How to Drill Through Wood with a Hacksaw
And even if they have already thought about many circular saws, chainsaws and jigsaws, there should still be a wooden saw in the wizard's arsenal.
How to choose a hacksaw, what to look for and which brand to choose, and even a little history. all this awaits you below. Historical reference
Thanks to archaeologists, we know enough about pollen. The first documented records of hand dust date back to ancient Egypt and date back to around 3000 BC. there is only one mystery as they used dust. Even the murals inside the pyramids vary, with some showing carpenter's saws, others dismantling stone-cutting saws, and others showing torture with a hand saw.
Hacksaws of that time were made of copper, and with the advent of iron they became much stronger. Although shark teeth have been found on some islands in Indonesia. If you upgrade them a little (bigger the handle and add teeth) you'll have a great melee weapon.
By the way, every nation is trying to answer the authorship. For example, in China, someone named Lu Bun is believed to have invented the hacksaw. But the Greeks believe Ovid: the poet wrote that the invention of the hacksaw was the work of Daedalus' nephew named Talos.
How to choose a hacksaw for wood
Each hacksaw has its own characteristics that determine its use. When choosing this tool for yourself, you must decide in advance what operations it will be used for. For example, to cut cross-sections of grain or lengthwise, cut tree branches or floorboard dust, cut chipboard, or make just the beginning of the cut and then continue with another tool.
- Canvas length. This is a very important indicator, and to prove this, we will look at a small example. Let's say you need to cut a cross section that is 200,000mm wide and you have a blade with a blade length of 350cm at hand. At first glance, it may seem that there should be no problem, since the length of the blade exceeds the length of the material. However, the cut is made in a back-and-forth motion, and at this length the saw blade does not completely leave the cut. The hacksaw will quickly clog, and you will complain about poor sharpening or the “wrong” material.
It can be seen that with a length of 40 cm, only about 30 cm of the canvas will work. The shape of the handle interferes.
- Number of teeth and their size. The smaller the tooth with a hacksaw, the cleaner the cut. But there is also a drawback: cutting with a hacksaw along the teeth will take more time. However, this cannot be completely considered a disadvantage, since such hacksaws are usually used for small workpieces. The abbreviation TPI (Theeth Per Inch) is used to define the number of teeth on a hacksaw. Literal translation: the number of teeth per inch, that is, the number next to the abbreviation TPI means the number of teeth located one after the other over a length of 2.54 cm. The larger the teeth, the fewer inches, the faster and rougher the cut. With TPI 7 there should be 7 teeth. Yes, all together.
- Tooth shape. Classic shape. triangular. But with the development of technology, other forms began to be used. In particular, the trapezoidal shape has become especially common. Sharpening a saw if it has such teeth is very problematic, and not every master can do it. Trapezoidal teeth are hardened with hacksaws.
- Steel and hardening. The grade of steel affects the sharpness and, therefore, the cleanliness of the cut and the duration of the operation. And it also depends on the grade of steel, whether you can sharpen the hacksaw for wood, consult a specialist, or throw it away and buy a new tool. Hardened teeth from a hacksaw are very difficult to grind on your own and, as a rule, do not even sharpen them. Disassembling the blade or sharpening it is not a problem.
- Lever arm. Seems simple: the handle looks like a pen, but it should be comfortable. When examining externally, take a hacksaw if you are ready to work with it. Consider whether you will be comfortable holding the hacksaw and keep in mind that you are just holding it now and there will be some tension on your hand, fingers and arm in general. The number of calluses depends on the comfort of the handle, and you always want to keep them free. The rubber handle is much better than the plastic one.
- Goal of the work. A hacksaw for wood can be transverse, longitudinal (along the grain) or combined. If you buy a single copy of a hacksaw and for infrequent work, it is better to have a combined version. If you consider yourself a craftsman, the answer is obvious: a small hacksaw. The markings on the canvas will tell you everything.
