidation of 02 in an aqueous film on the surface of a metal [87].[...]
Causes corrosion of iron, zinc, aluminum; sodium salt is less corrosive and stable in the absence of moisture. [...]
Accelerated corrosion in sulfur-containing oxidizing gases and alkali metal salts is known as “high temperature corrosion.” High-temperature corrosion is associated with the formation of alkali metal salts Ma2504 and K2E04, which dissolve protective oxide films, and as a result, unprotective oxide films are formed on metals [33]. The introduction of vanadium oxide, vanadium [6], chlorides [100] and free carbon [60] into the gas environment increases the rate of high-temperature corrosion. Additions of aluminum and chromium to the alloy generally increase its resistance to high-temperature corrosion.[...]
Aluminum’s low density, high electrical conductivity, ductility and corrosion resistance allow it to be used in its pure form and in alloys with other metals in a wide variety of industries.[...]
It has been established that AD1M grade aluminum is unsuitable as a material; containers at 20% e.g. VF due to the active nature of pitting corrosion on it. The occurrence of pitting corrosion in CE environments. HF is associated with the presence of O-ions, which are activators of local types of corrosion. [...]
The corrosion resistance of aluminum largely depends on its purity: the fewer impurities in aluminum, the greater its corrosion resistance. The corrosion rate of an aluminum alloy containing 98% aluminum is 80 times greater than that containing 99.5% aluminum [55].[...]
The surfaces of parts made of aluminum, copper and their alloys are cleaned of corrosion with a fine powder or piece of pumice or sandpaper with a grain size of at least 180, moistened with solvent gasoline or transformer oil. The cleaned surface is wiped with cotton napkins moistened with B-70 gasoline.[...]
Iron and zinc are more susceptible to corrosion in the presence of salts rather than in the presence of gases, brass and aluminum - vice versa [60].[...]
Protectors are made from zinc, aluminum and alloys that are anodes to iron. Protective protection is widely used to combat corrosion in tanks and especially in underground oil and gas pipelines, extending their service life and preventing product leaks into the soil, and then into water bodies and air. These leaks can be large because the product is pumped under high pressure and the distances between shut-off devices are significant.[...]
The presence of several metals, for example steel-aluminum, steel-copper, also increases the rate of corrosion. In this case, especially in the presence of water, electrochemical corrosion processes occur intensively, the products of which contaminate fuels and oils.[...]
Acid precipitation accelerates the processes of corrosion of metals and destruction of buildings and structures. It has been found that in industrial areas steel rusts 20 times faster and aluminum degrades 100 times faster than in rural areas. There are numerous examples of what began in the mid-20th century. destruction of historical and cultural monuments made from natural minerals (marble, limestone and others containing CaCO3 and MeCO3).[...]
A big problem is the corrosion of metals under the influence of acid precipitation [21, 34]. Various metals - copper, aluminum, iron and even steel - quickly absorb sulfur dioxide and acids on their surface and are gradually destroyed [55].[...]
Under normal atmospheric conditions, pure aluminum is resistant to corrosion and does not require special protection. In urban or industrial environments where the atmosphere is heavily polluted, aluminum is unstable and requires protection. Aluminum is stable in water if it contains few chlorides and fluorides; Aluminum is unstable in sea water and cannot be used without protection. Aluminum is stable in solutions of sulfates and nitrates. Aluminum is unstable in alkaline solutions [68].[...]
The results of quantitative assessment of PC on aluminum are given in the table. An assessment of pitting corrosion was carried out on four A1 samples, two of which were in the liquid phase, two at the phase interface (liquid-vapor).[...]
It has been established that the maximum corrosion rate for carbon steel is observed at circulating water temperatures of 45–65°C. Alloys EZh-2, EI-811, EI-268, EI-645, VT-1, Hotelloy “S”, aluminum are corrosion resistant in water flows.[...]
Calculation of depreciation scrap resources for aluminum is carried out based on the volume of the metal fund, which is determined by summing up annual metal investments minus depreciation, metal losses from corrosion, abrasion and incomplete collection of depreciation scrap. Calculation of the formation of depreciation scrap for its individual types is carried out based on metal investments in the production of a given product and its service life.[...]
The technology for producing aluminum dihydroxosulfate (DHSA) A12(S04)2(0H)2 - 11H20 was not developed until recently, and therefore it was not used as a coagulant. Micelles formed as a result of hydrolysis carry a higher positive charge and have better adsorption capacity. Being a more basic coagulant, its solutions are less aggressive, due to which acid corrosion of equipment and communications is sharply reduced. The production of dihydroxosulfate requires significantly less (33%) sulfuric acid, which can significantly reduce its cost. The consumption of the new coagulant (calculated on A1203) is 15-20%, and in some cases 30-35% lower than aluminum sulfate.[...]
