Corrosion is the spontaneous destruction of metal surfaces under the influence of the interaction of the metal with the environment. Especially manifesting itself at increased mechanical and temperature stresses, corrosion processes cause great damage to steel structures. Correctly assessing the corrosion rate means increasing the durability of the product.
Classification of types of rust
Corrosion is classified according to the following criteria:
- According to the uniformity of flow. There is a more uniform, superficial corrosion (in which the wall thickness of the product decreases to the same degree) and uneven, focal corrosion, which is characterized by the appearance of damaged spots or ulcers on the steel surface.
- According to the direction of action. There is selective corrosion, in which only certain components of the metal structure are affected, and contact corrosion, which destroys a specific metal (for bimetallic compounds).
- In terms of the scale of their action, such types of corrosion are known as intercrystalline, destructively acting along the grain boundaries of steel (with gradual spread inward), and volumetric, affecting the entire surface simultaneously.
The intensity of corrosion increases significantly if, in addition to unfavorable changes/fluctuations in temperature and humidity, the contact surface of the metal is additionally affected by tensile stresses, as well as a chemically aggressive environment.
The intensity of corrosion increases many times due to cracking between adjacent crystallites and their blocks. External tensile-compressive stresses act on steel even more aggressively.
How to prevent corrosion
To reduce the costs of directly combating corrosion, it is most convenient to think in advance about how to prevent its development. And for this purpose several methods can be used at once:
- Preliminary high-quality processing of the material. Can be done by polymer coating or galvanizing. The second option is preferable because a protective layer is formed on the metal surface, and contact with potential sources of oxidation is completely eliminated.
- Application of methods of protection against external and internal risk factors. These include both contact with various corrosion catalysts and aggressive environments, and the exclusion of proximity to metals capable of forming electrochemical corrosion.
- Fight against existing corrosion. It looks like removing the layer that has already appeared using the methods described above, as well as subsequent treatment of the damaged area with protective compounds.
Next, we will take a closer look at ways to combat corrosion both in industrial and home environments.
Mechanisms of occurrence and development of corrosion phenomena
Since most steel surfaces operate in an environment of certain humidity, as well as in water, aqueous solutions of salts, acids and alkalis, the predominant mechanism of rust formation is electrolytic. The only exception is furnace corrosion, which occurs in metal structures of heating devices: there, surface destruction occurs due to the formation of high-temperature rust - scale.
Electrolytic
During electrolytic corrosion in the presence of oxygen, a hydration reaction of steel iron occurs, the final product of which is iron oxide hydrate Fe(OH)2. This phenomenon is called anodic type corrosion. But the process does not end there. Iron oxide hydrate is an unstable substance and, in the presence of water (or water vapor), quite quickly decomposes into various iron oxides:
- at elevated temperatures, iron oxide FeO is formed predominantly,
- at room temperature or slightly higher – iron oxide Fe2O3,
- at intermediate temperatures (in the temperature range +250...+450°C) – magnetic iron oxide Fe3O4.
In any case, the surface of the steel rusts, only indicators of this phenomenon can be either reddish-brown or grayish-yellow.
Methods for eliminating corrosion in industry
Today, several products are used at once that allow you to deal with rust as effectively as possible. These include:
- Special converters. They allow you to turn the corrosion product itself into a special product, a coating that provides high-quality protection in the future.
- Exposure to acids. For treatment, hydrochloric or sulfuric acid combined with an inhibitor providing this possibility can be used. Up to 5% sulfuric acid is usually added to the solution. Hexamine would be a good inhibitor option for this treatment method.
The use of lactic acid and petroleum jelly is also common. The main thing is that the specialist has a good understanding of the features of the specific type of inhibitor and its combination with different active substances.
Determination of the speed of corrosion processes
Corrosion indicators help determine the intensity of adverse changes. For this purpose, the concept of “metal corrosion rate” is used. It can be assessed by two different characteristics that vary over time.
Corrosion indicators can be determined by the following quantitative characteristics:
- by area of corroded surface,
- by total weight loss,
- by changes in density,
- by the time the part or structure remains in a corrosive environment (days),
- by decreasing thickness.