- Price. Like most tools, the quality of a hacksaw is determined by its cost. If you don't know how to choose, start insisting on price. the more expensive the better. Naturally, if we are talking about a brand, and not a Chinese fake. An expensive hacksaw will last longer and you will need to sharpen it less often or without sharpening. This is a cheap but high quality hacksaw. Such a rarity.
- Possibility of measuring angle. This is not a very important indicator, but it is worth remembering. Typically, using a handsaw, you can quickly mark out 90° and 45° angles. Of course, this is not the best way to measure accurately, but the error (if any) is small. The accuracy is not so great, but for rough markings it will do.
Drill a hole in hot steel
A common question about how to drill through hot steel may be related to the fact that with conventional technology, the tool quickly becomes dull and unusable. That is why it is necessary to pay attention to the features of drilling hot alloy. Among the features of the technology, we note the following points:
- It is necessary to properly prepare the hot workpiece.
- In some cases, a special tool is required.
- The coolant is included.
READ Make a Circular Saw Guide
If necessary, you can make your own drill for hardened steel, which requires some equipment and skills. However, in most cases, the purchased versions are used as they do a better job of cutting hot steel.
Hot steel drilling process
Video: How to Drill with a Hacksaw in Wood
Instead of a conclusion
How to choose a hacksaw for wood is already familiar. All you need to do is take care of the instrument after purchase. You should clean the saw blade after each operation and store it in a dry place. Also try to protect it from metal: check the workpieces for the absence of nails or wires, and do not hit metal objects (for example, when laying a tool). No matter how you feel about the saw, it works. ask any master.
Category: “We work with metal”
Of course, you need to drill steel until it’s hot. And if you come across a hardened workpiece (especially a thick one), release it, drill holes with a regular drill and harden it again, if necessary. But this option is not always possible and justified; sometimes non-standard situations arise in which it is necessary to drill (perforate) steel that is already very hardened.
Well, for example, the blade of a knife broke, or you decided to make a knife from a piece of a saw. It’s a pity to throw away such valuable material; skilled people usually give such things a second life.
Yes, it’s not technologically advanced, but folk craftsmen have come up with many different ways to drill hardened steel, or how to make holes in it. To do this with less effort, you need to proceed from the capabilities and materials that you have, and also depending on what purposes. Maybe, instead of a hole, you will be satisfied with just a slot with a grinder, into which you can put a screw and secure the part. To make the slot smaller, you need to make it on both sides, and use a trimming disc of the smallest diameter, i.e. almost erased.
Before drilling, you need to thoroughly examine the steel to see how hard (crumb) it is, and from there choose methods. If, after all, the steel bends even a little and then breaks (this can be determined by the broken end or by running it with a file), then it can be drilled with an ordinary concrete drill with pobedit tips. True, the drill must be sharp. It is also very advisable to change (correct) the sharpening of the drill, the angle, like a metal drill, then the drilling process will go much faster.
How to drill hardened steel. Drilling a saw from a quick cutter
Little tricks. We drill hardened steel. There are many ways to drill through hardened steel. Someone's burning through
Using water for cooling may cause rust on machine parts and components. To eliminate corrosion, water and soap are added to the water, as well as some electrolytes (sodium carbonate, soda ash, trisodium phosphate, sodium nitrite, sodium silicate, etc.), which form protective films. In conventional grinding, soap and soda solutions are most often used and fine grinding is used. low concentrated emulsions.
However, when grinding saw blades at home with low grinding intensity, the wheel is often not used to cool the wheel. not wanting to waste time on this.
To increase the grinding ability of abrasive discs and reduce specific wear, you should select the largest grain size that provides the required surface finish of the pointed tooth.
To select the abrasive grain size according to the grinding stage, you can use the table in the article on grinding rods. For example, if diamond wheels are used, 160/125 or 125/100 grit wheels can be used for roughing. 63/50 or 50/40. Wheels with grit sizes ranging from 40/28 to 14/10 are used for removing teeth.