In cases where wastewater is treated with aluminum sulfate, its active reaction upon reuse is reduced. To prevent corrosion of pipelines and structures, circulating water is alkalized with lime; its dose does not exceed 70 mg/l in terms of CaO.[...]
A quantitative assessment of pitting corrosion was carried out using a microscopic method on AD1M aluminum in emulsion concentrate media (vinyl phosphate (VF)). [...]
The main ways to prevent or reduce corrosion of tanks, pipelines and other equipment are: the use of corrosion-resistant metals and alloys, the replacement of metal products with chemically resistant non-metallic ones, the application of protective coatings, the introduction of special additives •—■ corrosion inhibitors into the liquid. Sometimes electrochemical protection of metal structures is also used for this purpose. The use of corrosion-resistant metals and their alloys for the manufacture of reservoirs, pipelines, tanks and other equipment for transporting and storing liquids is a very effective way to prevent the formation of corrosive contaminants, but the rather high cost of these materials and the great demand for them in various sectors of the national economy limits the area using this method of combating corrosion. Typically, equipment is made from corrosion-resistant metals (stainless steel, aluminum, etc.) for storing and transporting liquids that have pronounced aggressive properties (inorganic acids, alkalis, etc.), as well as in cases where cleanliness is required. liquids have particularly high demands.[...]
The results of three cycles are as follows: in magnetized solutions, corrosion of steel decreased by 87.8%, aluminum by 88.2% and cast iron by 68.3%. An increase in anti-corrosion effect (for steel by 4-5 times) indicates the advisability of repeated magnetic treatment of this solution.[...]
Depending on the type of metal and exposure time, corrosion rates in the urban atmosphere are from 1.5 to 5 times higher than the rates observed in rural areas [18]. A threefold decrease in the BOg content of Pittsburgh air from 0.15 to 0.05 ppm between 1926 and 1960 resulted in an almost fourfold decrease in the rate of zinc corrosion. In Fig. Figure 1.6 shows the effect of BOG on the corrosion of mild steel in Chicago. Sulfur dioxide is considered the most harmful pollutant affecting the corrosion of metals. The rate of corrosion also largely depends on temperature and especially relative humidity. Aluminum is weakly susceptible to the effects of GO-However, at a relative humidity of 70% or more, the corrosion rate increases sharply [28];. NAKZA recently published the results of long-term studies of the influence of the atmosphere on the tensile strength of aluminum [29]. Exposure in rural areas leads to a decrease in the tensile strength of aluminum by 1% or less over 20 years, while an industrial atmosphere over the same period results in values ranging from 14 to 17%. There is an extensive review in the literature devoted to the corrosion of metals caused by various atmospheric characteristics for the period before 1960 [30]. Sulfuric and sulfurous acids attack a variety of building materials, including limestone, marble, slate slabs and lime mortar. The highly soluble sulfates formed are then leached by rain. Fabrics made from nylon, especially nylon stockings, are particularly sensitive to the content of pollutants in the atmosphere. The impact of both is obviously associated with 502 or sulfuric acid aerosols.[...]
Iron salts as coagulants have a number of advantages over aluminum salts: better action at low water temperatures; a wider range of optimal pH values; greater strength and hydraulic fineness of the flakes; the ability to use for waters with a wider range of salt composition; the ability to eliminate harmful odors and tastes caused by the presence of hydrogen sulfide. However, there are also disadvantages: the formation of strongly coloring soluble complexes during the reaction of iron cations with some organic compounds; strong acidic properties that increase equipment corrosion; less developed surface of the flakes.[...]
When treating drinking and waste water, aluminum salts, iron salts and their mixtures in different proportions are used as coagulants. Less commonly used are magnesium, zinc and titanium salts. Coagulants are supplied to water treatment plants in the form of pieces and slabs, granules and powders, and sometimes in the form of concentrated solutions. At stations, working solutions of coagulants of a certain concentration are prepared in special tanks protected from corrosion and dosed into the treated water.[...]
The compactness of films often has a decisive influence on the development of corrosion processes. For example, aluminum oxidizes more easily than iron (it is more electronegative). However, it is more stable in air, since, when oxidized, it becomes covered with a dense film of oxide. Its insulating effect is all the more significant since the resulting Al203 is less soluble in water than iron oxides. [...]
