Semi-automatic welding allows you to increase labor productivity and obtain a high-quality connection of metal parts of a structure or product. Learning to weld metals using machines is not so difficult if you know the operating principle of a particular semi-automatic machine, the nuances of selecting consumables, modes and technology for conducting the welding process. Semi-automatic power supplies are used in factories, workshops, service stations and at home when making connections with your own hands. During welder training in specialized institutions, lessons in obtaining the necessary skills are taught by experienced craftsmen, but you can also weld on your own using a semi-automatic welding machine, protecting the molten metal zone and without carbon dioxide. The main thing is to correctly set the welding current value and skillfully manipulate the torch.
Basic rules for semi-automatic welding
How to cook with a semi-automatic machine? This question worries beginners, especially those who have decided to master the technology of conducting the process on their own. First, you need to understand the types of semi-automatic machines: what they are and how they differ from each other. The choice of consumables and process technology depend on this.
The devices are distinguished according to the following characteristics:
- type of execution (portable, mobile, stationary);
- purpose (household, semi- and professional);
- supply voltage (220, 380 V);
- method of arc protection (without protection, in inert and active protective gases, under a layer of flux, combined type);
- burner cooling method (natural, artificial);
- type of wire (solid steel, aluminum, including alloy wire, flux cored, a combination of these types);
- method of regulating the wire feed speed (stepped, smooth, smoothly stepped);
- wire feeding method (pushing, pulling and combined - a combination of these two types);
- installation location of control equipment (free-standing, built-in).
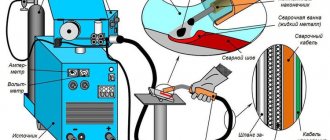
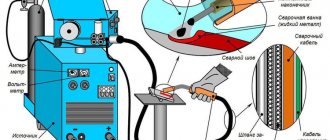
The main aspects of welding technology depend on the model of a particular machine, which is produced by companies in different countries of the world. In all models, the supply of electrode wire is mechanized, the movement and manipulation of the torch is carried out by the welder himself. Wire Ø from 0.6 to 2.5 mm is fed through a special cable, which is called a flexible hose. The design of the devices contains the following components:
- feeding mechanism;
- hose wire;
- burner.
The feeding mechanism consists of an electric motor and a gearbox. Its purpose is to rotate the rollers, adjust the wire feed speed and push it along the cable. It can be with one or two pairs of rollers. The feed speed can change smoothly or stepwise depending on the design features of the feed mechanism. They produce devices with closed or open mechanisms, including open ones on a trolley. They differ in the weight of the installed cassette (1.5; 2; 3.5; 4; 5; 12.5; 15; 20.0 or 50 kg).
The hose wire supplies current to the holder or torch and the wire going to the control circuit. Its length can be 1.5; 2.5 and 3.0 m. When welding in shielding gases, a channel or device is provided for its supply.
A torch is a welder’s working tool. With its help, the welding current is supplied and adjusted, as well as flux and shielding gas, if the connection is made with such protection.
Manufacturers of semi-automatic machines do everything to facilitate the joining process, make it more productive and of higher quality, and cook without much effort. The operating mode depends on the correct selection of consumables. They are directly related to the grade of metal being welded and its thickness. The approximate parameters of the wire feed speed and the dependence of the current value on the type of wire are shown in the table.
| Type of wire | Wire diameter, mm | Wire feed speed, m/h | Welding current, A |
| Steel | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Aluminum | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Powder | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
It is necessary to cook in protective gases, having previously equipped the workplace with the necessary equipment. There should be a cylinder with a reducer, equipment for measuring gas flow and its regulation, a gas heater when connected to a cylinder with carbon dioxide.
