Dear customers, in this article we will tell you about welding aluminum using semi-automatic welding machines. This type of welding is gaining incredible popularity in Russia, due to the fact that very high-quality inverter semi-automatic welding machines have begun to appear on the welding market. If earlier people resorted to argon arc welding, now, for large volumes, semi-automatic machines are increasingly used. TIG welding is the welding of professionals; it requires experience, skill, and constant practice. But semi-automatic cooking is much easier. People who come to our office and try to weld aluminum are surprised at how easily and quickly they can make strong seams.
In this review, we will give some tips for novice welders that will make welding aluminum even easier.
Aluminum is perhaps the most capricious metal
Aluminum is not steel; if you know how to cook steel, you should immediately understand that aluminum is a light alloy metal. It requires warming up at the beginning of welding, stay for a few seconds at the beginning of welding in one place, create a bath, allow the metal to warm up. Continue to run the burner, aluminum heats up very quickly, if you stand in one place for a long time, the metal will most likely melt through. Everything needs to be done promptly. You will quickly understand this and select the desired speed.
How to brew silumin at home? Available welding and soldering methods
Parts of various shapes made of aluminum and silicon alloy are famous for their increased wear resistance and strength. This alloy is called silumin.
What is it, what are the features of welding products at home, how to solder silumin parts? We will look at the answers to these questions in the article.
Consumable electrode welding
The second method of connecting parts using a melting electrode. The preparation of parts is carried out according to the same principle as in the previous method.
In this case, electrodes coated with an alkaline shell with a silumin core are used. The quality of such welding is significantly lower than with argon.
The process goes like this:
- The welded area is heated with a torch or blowtorch to a temperature of 250-300 degrees.
- The electrodes are also heated to a temperature of 150 degrees.
- When welding parts, slag appears on the seam from the electrode; it must be completely cleaned off.
Watch the video connecting aluminum with an electrode:
What to solder with?
Soldering of silumin can be done with a gas torch or a soldering iron with a powerful tip. The parts are sealed, having previously cleaned and degreased the surface.
Castolin 190 Flux and others are used to destroy the oxide film.
Used solders:
Watch the video on the topic, HTS-2000 solder, soldering aluminum without flux:
This video shows a cool way to solder aluminum with a soldering iron:
The least effective method of welding parts is using cold welding. The final result of this method depends on the quality of the gluing surface treatment.
Is it possible to cold weld large cracks? No, this method is only used for microcracks in parts.
-test, comparison of cold welding on aluminum:
Which roller to choose for wire feeding?
In the feed mechanism of your machine there is a roller along which the wire runs. So, for aluminum you need to use a special roller. That’s what it’s called – a roller for aluminum. Unlike the steel wire roller, which has a V-shaped groove, the aluminum wire roller has a U-shaped groove. This is necessary so that the wire does not scratch during movement, but slides along the roller. If the wire gets scratched, you may have some difficulty welding.
How to configure the equipment correctly
The complexity of welding aluminum is due not only to the chemical properties of this metal, but also to the need to strictly adhere to the optimal modes for performing this technological operation. In order to thoroughly understand the rules for performing such a complex process, it is not enough to simply watch a training video; it is important to understand the nuances of this operation.
The features of the process under consideration, which the training video will not tell you about, include the following.
- Before starting welding, it is important to correctly select and set the operating modes of the semi-automatic machine (voltage, current, welding wire feed speed, polarity).
- In order for the resulting weld to have the required quality and reliability, it is necessary to select the right consumables.
- If you watch a video demonstrating semi-automatic welding of aluminum, you will notice that this process is accompanied by the formation of a large amount of soot. This should also be taken into account when performing such a technological operation.
Like any complex technological process, welding aluminum parts using a semi-automatic machine requires careful preparation, which includes the following activities:
- tips for welding equipment are selected that are optimally suited for filler wire of a certain diameter;
- the surfaces of the parts that need to be cooked are thoroughly cleaned;
- semi-automatic welding modes are selected, which depend on several parameters: the thickness of the parts to be joined, the type of connection, etc. (to make it easier for you to select welding modes, you can use special tables or parameters that are specified by the requirements of the relevant GOSTs);
- When welding aluminum semi-automatically, the tip of the device is positioned at the required angle to the surface of the parts being joined.