The nozzle body can be made of brass, stainless steel, anodized aluminum or other metal that will not corrode from insecticides. The nozzle tip with hole is made of 18/8 stainless steel or other material with equivalent anti-corrosion properties. [...]
All equipment used in the production of ammonia based on ammonium nitrate is made of aluminum or stainless steel. When studying the properties of ammonia of various compositions, it was found that ammonia based on ammonium nitrate causes more intense corrosion of steel than ammonia, which contains calcium nitrate along with sodium nitrate. Therefore, it is advisable to use ammonia of approximately the following composition: 20% IMN3, 30% NH4N03, 27.7% Ca(NO3)2 and 22.3% water. Ammonia of this composition contains 31.9% nitrogen, the density of the liquid at 20 °C is 1.25 g/cm3, the vapor pressure at 20-30 °C is approximately 1 kgf/cm2. [...]
For example, iron may be contained in source water, but it can also enter drinking water as a product of corrosion of metal pipelines; aluminum may not end up in drinking water due to the use of its compounds for water coagulation at water supply stations. [...]
Contact of parts painted with enamels containing mercury fungicides should not be allowed with parts made of unprotected aluminum or its alloys in order to avoid corrosion of the latter. When painting such parts, at least two layers of enamel without fungicides are applied to the primer. When introducing mercury fungicides into enamel, it is necessary to follow the safety rules related to working with mercury preparations. [...]
Air pollution has an adverse effect (due to abrasive action, soot deposition and corrosion) on the facades and roofs of buildings, metal structures and transport, and the corrosion of metals depends on the relative humidity of the air: corrosion of aluminum begins at air humidity of more than 80%, mild steel - at humidity from 60 to 75%, nickel and copper - at a humidity of 63 to 70%. Corrosion occurs largely under the influence of sulfuric acid, which is formed in the air when sulfuric anhydride reacts with water vapor and falls with rain.[...]
The effect of synthetic surface substances on equipment. The result of exposure of equipment to these substances is corrosion, which can occur on the metal walls of washing machines, washbasin outlets, wastewater treatment plant equipment or water supply stations. Systematic experiments have shown that the corrosive effect of solutions of pure alkylaryl sulfonate (0.8 g of the active part of the substance per 1 liter) is very small, but it increases in the presence of inorganic salts. Zinc suffers the greatest damage; copper and aluminum suffer much less corrosion.[...]
In the Soviet Union, several standard designs of collapsible pontoons for cylindrical tanks, which are mounted through manhole hatches, have been developed. For the manufacture of pontoon elements, aluminum and its alloys, foam plastics, plastics or combinations of these materials are used, and preference is given to pontoons made of synthetic materials, the cost of which is 25-30% lower than metal ones, and the weight is 3-4 times less. When mass-producing pontoons in a factory, their installation in a tank does not take long (a tank with a capacity of 5-10 thousand m3 is equipped by a team of 3 people in 8-10 days). Capital investments in the construction of pontoons are recouped by reducing gasoline losses from evaporation in less than 1 year of tank operation. Previously used floating pontoons often sank in tanks and this caused distrust among production workers. The causes of pontoon flooding are mainly due to poor design of the valves sealing the space between the edge of the pontoon and the tank wall, as well as welding defects, cracks and corrosion or deformation of the tank. Serviceable pontoons can also be flooded due to gas and air pockets accidentally pumped under the pontoon along with petroleum products or oil from supply pipelines after they have been repaired, if the pipelines are not equipped with fittings for gas outlet. Gas-air plugs, floating above the inlet-dispenser pipe, can break the seal of the valve and throw a significant mass of liquid onto the pontoon. For the same reason, it is not recommended to pump products with a saturated vapor pressure higher than the established norm into tanks equipped with pontoons.[...]
Under semi-production conditions, the same N30 solution with a pH of 5.6–5.7 circulated at a speed of 2 m/s in a loop, passing through a magnetic field of 41 kA/m 65–70 times. The cycle duration was 48 hours. Under these conditions, corrosion of aluminum plates decreased by 88%, Steel 45 by 87% and cast iron by 68%. [...]
Similar results were also obtained by A. N. Shakhov. He subjected distillation liquid (a concentrated aqueous solution of salts, mainly chlorides) to magnetic treatment. Samples of Steel 20, an aluminum-bronze alloy, and copper plates were placed in the solution. The magnetic field strength in experiments with steel samples was 5 kA/m (62 Oe), with aluminum samples with bronze 35 kA/m (440 Oe), and with bronze samples 100 kA/m (1250 Oe). At the same time, corrosion decreased by 25, 25.6 and 64.3%, respectively[...]