Preparation of semi-automatic machine, wire and gas
The semi-automatic machine must be configured taking into account two factors: the grade of metal and its thickness. The choice of wire diameter, gas consumption when welding in shielding gas and flux consumption when connecting under its layer will depend on this. Consumption rates are indicated on the nameplate and in the technical documentation for the device. The wire on the cassette must be clean, free of rust and traces of moisture. It must be installed correctly in the feed mechanism. It is necessary to monitor the amount of wire extension. How to do this correctly is indicated in the operating instructions for the specific model of the device. Having installed a cassette with the required diameter and prepared the edges of the workpieces depending on the thickness and contamination, proceed as follows:
- turn on the gas supply if a high-pressure cylinder is installed;
- excite the arc by touching the wire to the workpiece;
- press the button that feeds the wire.
The following rules must be followed:
- cook so that you can see the weld pool, that is, hold the wire, and therefore the burner, straight or at a slight angle;
- maintain the same gap between the parts (if the parts are 1 cm thick, it should be at least 1 mm, then it is calculated based on the thickness of the metal being welded - 10% of the thickness);
- If it is necessary to make a connection on a lining, it is placed tightly to the parts from below.
Attention! The setting of the semi-automatic welding machine depends on the model of the device and must correspond to the thickness of the product and the grade of metal. Therefore, it is necessary to read the manufacturer’s instructions, which he describes in the accompanying documents, and only then cook.
How to prepare metal products for work
Preparation of edges for welding
Carbon dioxide welding is ideal for sheets made of different types of steel. If their thickness ranges from 0.6–1 mm, it is necessary to pre-flang the edges. When this is not done, the gap between adjacent edges should not exceed 0.3–0.5 mm.
If the sheet thickness is less than 8 mm, this preparatory operation need not be carried out. The maximum possible gap should not exceed 1 mm. For sheets up to 12 mm thick, V-type cutting is performed, 12 mm and more - X-type.
Before welding metals, it is necessary to thoroughly clean their edges from any contaminants. This can be done manually or by sandblasting.
Possible adjustments during the welding process
In order for the seam to turn out smooth and beautiful, you need to feel the semi-automatic machine and be able to adjust it correctly.
It is necessary to set the necessary parameters according to the setting tables that are attached to the technical documentation for the device of a particular type. You cannot cook at a low operating current: this will affect the quality of the seam, and in some cases it will not even be possible to connect the parts together. The following principle is observed: the thicker the metal, the higher the operating current or voltage (depending on the operating principle of the semiautomatic device). More details about the adjustment in the video:
What is TIG welding
This is welding work with a non-consumable electrode in a gas cloud. To create a general or local heating zone, a graphite or tungsten electrode is used. The melting point of the rods is much higher than that of the processed material. Protection from atmospheric oxygen is provided by inert or active gases.
Advantages
The spread of the method was facilitated by a number of undeniable opportunities:
- connecting dissimilar metals together;
- reliable protection of the weld pool from the external environment;
- stability of electric arc performance;
- high quality seam;
- the ability to reliably weld metal sheets up to 0.8 mm thick (automotive);
- reduction of local heating and destruction of the crystal lattice of the metal being joined.
Wire welding
This type of semi-automatic connection of parts is carried out using flux-cored wire, which has a special charge in its design.
