§ 2. Selection of steel grade for making dies
Hot stamping dies operate under very harsh conditions.
They experience repeated impact loads at high temperatures, which are not the same in different parts of the die. Therefore, the choice of steel grade for dies is very important. The steel from which the dies are made must be resistant at high temperatures, have high impact strength, sufficient strength, low wear (abrasion), and good machinability with cutting tools.
Dies for hot stamping are made from high-quality alloy tool steels. The presence of molybdenum in die steel is considered especially valuable.
The most widely used steel grades are:
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ - for hammer, hot heading dies and dies for hot stamping presses;
7X3, 8X3 - for dies and punches of hot heading dies;
ZH2V8 - for inserts and punches of horizontal forging machines and mechanical forging presses operating under particularly difficult heating conditions;
X12, X12M, 8X3 - for dies and punches of hot-cutting dies and inserts for them;
ЗХВ8, 4Х2В8 - for groove inserts for batch dies for high-power crank hot stamping presses; the working surfaces of these inserts are then nitrided, which significantly increases their wear resistance.
If high demands are not placed on the durability of dies that have a simple shape, steel grades 55, 60, 4ХС, 50Х and some other cheap steels are used.
Parts of prefabricated dies that do not come into contact with the heated metal being processed are made from structural steel grades 35, 40, 45, 50, 40X and 50X.
The guide columns and bushings are made of grade 20 structural steel with case hardening, and the springs are made of grade 60G or 65G steel.
Metallurgical plants that produce die steel supply die blanks of rectangular and cylindrical shapes in certain standardized sizes. In this case, the steel undergoes complete annealing and must have a hardness of HB 187-255.
Die blanks are produced by free forging under a hammer or press. Moreover, the ingot must necessarily settle by at least 50% of its original height. Forging for stamp blanks must be at least 3. Forging in this case is understood as the ratio of the cross-sectional area of the ingot after upsetting to the cross-sectional area of the finished blank for the stamp. The direction of the fibers (i.e., the direction of drawing when forging the workpiece) must coincide with the longitudinal axis of the die blanks.
Source
Areas of application
The use of such steels is especially noticeable in mechanical and instrument making; they are characterized by the fact that their performance indicators must be higher than those for the materials they process.
According to the areas of application, tool steels are distinguished:
- For cold processing.
- For hot processing.
- Shockproof.
- Increased wear resistance.
- Special purpose.
Separately, materials are distinguished for cutting tools, continuous (rolling, drawing, extruding) and periodic (cutting, stamping, drawing, bending, molding, extrusion) pressure processing operations. They are used respectively in mechanical and stamping industries.
Wood and metal processing
In dies for cold stamping (Fig. 1, a) only the forming parts, i.e., the punch and the matrix, are made of tool steel; in dies for hot stamping, either all parts are made from tool steel (Fig. 1, b), or only inserts (Fig. 1, c). Tool steels, hard alloys, plastics and other materials are used as materials for the form-building parts of dies.
Carbon tool steels U7, U8, U9 and U10 of reduced hardenability are used for the manufacture of dies and punches of dies for cold stamping, which have a simple shape of their working contour (in such dies there are no sharp transitions between elements; there are no narrow slots, thin bridges of metal between holes, etc. . P.). This is due to the fact that steels of reduced hardenability are deformed during hardening, resulting in the formation of cracks.
Punches and die matrices for cold stamping of more complex shapes are made from steel grades X, 9ХС, ХВГ, ХГС and other with increased hardenability.
Punches and die matrices for cold stamping of very complex shapes are made from steel grades X12F, X12T, X12M of high hardenability. These steels, similar in their properties to high-speed steels, contain about 1% carbon, 12% chromium and about 1% vanadium (titanium or molybdenum), and are characterized by high strength, wear resistance, and heat resistance (about 500°C). An important advantage of high-hardenability steels is low deformation and, therefore, the preservation of the dimensions of their working contour during hardening. Disadvantages include a tendency to carbide heterogeneity and poor machinability. X12F steel is almost 2.5 times more expensive than U10 carbon steel.
Thin and long punches of perforation dies for cold stamping and other non-rigid parts are made from steel grades 4ХС, 5ХС, 4ХВ2С, 5ХВ2С, etc. of high viscosity. The reduction in brittleness of these steels is achieved by reducing the carbon content (no more than 0.5%), and high wear resistance is determined by the presence of chromium and tungsten. The heat resistance of steels in this group is about 300 °C; They are quenched in oil; through quenching is obtained for samples with a diameter of up to 50 mm.