Some pigments have specific properties that determine their area of application. Thus, it has now been established that zinc crown is the best inhibitor, that is, the best material for protecting aluminum and its alloys from corrosion; therefore, zinc crown is necessarily introduced into primers for aluminum and its alloys as a pigment.[...]
A more reliable method can be considered to be the maintenance of conditions in the interelectrode volume that prevent the formation of poorly or insoluble compounds. To select such conditions, it is advisable to use Pourbaix diagrams [104], which describe the region of corrosion and passivation of metal in aqueous media depending on pH and Eb. As experimental studies have confirmed, for iron and aluminum it is necessary to maintain a pH less than 4 or more than 10 to activate the electrode surface, as well as a redox potential below -(0.2h-0.4) V. These prerequisites are confirmed by electrocoagulators proposed by the Vilnius Design Bureau of Mechanization and automation, using acidic or alkaline electrolytes of galvanic or other industries as a working solution. [...]
When reagent treatment of sediment occurs, coagulation occurs - the process of aggregation of fine and colloidal particles. In this case, the formation of large flakes with the rupture of solvent shells and a change in the forms of water bonding contributes to a change in the structure of the sediment and an improvement in its water-giving properties. These salts are introduced into the precipitate in the form of 10% solutions. Waste containing FeCl3, AO3, etc. can also be used. The most effective is the use of ferric chloride together with lime. The dose of ferric chloride is 5-8%, lime 15-30% (by weight of the dry matter of the sediment). The disadvantage of reagent processing is the high cost, increased corrosion of materials, the complexity of transportation, storage and dosing of reagents. [...]
The corrosive activity of a number of metals and alloys decreases under certain environmental conditions. This loss of activity is known as passivation. Passivation is caused by the formation of a protective film (possibly oxide) on the metal surface. The nature and properties of protective films are very important from the point of view of resistance to erosive corrosion. The ability of these films to protect metal depends on the speed and ease with which they form during initial exposure of the metal to the environment, on their resistance to mechanical damage, and on the rate of their renewal after destruction or damage. Protection against corrosion of iron, nickel, titanium, aluminum and their alloys, which form passive oxide films, depends on the access of oxygen to their surface. In this regard, conditions under which the rate of oxygen diffusion to the surface of these metals increases will contribute to the formation of oxides and, consequently, a decrease in the rate of corrosion of metals. On the contrary, an increase in the rate of oxygen diffusion to the surface of active (non-passivating) metals, for example copper, leads to an increase in the rate of corrosion of the metal due to an increase in the reaction rate according to reaction (3).[...]
Causes of aluminum corrosion
The corrosion resistance of aluminum depends on several factors:
- purity - the presence of impurities in the metal;
- exposure environment - aluminum can be equally susceptible to destruction in clean rural air and in industrially polluted areas;
- temperature.
In many cases, low-concentration acids can dissolve aluminum. The natural oxide film does not protect against corrosion.
Powerful destroyers are fluorine, potassium, sodium. Aluminum and its alloys corrode when exposed to chemical compounds of bromine and chlorine, lime and cement solutions.
Corrosion of aluminum and its alloys occurs in water, air, carbon and sulfur oxides, and salt solutions. Sea water leads to accelerated destruction. Aluminum is considered an active metal, but it also has good corrosion properties.
There are two main factors that influence the intensity of the corrosion process:
- degree of aggressiveness of the acting environment - humidity, pollution, smoke;
- chemical structure.
Aluminum does not corrode in clean water. Heating and steam do not affect the protective oxide film.
Methods for protecting materials from corrosion
Aluminum is a type of alloy that can withstand the risk of corrosion under different conditions - in the soil, in the open air, in contact with water.
Three recommendations to help significantly increase the degree of protection of the material:
- Taking into account the characteristics of the alloy and the area of use . Depending on the type of environment, different elements in the alloy can act as additional corrosion catalysts. Thus, increased copper content may increase the risk of problems when in contact with seawater.
- Elimination of unfavorable neighborhoods . In particular, you should not use products nearby whose materials can create cathode-anode bonds with aluminum.
- Application of special coatings . They prevent contact between the base alloy and factors that cause rust. Various mastics, powder, and anodic oxide coatings are used. It is also important to take into account the conditions of their application and properly prepare the surface to increase the degree of adhesion.
If the problem does arise, it will be possible to solve the question of how to remove corrosion from aluminum.
For this purpose, mechanical cleaning and special inhibitor compounds are used, which can significantly increase the degree of protection and prevent further spread of damage.