It is also called self-protective, because it protects the metal of the molten seam during the process of joining parts from harmful components in the air. You can cook semi-automatically without gas when performing installation and construction work at the location. Used in garages for car body repairs and other household work involving joining or fusing. You can cook metal blanks with a thickness of 0.5÷10 mm. The general view of the semi-automatic machine for welding with flux-cored wire and the appearance of a high-quality connection are shown in Fig. 2:
VIEW Semi-automatic welding machine on AliExpress →
The nuances of welding with self-shielding wire in the video:
Typical problems are listed in the table:
| Type of malfunction | Cause or causes | Remedy or remedies |
| Unable to strike arc | There is no contact in the circuit | It is necessary to check: - contacts (clean them and tighten them); - end of the wire (clean off the flux crust - knock it down or bite off a small piece with wire cutters) |
| The arc breaks during the connection process | Large welding current | Decrease |
| Wire feed speed is low | Increase | |
| The electrode wire does not enter the channel | There is no contact in the start button | Clear |
| Fuses blown | Exchange for new ones | |
| Phase loss in the motor circuit | Eliminate the break by disconnecting control from the network | |
| The wire sticks to the metal of the parts being welded | Current strength is low | Increase |
| Wire feed speed too high | Decrease | |
| Wire feeds jerkily or at inconsistent speed | Weak clamping by upper pressure rollers | Change spring force |
| Wear on the surface of the drive rollers | Replace with new ones | |
| Sticking in the tip of the welding head | Clean or replace if worn or burned. | |
| Welding cable bends | Align | |
| Feed rollers wear out quickly | High pressure roller pressure | Let loose |
| Torch body energized | The insulation between the contact tip and the burner body is broken | Restore isolation |
| There is a foreign metal object between the body and the tip | Delete | |
| Pores appear in the weld when welding in shielding gases | Gas protection broken | Check: - gas quality; — arc voltage; — correspondence of the wire grade to the metal to be connected |
| Gas does not enter the cooking zone | Problems with the hose cable (pinched or broken) | Eliminate the cause |
| The gas cut-off device did not work | Check the power supply to the electromagnet coil | |
| The gearbox hole is clogged | The gearbox needs to be warmed up | |
| The nozzle outlet is blocked by metal splashes | Remove splashes or replace nozzle | |
| Flux does not enter the welding torch | Compressed air pressure is low | Increase |
| The injector or flux tube is clogged | Clean and dry the flux if necessary. |
Possible seam defects during semi-automatic welding and how to prevent them
VIEW Welding machine on AliExpress →
Seam defects occur if welding is carried out in violation of the technology and the selection of consumables is carried out incorrectly. In this case, cracks, undercuts, pores in the weld metal, unevenness in width and length, as well as burns, sagging and other defects cannot be avoided. Incorrectly selected following values affect the following factors:
- Wire diameter: with a smaller one, the seam width will be insufficient; with a larger one, it will increase, which will affect the penetration depth.
- Current strength. It will also affect the depth of welding: the larger the value, the deeper the seam, which leads to burns, especially if you are welding thin-walled metal.
- The arc voltage will increase the width of the weld.
- Welding speed. If the value is large, the depth of welding decreases, the seam becomes narrow; if the value is insufficient, burns will occur, the seam will be uneven, and in some cases this will lead to warping of the product.
Figure 5 - Defective seam
Figure 4 - Defective seam
Most often, defects occur when welding is done by a person who does not have the skills to conduct the welding process. Share your experience of semi-automatic welding in the comments to the article.
Advantages of carbon dioxide welding
So, we have already learned the principle of semi-automatic welding with carbon dioxide, as well as how to deal with its main disadvantage.
Now let's look at the main advantages of this method compared to its competitor - flux-cored welding:
- the quality of the welded joint is higher, even for beginners in this activity;
- the work speed is 2-3 times faster due to uniform heat dissipation from the welding arc, and therefore labor productivity is much higher;
- the ability to weld even thin metal without fear of deteriorating the quality of the seam;
- There are no flux or slag residues left at the semi-automatic welding site; in case of multilayer metal welding, this advantage will come in handy;
- absence of flux, which means nothing interferes with visual control of the welding arc;
- the quality of surfacing using carbon dioxide is higher than with flux;
- you can carry out soldering work in any spatial position, of any complexity (including work suspended and at an angle) without the use of strips, stands, pads, etc.;
- cost-effectiveness of the method and huge benefits in terms of investment;
- no need to purchase equipment for removing and supplying flux during the welding process;
- the cost of the metal used for surfacing is two times cheaper compared to other methods;
- carbon dioxide itself has a relatively low price, which also reduces the overall cost of work.