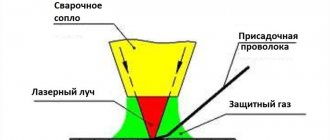
Scheme of welding when welding aluminum
When welding aluminum, which has high thermal conductivity, it is very important to control the degree of heating of the workpieces being joined in order to prevent them from overheating and, as a result, deformation.
Which conductive tip to choose for welding aluminum?
In principle, any copper tip will do, but it is advisable if it is made using broaching technology rather than drilling. All this is to ensure that the wire does not get scratched. In our online store we sell tips from Innotec, manufactured by order of the Svarog group of companies. They are excellent and we have never received any complaints from our clients.
We also want to pay special attention to the diameter of the tip. Aluminum wire heats up and expands very quickly. If you installed 0.8mm diameter wire, install a 1.0mm tip into the torch. 1 size larger than wire. Then the wire will not stick to the tips, twist, or slow down, but will easily come out of it and feed onto the metal being welded.
Is it possible to cook silumin with argon?
Parts of various shapes made of aluminum and silicon alloy are famous for their increased wear resistance and strength. This alloy is called silumin.
What is it, what are the features of welding products at home, how to solder silumin parts? We will look at the answers to these questions in the article.
Alloy features
The aluminum-silicon alloy is easy to forge and cast. Products made from it are durable, lightweight, corrosion-resistant, and visually attractive.
Simulin is used in many fields of activity:
- mechanical engineering;
- architecture;
- making dishes;
- parts for plumbing and many others.
Its physical properties are compared to steel, but silumin is much lighter. It has a low cost, so it has become more preferable in the production of inexpensive household appliances.
To restore or connect siluminium parts, welding is used. Joining this alloy in practice has a number of difficulties and differs from conventional welding.
Let's talk in more detail about the methods and technology of welding silumin yourself. There are two ways to connect silumin at home:
- argon arc;
- consumable electrodes.
Argon welding technology
Before you begin, you need to prepare the equipment. You will need:
- inverter;
- burner with non-consumable electrode;
- gas cylinder;
- oscillator;
- filler wire.
Preparation of parts involves removing the oxide film:
- To do this, sandpaper or other means are used to clean the joints of the parts.
- Next, the edges are treated with any chemical: solvent, caustic soda.
Important! After using caustic soda, be sure to rinse the workpieces with water pressure.
The technology for welding silumin with argon is similar to the process of welding aluminum. This is the most reliable way to connect silumin products.
When connecting parts, they heat up and a high-temperature resistant film is formed, which limits the reliability of the bond. To avoid this, an inert gas, argon, is used. It pushes out air in the welding space, preventing parts from oxidizing.
Requirements for performing work at home:
- It is not recommended to perform work in an open space; the best option would be an enclosed space (a garage or a household extension will do);
- During welding, overheating of the gas must be avoided, otherwise argon will begin to destroy the elements.
- Welding is carried out using a short arc with reverse polarity (connecting the electrode to the plus and the workpiece to the minus). With this method, the product melts easier.
- The filler wire is fed into the work area, where it melts and joins the products.
- The additive must be applied gradually, otherwise there is a high risk of metal splashing, which will lead to a poor connection.
- The additive is supplied at an angle to the burner, the directions are carried out strictly along the seam.
Fulfillment of these conditions guarantees an even and narrow seam.
This video shows how to repair (weld an aluminum pan):
Advantages and disadvantages of argon welding
Advantages of the method:
- This option for connecting elements is considered the most durable.
- Welding does not take much time.
- The technology is suitable even for beginners.
- The welding process can be done at home.
- Deformation of parts is excluded.
Minuses:
- It is impossible to carry out work outdoors; the wind will interfere with the correct distribution of gas over the working surface.
- The need to have special equipment.
- There is a high probability of difficulty in settings.
- If the work is carried out by a transformer with a high current strength, then cooling will be required.
Welding at home requires compliance with safety precautions. During work, use protective equipment, wear:
- special clothes;
- mask;
- gloves;
- shoes with rubber soles.