Requirements for tool materials
They are divided into requirements for chemical composition and requirements for heat treatment modes.
The metallurgical characteristics of various compositions are extremely complex. But they are generally medium and high carbon steels with certain alloying elements added in varying amounts to provide specific characteristics.
The carbon content in the materials under consideration must be no lower than 0.3...0.5%; this is important for increasing hardness and wear resistance. At the same time, certain alloying elements are often added to the chemical composition, providing:
- Increase in impact strength or strength;
- Maintaining the size and shape of the tool during heat treatment;
- Increased hardness and/or wear resistance.
Tool steels, the use of which is determined by the presence of certain alloying elements, usually contain:
- Chromium - leads to an intensive increase in hardness after heat treatment, promotes increased wear resistance.
- Cobalt - used in high-speed steels, increases red brittleness at high operating temperatures.
- Manganese - when used in small quantities, helps impart durability, better fixes the shape of the product after heat treatment, and reduces the hardening temperature.
- Molybdenum - increases the depth of the hardened layer, reduces the hardening temperature, and increases wear resistance.
- Nickel – increases strength, wear and scale resistance.
- Tungsten – increases wear resistance and hardness.
- Vanadium - increases toughness and reduces grain size.
In justified cases, a small amount of silicon (increases hardness), sulfur (improves the ability to be processed by cutting), boron (increases ductility under alternating loads) and a number of other chemical elements are also introduced into the chemical composition.
Purchase of stamping equipment
Companies that produce equipment for cold and hot metal stamping constantly modify their machines to ensure that they produce high-quality parts and operate for a long time.
Such equipment includes:
- electric presses;
- pneumatic presses;
- hydraulic pressing devices.
Sales are made directly from the websites of manufacturing companies, where various consultation-type conversations are previously held with the client. Most of these companies are engaged in the manufacture of not only standard pressing equipment, but also produce equipment taking into account customer requirements.
Modern hydraulic pressing machines are made of such metal that they can practically create deformations of any material. On the manufacturer’s website, the client is offered a wide range of pressing equipment. To buy equipment for sheet stamping, all you need to do is place your order and make an advance payment.
The conditions for delivery of an order to any region of the Russian Federation also need to be discussed in advance. Companies willingly provide transport services, but for an additional fee. Under an additional agreement, the supplier’s specialists undertake the installation and commissioning of the supplied pressing devices. It is very important not to forget to draw up an agreement for warranty service of the machines, which provides for their free repair in case of failure during the period of the supplier’s warranty.
Stamped steels
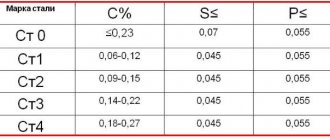
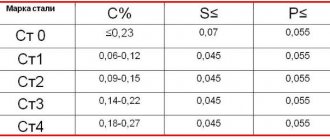
For cold stamping, low-carbon steels are in demand, the content of C in which does not exceed 0.2%, manganese - 0.4%, the amount of nitrogen, oxygen and hydrogen is minimal. The most popular brand is 08 kp/sp/ps. “Black” carbon steels are also used - 05 kp, 10, 15, 20, St 1, St 3.
For the manufacture of high-strength products, low-alloy steels are used - 03KhGYu, 06KhGSYu, 12KhM, 06G2SYu. As alloying elements they contain manganese, silicon, chromium, small additions of aluminum and tungsten.
Stainless steels are divided into the following groups based on the percentage of chromium and nickel:
- Chromium – 16-18%, nickel – 6-8%. These steels are used in the production of highly loaded products. Not recommended for the manufacture of stamped products.
- Chromium – 17-20%, nickel – 8-11%. Materials of medium plasticity, can be used for shallow drawing.
- Chrome – 17-18%, nickel – 10-12%. This steel is characterized by high ductility, so it can be used for deep drawing.
When titanium and niobium are added, ductility decreases; to compensate for this phenomenon, the nickel content is increased.
Stamping of steel products: differences from forging
The production of stainless steel by stamping has a related technology - open forging.
During this process, a steel workpiece, located on a base and not fixed, is impacted by impact equipment - a hammer, which is raised hydraulically or pneumatically and lowered in a fall. When processing on one side is completed, the part is turned over to the other and the process resumes. Such movements can be made many times. Similar forging processing can also take place on presses, but in this case the rolled product will be subject to pressure force.