In this case, quantitative criteria for assessing the nature of steel corrosion over a certain period of time can be:
- absolute corrosion losses by area,
- change in the linear dimensions of the product,
- linear corrosion resistance,
- corrosion rate,
- linear corrosion rate (millimeters per year),
- overall corrosion resistance or durability.
In practice, the application of one or another criterion depends on the method of protecting the metal surface. It can be painted with weather-resistant paints, or you can use metal with protective coatings. If corrosion occurs evenly, then the effectiveness of protection can be assessed more accurately.
If the intensity of rust formation in different places of the product is different, then the most appropriate method of protection can be chosen only when the part is loaded with external tensile stresses. Then, over time, not only the appearance of the surface changes, but also some of its physical characteristics, in particular, thermal conductivity and electrical resistance.
Removing corrosion using sandblasting method
This cleaning method is based on the use of a special installation, from which a stream of air containing abrasive particles is supplied under high pressure. Their uniform effect on the material helps to remove even fairly dense deposits without damaging the metal, gently preparing it for subsequent treatment with special protective compounds.
There are several basic working methods:
- Compressed air supply method. This method has already been described above in the most simplified way.
- Using moisture. In this case, in addition to the abrasive material itself, the air flow also contains small drops of water. This allows you to increase the severity of the impact.
- Wet cleaning. Instead of air, a water stream with abrasive particles is used. You can control the pressure yourself, as well as other indicators that directly affect the quality of material cleaning.
Practice of corrosion testing of metals
Indicators of corrosion are climatic factors - temperature, composition and relative humidity of the environment, the nature of the distribution of external loads. It is also necessary to take into account changes in illumination by time of day, amount of precipitation, and possible air pollution. For example, in areas of smoke waste emissions near chemical plants and metallurgical plants, accompanied by a sharp increase in the percentage of SO2, corrosion processes are sharply intensified.
Quantitative dependences of corrosion on time can be used as indicators of corrosion activity:
- Linear - most often this is typical for metal surfaces that do not have a protective coating.
- Exponentially decreasing - found during acid corrosion of ordinary metals and alloys.
- Exponentially increasing - when there is a protective coating on the surface of the part.
The intensity of rust formation under such conditions is reduced by:
- low wind speed,
- reduced cyclicity in time of changes in relative humidity indicators,
- the nature of the impact of a corrosive environment on the surface.
With little or no wind, there are no conditions for mixing the flow washing the contact surface of the steel. During long phases of low and high humidity throughout the year, a film of surface rust has time to form, swell and separate from the base metal. The thickness of the surface will decrease, but the corrosion processes are forced to “start” all over again, and this requires not only time, but also suitable conditions - wind or changes in the chemical composition of the air, which is not always the case.
Moisture, acid or alkali can reach the surface of the steel in the form of drops or streams. The first method is typical for areas with high precipitation, and the second is for the unfavorable environment in which the part or metal structure operates.
Prevention of corrosion of metal products by hot-dip galvanizing
Hot galvanizing can be called the simplest, but at the same time the oldest method of protecting metal from building structures, angles and wires.
- Surface preparation of metal products
Before applying molten zinc to the surface of steel parts, it is necessary to carry out some preparatory work. The degree of adhesion of the coating to the metal depends on how high-quality the preparation of the products is. Preparatory work is carried out in several stages. First, the metal surface is degreased, then washed, etched and fluxed.
Thorough degreasing of the surfaces of metal products is necessary to remove oil stains and various contaminants. Acids and alkaline solutions are often used for this operation. Depending on the nature of the contamination, certain reagents can be used for degreasing. This operation is carried out at temperatures between 60 °C and 80 °C. After this, the metal product must be thoroughly rinsed to remove any remaining reagents, foam, grease, etc.
At the next stage, the part is etched. To remove rust and scale residues, the product is immersed in an HCl solution with a concentration of 120 - 210 g/l. This operation ensures effective cleaning of metal parts, which is a necessary condition for ensuring adhesion of the zinc coating to the metal. At the same time, to prevent the acid from destroying the workpiece, special inhibitors are included in its solution to prevent the absorption of hydrogen (hydrogenation).
After etching is complete, the part must be rinsed again to remove any remaining solution. For more economical water consumption and ease of washing, sequential baths are used.