Return to articles Share article
Manifestation of aluminum corrosion
The following types of corrosion of aluminum and its alloys are distinguished:
- Superficial – the most common, causes the least harm, is easily noticeable and can be quickly eliminated.
- Local – destruction is observed in the form of depressions and spots. A dangerous type of corrosion due to its invisibility. Found in hard-to-reach parts and assemblies of metal structures.
- Thread-like, filigree - observed under organic coatings, on weakened areas of the surface.
Any type of corrosion of aluminum structures causes destruction.
This shortens the life of the products. In a galvanic couple, aluminum can corrode while protecting the other metal.
The natural anti-corrosion properties of aluminum and its alloys are not enough. Therefore, mechanisms, assemblies, structures and metal products need additional protection.
Ways to combat corrosion
Corrosion protection is carried out in several ways:
- Mechanical paint and varnish protective coating.
- Electrochemical protection – coating with more active metals;
- Coating of aluminum with powder compositions, the so-called aluminizing process;
- High voltage anodizing;
- Chemical oxidation;
- Application of corrosion inhibitors.
Mechanical coating
How to protect aluminum from corrosion? The most commonly used mechanical method is applying a layer of paint.
Paint the product and you will see the effectiveness of this method. Painting can be wet and dry, or powder. These technologies will improve. In wet painting, paint layers are applied after protecting the aluminum with a composition containing zinc and strontium compounds. The metal base is carefully prepared: protected, polished, dried. The primer is applied in stages.
When the solvent from the primer mixture has completely disappeared, the surface can be coated with an insulating composition: oil or glyphthalic varnish.
Special compounds help stop corrosion and protect aluminum structures from chemicals, gasoline, and various types of oils. The choice of coating depends on the conditions of subsequent use of the metal product:
- hammer - used to obtain structures of various color shades used in decoration;
- bakelite - applied under high pressure, filling microcracks and pores.
Powder painting requires thorough cleaning of the surface from grease and various deposits. This is achieved by immersion in alkaline or acidic solutions with the addition of wetting agents. Next, a layer of chromate, phosphate, zirconium or titanium compounds is applied to the aluminum structures. After this it will not oxidize.
After drying the material, a protective polymer is applied to the oxidized area. The most commonly used are polyesters that are resistant to mechanical, chemical and thermal influences. Polymerized urethane, epoxy and acrylic powders are used.
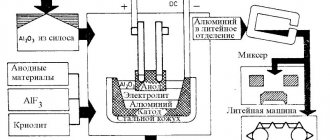
Aluminum oxidation
Aluminum oxidation occurs at direct current under a voltage of 250 V. The protective film is grown at room temperature with water cooling. No pulse source required. The films are obtained dense and durable within 45-60 minutes.
The density and color of the oxide coating are affected by the temperature of the electrolyte:
- low temperature forms a dense film of bright color;
- increased - forms a loose film that requires further painting.
Aluminum can be protected from corrosion by an electrochemical reaction. The process is divided into several stages:
1. At the preparation stage, the aluminum product is degreased by immersing it in a solution of oxalic acid.
2. After washing with water, immerse in an alkaline solution to remove the unevenly formed oxide layer.
3. For additional coloring, aluminum products are immersed in appropriate salt solutions. To fill the formed pores, the metal material is treated with steam.
4. The product is then dried. Anodic oxidation can be carried out using alternating current.
To protect against corrosion, chemical oxidation is used - it is less expensive and does not require special electrical equipment and qualifications of performers. A simple chemical composition is used.
During the aluminizing process, the resulting oxide film 3 microns thick has a light green color, has high electrical insulating properties, is non-porous, and does not stain.
Corrosion of aluminum occurs due to nearby metals that have oxidized. Isolation helps prevent this process. These can be gaskets made of rubber, bitumen, paronite. When covering with rust, varnish and other insulating materials are used. There are no other ways to get rid of this problem yet.
Construction material for low temperatures – aluminum
Aluminum alloys are a very important class of structural metals for use at sub-zero and even cryogenic temperatures. They are used in parts to work at temperatures as low as -270 °C. At subzero temperatures, most aluminum alloys exhibit only minor changes in their strength properties.
The tensile strength (tensile strength) and yield strength of aluminum alloys can only decrease slightly with decreasing temperature, and the impact strength remains approximately constant. Therefore, aluminum is a useful material for many low temperature applications.
The main limiting factor for the widespread use of aluminum alloys in cryogenic technology is their rather low elongation compared to some austenitic-ferritic steels. Therefore, in critical applications with increased safety requirements, these steels are still used.