When forging stainless steel, the workpiece is not given any freedom. It can change shape only inside the die, which consists of two parts - a static matrix and a movable punch. It is not difficult to guess that this operation guarantees much higher accuracy than forging. It also has other advantages:
- production of parts with an optimally clean surface that do not require finishing;
- serial production of products in almost any quantity;
- greater level of automation and therefore higher productivity of stainless steel stamping equipment.
The downside of the technology is hidden in the stamp manufacturing process itself: the operation is complex and expensive. But when you consider how many blanks it can turn into steel parts, the benefits are obvious. The production rate for one stamp is thousands of units. And even after it has exhausted this resource, it can be sent not for smelting, but for repair, and it will serve just as well for a second term.
Types of stainless steel stamping
Depending on the need for heat treatment, there are hot stamping of stainless steel and cold stamping.
Deformation with heating is used for especially hard grades of steel and for sheets with large cross-sectional thickness. In general, if heating can be avoided, they try to do without it, since the process of warping and shrinkage occurs in the cooling metal. That is why, when planning hot stamping of stainless steel, it is necessary to leave a reserve for allowances. Cold stamping is carried out without heating or with slight heating that does not affect the density of the material (this method is commonly called “warm” or “semi-hot”). This technique is suitable for ductile types of steel of varying degrees of alloying. Not only stainless steel sheets, but also their derivatives - strips and tapes - can change shape in a “cold” way.
Basic operations for stamping stainless steel
Leading stainless steel stamping technologies include:
- cutting down Helps to obtain flat rather than voluminous parts from sheet material;
- crimp Hollow elements are processed. The task of the operation is to narrow their ends;
- punching: one of the ways to make holes in metal;
- forming: a technology that shapes the workpiece, which can also increase or decrease the dimensions of the part;
- hood. Using it, a three-dimensional structure is created from a sheet;
- flanging. Typically used for pipe rolling. As a result, sides appear on the pipe cuts;
- bending: a method of deforming a workpiece using stainless steel stamping.
Hot metal stamping
Hot stamping of metal makes it possible to process thicker workpieces, since the intermolecular bonds in the hot alloy are much weaker, and it is easier to bend. Before starting the procedure, metal products undergo the same preparatory steps as in the case of cold stamping. But equipment for metal stamping is already significantly different. It consists of two main parts: a furnace and a press. The furnace is used to preheat the workpiece to a red-hot temperature. In this form, the alloy lends itself well to physical impact and there is absolutely no risk of burning it out.
To create optimal conditions inside the furnace, modern machines are equipped with a high-precision automated control system. It only requires setting the initial parameters, which depend on the type of part being processed. The computer will take care of the rest. Presses for hot metal stamping are made from hard, high-alloy steel grades, which undergo additional processing to increase resistance to thermal stress. They must withstand a certain number of technological operations without losing their original characteristics, so it is very important to use the highest quality material for their production.
Hot stamping requires direct human participation in the production process. The workpiece cools quickly under normal conditions, so it must be quickly delivered from the furnace to the metal stamping machine. This is done by a worker who, using blacksmith pliers, transfers the product to the desired place. Working in an environment with constantly high temperatures has a negative impact on the body, so it is necessary to correctly calculate the duration of shifts in order to minimize the harmful effects of the conditions on workers. Automation of the process also faces great difficulties and requires high costs, so it is practically not used anywhere.
No additional equipment is used to cool the parts; they cool naturally. In most cases, no additional processing of parts is required after stamping. The exception is products for the automotive industry that undergo galvanizing. Sometimes when stamping sheet metal it becomes necessary to trim off excess elements. For this purpose, a special machine with a high-precision cutter is used.
Classification of materials
Tool steels are divided into three main categories:
- For cold processing of metals;
- For hot processing of metals;
- High-speed cutting.
The former can be hardened in air and in oil, the latter - only in oil. Reason: oil quenching reduces the maximum achievable surface hardness, which is important when processing metals in a cold state, when the ductility of the workpiece is reduced.
High-speed tool steels are characterized by the highest hardness, but at the same time, increased brittleness, and therefore are subject to additional heat treatment for red brittleness.
Other types of tool steels include water-hardening, impact-resistant, and special-purpose materials.