Upon contact with water, oxides form on the surface of metal products, which are removed by fluxing. This operation allows you to completely clean the metal and obtain a passive film layer on its surface that protects against oxidation and ensures good adhesion to zinc.
For fluxing, a composition including NH4Cl and ZnCl2 is used. For example, fluxes containing 55.4% ammonium chloride, 6% glycerin and 38.4% zinc chloride are often used in production. This procedure is performed with a concentrated solution (400 - 600 g/l) at 60 °C. In this case, it is necessary to constantly monitor the composition of the solution and promptly clean the bath (to do this, add H2O2 to it). When hydrogen peroxide is added, Fe3+ salts settle in the bath, which are collected in special settling tanks and filtered.
- Drying metal products before hot galvanizing
After fluxing, the part must be thoroughly dried. Otherwise, the remaining water on the surface of the metal, when immersed in molten zinc, begins to evaporate, which leads to micro-explosions and violates the integrity of the zinc layer. In addition, drying parts will reduce the consumption of thermal energy to maintain a stable temperature of molten zinc. The duration of the drying process exceeds the duration of galvanizing itself. To dry, metal products are placed in a drying oven heated to 100°C.
- Hot galvanizing
To ensure reliable protection of metal parts from corrosion, it is necessary to ensure the following components: high quality zinc and metal, accurate temperature control, correct preliminary preparation of the product, the required immersion/lifting speed and a certain duration of immersion, compliance with the requirements for cooling conditions.
When immersed in molten zinc, the flux melts, providing the necessary surface wettability. Dipping too slowly results in the flux melting too early and oxides appearing on the surface of the metal product. Due to too rapid immersion, the flux will not have time to melt, and the zinc coating will have defects. Therefore, it is important to strictly comply with the requirements for the speed of immersion of the product in the bath.
Hot-dip galvanizing technology involves keeping metal products in a bath of molten zinc for 3 to 10 minutes. During this time, a layer of slag forms on top of the melt. Before removing the part, it is necessary to clean it of this slag using a special scraper. Otherwise, it will settle on the galvanized product.
The speed at which a metal part is removed from molten zinc affects the thickness of the protective layer (a thicker coating is obtained with slow extraction). This is related to the rate of crystallization. The duration of lifting and tilting of the product is determined individually, based on its shape and size. The drying process of a part after hot-dip galvanizing is carried out in the open air.
To remove and further utilize HCl vapors and other harmful substances, high-power ventilation systems are installed above all baths of the production line.
The latest lines that perform the hot-dip galvanizing process operate fully automatically. Older equipment is controlled by operators using control panels, which prevents workers from coming into direct contact with harmful fumes.
Advantages of protecting metal products from corrosion using hot-dip galvanizing technology:
- a coating characterized by high corrosion resistance is formed on the surface of the part;
- affordable price;
- simplicity of the technological process;
- ease of equipment maintenance;
- high performance;
- the coating formed after hot-dip galvanizing provides protection of metal products even from mechanical damage;
- the resulting coating is characterized by high electrical and thermal conductivity;
- The hot-dip galvanizing coating prevents the metal from becoming brittle due to exposure to atomic hydrogen.
Disadvantages of technology:
- the size of parts that can be processed using the hot-dip galvanizing method is limited by the dimensions of the bath;
- galvanized metal products are poorly susceptible to further processing and welding;
- relative unevenness of the zinc layer;
- It is impossible to obtain very thin coatings using hot-dip galvanizing;
- relatively high consumption of zinc.
This technology allows you to create a protective layer on the surface of metal products from several microns to one millimeter.
Methods to reduce corrosion: mechanism and effectiveness
The ability of a painted surface to resist corrosion processes depends on which corrosion mechanism predominates. For example, with constant exposure to a chemically active medium over time, the potential difference between the outer surface of a metal product and its internal volumes changes significantly. In this case, corrosive currents arise, intensifying the corrosion process (a phenomenon that often causes the destruction of steel pipes in underground pipelines). Here, painting does not have any effect, since the chemical composition of the surface covered with a layer of paint does not change over time.