Carry out work to insulate all conductive elements. Avoid the presence of flammable objects near the work area. The room must be well ventilated.
Results
These are perhaps the main points when working with aluminum. If you have not yet decided on the choice of device, we can, based on our many years of experience, recommend you two models. Our online store has sold hundreds of such devices and believes that at the moment this is the best value for money. Triton and Svarog are leaders in the welding equipment market. Developments created by these factories (TOP WELD and JASIC) allow welders to achieve the desired result without much difficulty.
If you want to test the equipment, call our office and we will arrange a demonstration for you on a welding stand.
164 300 ₽
Manufacturer: Triton
Special properties
The main feature of the metal is the appearance on its surface of a layer of oxide, which has a high melting point, three times higher than that of the metal itself . If this layer is not removed by mechanical or chemical cleaning, it will be impossible to weld the workpieces.
The oxide layer forms in the form of a film on the surface of the melt, so the weld pool must be protected from contact with air.
Another feature of aluminum is its high thermal conductivity . For full penetration it is necessary to use high welding currents, this increases the risk of burn-through. Before welding thick-walled workpieces, they should be heated.
Primary requirements
For silumin welding, A1F type electrodes are used, or the A1 coating contains lithium . Since such electrodes are hygroscopic, it is recommended to dry them for at least 2 hours at a temperature of 150-180oC before starting work.
Fluxes for gas welding of silumin parts, no matter whether it is carbon dioxide or an inert gas, must ensure the dissolution of the oxide and withstand temperatures of at least 600 degrees.
Regardless of the welding method used, before starting work, the seam area up to 10 mm wide in both directions is degreased with acetone, gasoline, white spirit, etc.
To remove the oxide film that interferes with welding the metal, the surface of the part, as well as the filler wire (rods), is etched .
To do this, use an aqueous solution of sodium hydroxide and sodium fluoride. At the end of the treatment, the surface is treated with nitric acid and washed in running water. The filler material is prepared using similar methods. You can replace etching by cleaning the welded area with a steel brush, or (which is better) by sandblasting.
Regardless of the cleaning method, it should be performed no more than 2-2.5 hours before welding.
Step by step guide
At home, follow the algorithm of actions:
- Select a tip that is several millimeters larger than the wire. The material expands when heated, so the master must take into account the change in volume. Using a grinder or metal brush, clean the workpiece until it shines. Wear special clothing and cover your face with a mask. It is necessary to protect the respiratory organs, since alloying additives can be toxic.
- Protect your work area from wind. The draft will blow away the argon cloud.
- Select the appropriate mode for semi-automatic aluminum welding. It is allowed to use tuning tables.
- 5-10 seconds before ignition of the arc, start supplying argon. The process should create a protective gas cloud. Light the arc. In this case, the gap between the nozzle and the melt bath should be 1-1.5 cm.
- Adjust the feed speed as you go. Do not set the maximum at the initial stages of work. Make sure the aluminum is well cooked.
- Guide the arc evenly so that the weld bead is formed evenly.
- When the work is completed, do not turn off the current immediately. First, move the arc to the side. Apply shielding gas for another 10-20 seconds. During this time, the surface of the seam will cool down. If the supply is stopped early, the material may react with oxygen.
Advantages and disadvantages of argon arc
Argon arc welding is the only method today to obtain a joint of silumin parts that is not inferior in strength to the base metal.
Its other advantages include:
- speed;
- possibility of adjustment and adjustment to any type of alloy;
- reliability and ease of preventing the formation of aluminum oxide.
There are two serious disadvantages:
- the price of devices with the help of which successful silumin welding is achieved starts from 40-45 thousand rubles;
- high qualification requirements for the welder.
In addition, the process itself is not cheap, so it makes sense to use it to repair unique products.
Tasks of a welder at work
The welder will have to solve a number of problems simultaneously:
- pierce the oxide layer with a pulsed discharge;
- maintain the length of the electric arc within 12-15mm;
- take into account the high degree of expansion of aluminum when heated.
To prevent the workpiece from becoming deformed and causing defects when cooling and shrinking, the weld must be started with a strong current that destroys the oxide layer, and finished with a gradually decreasing current, avoiding large temperature changes.