Metal coating
It’s a different matter when the surface is covered with a metal that has a negative electrolytic potential with respect to redox processes. When oxidation reactions predominate, it is more effective to protect steel by applying a surface coating containing aluminum and zinc - metals that, in terms of their oxygen activity, are “to the left” of iron.
Such processes - galvanizing and aluminizing - are widely used in the practice of anti-corrosion protection of steel components and individual parts located in an oxidizing environment. Painting in these situations is of an auxiliary nature, to increase the decorative characteristics of the surface.
In a reducing environment, the process of formation of iron hydrides can be effectively blocked by creating surface coatings of metals located “to the right” of hydrogen: these are copper and all noble metals. Copper plating, although used in practice, is usually performed for relatively small surfaces, since it is a very costly process in terms of finances. It is for such situations that coloring can and should be used.
Coloring
The protective role of paints is that they always contain corrosion inhibitors - components that slow down the rate of scaling processes over time. The chemical formulas of inhibitor substances are designed in such a way that, as a result, the appearance of rust is stopped. The elasticity of modern coloring compositions allows coatings to successfully withstand surface stresses, which provoke the onset of corrosion processes.
The anti-corrosion properties of paints increase if they contain organosilicon polymers, which increase the ability of the painted surface to withstand changes in humidity and temperature, regardless of the time of year. However, such paints have two significant disadvantages:
- poisonous,
- are ineffective under conditions of the electrolytic corrosion mechanism.
Thus, properly selected coloring compositions can effectively block corrosion processes. To do this, they must contain corrosion inhibitors, have sufficient elasticity and mechanical strength that changes slightly over time.
Types and causes of corrosion of metal products
The interaction of metals with the environment leads to their destruction under the influence of electrochemical or chemical processes. In the first case, dissolution occurs due to the aquatic environment or moisture from the air, and in the second, the process of forming compounds with aggressive substances takes place. Corrosion of metal products can form in local areas (local), cover the entire surface of the part (uniform), or spread along the boundaries of crystals (intercrystalline).
Oxygen and moisture contribute to the formation of loose brown powder (Fe2O3•H2O) on the surface of the metal, which is called rust.
- Chemical corrosion
In this case, the destruction of metal products occurs in environments that are not conductors of electricity (dry gases, oil products, alcohols and other organic liquids). Chemical corrosion accelerates with increasing temperature and leads to the formation of an oxide film.
All metals, without exception, are subject to this process. The most active of them, such as aluminum, as a result of corrosion, form an oxide film that protects the metal product from deep oxidation. A coating called patina forms on the surface of copper and some low-active metals. It should be noted that the oxide film can serve as protection against further oxidation only if its crystal chemical structure is consistent with the structure of the metal. In other cases, such a film will not protect the metal product from further oxidation.
VT-metall offers services:
The corrosion process in metal alloys proceeds somewhat differently. Certain elements of such compounds are reduced instead of oxidizing. For example, at high temperatures and pressures in the structure of steels, carbides are reduced by hydrogen, so the materials lose their characteristics.
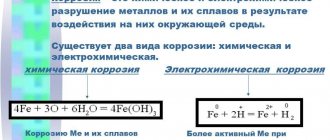
- Electrochemical corrosion
For this process to occur, it is not necessary to immerse the metal in an electrolyte. Electrochemical corrosion can occur under the influence of a thin electrolytic film formed on the surface of the metal. In addition, electrolyte solutions can be present in the environment that surrounds the metal product (in the ground, in concrete, etc.). Most often, electrochemical corrosion is provoked by the use of potassium and sodium salts to combat icing of roads and sidewalks in winter. Cars and various engineering communications suffer greatly from such corrosion. Losses caused by the use of salts in the United States after each winter amount to about $2.5 billion.
What have we learned?
From a 9th grade chemistry lesson we learned about corrosion, its types and methods of protection. Corrosion is the self-destruction of metal under the influence of environmental factors, which include exposure to oxygen, hydrogen, acids, and alkalis. Under the influence of external elements, the metal surface oxidizes, becomes thin and brittle. The topic of corrosion is important for the production of alloys and metal products. To extend service life, corrosion-resistant elements are added to the metal or the surface is coated with other metals, organic or inorganic substances, and inhibitors.