The peripheral speed of the wheel when sharpening carbide teeth should be about 10-18 m/s. This means that when using a 125 mm diameter wheel, the engine speed should be around 1500-2700 rpm. More brittle alloys are sharpened at lower speeds in this range. When sharpening carbide tools, using harsh modes results in increased stress and cracks, and sometimes grinding of the cutting edges, while increasing wheel wear.
When using saw blade sharpening machines, changing the relative position of the saw and the grinding wheel can be done in different ways. movement of one saw (the motor with the circle is stationary), simultaneous movement of the saw and the motor, movement of only the motor with the circle (the saw blade is stationary).
A large number of grinding machines with various functions are produced. The most complex and expensive programmable complexes are capable of providing a fully automatic grinding mode, in which all operations are performed without the participation of a worker.
In the simplest and cheapest models, after installing and securing the saw in a position that provides the required sharpening angle, all further operations. turning the saw around its axis (turning on the tooth), feeding it for grinding (contact with the wheel) and controlling the thickness of the metal removed from the tooth. are made by hand. It is advisable to use such simple models at home when sharpening circular saws is occasional.
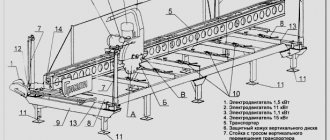
An example of the simplest machine for is the system photographed below. It consists of two main nodes. a motor with a wheel (1) and a support (2) on which a pointed saw is mounted. The rotating mechanism (3) serves to change the angle of the blade (when sharpening teeth with a beveled front plane). Using the screw (4), the saw moves along the axis of the abrasive wheel. This ensures that the specified front grinding angle value is set. The screw (5) is used to set the stopper in the desired position, preventing the wheel from excessively entering the interdental cavity.
Wood saw - select tooth size
Even if you already have a hacksaw on your farm, it is quite possible that it will not be suitable for your purposes, so sooner or later you may need to go for a new saw. When choosing this tool, knowledge about its structure and features will be useful. If the saw has straight teeth, it will be easiest for it to cut wood crosswise; to cut wood along the grain, you will need a tool with inclined teeth. In accordance with their inclination, the hacksaw will be transverse or longitudinal. If you craft often, you'll need both options.
A hacksaw with large teeth cuts the fastest, but you won't get a straight edge with it. For working in the garden or quickly cutting rough boards, this saw is quite suitable for you. For a cleaner cut edge, a tool with a fine tooth is used, but working with such a hacksaw is slower - it is more difficult to remove sawdust from the cut.
For cutting coarse-grained wood across the grain, a saw with large teeth is best; for general sawing needs, choose a medium tooth, and if you need precise work, choose a hacksaw with a fine tooth.
A carpenter's saw with a very fine tooth is used by professional carpenters; it is unlikely to be useful on the farm. There is also a mechanical hacksaw - this is a small machine with a mechanically movable blade, these are used in factories for sawing metal pipes and other metal elements; in a home workshop it will be replaced by a hacksaw for metal.
If there is no machine for sharpening saw blades
Precisely maintain the required sharpening angles while holding the weight of the saw in your hands. The task is impossible even for a person with a unique eye and enviable stiffness of hands. The most reasonable thing in this case. to create a simple sharpening device that allows you to fix the saw in a certain position relative to the circle.
The simplest of these tools is a grinding stand, the surface of which is at the same level as the axis of the grinding wheel. By placing the saw blade on it, you can ensure that the front and back planes of the tooth are perpendicular to the saw blade. And if the upper surface of the stand is made mobile. fixing one side hinged and the other. Relying on a couple of bolts that can be screwed in and out. then it can be installed at any angle, making it possible to sharpen an inclined tooth on the front and rear planes.
True, in this case one of the main problems remains unresolved. Extracting the same front and back corners. This problem can be solved by fixing the center of the saw in relation to the abrasive wheel in the desired position. One way to implement this. Make a groove on the surface of the mandrel support on which the saw is mounted. By moving the frame with the wheel in the groove, it will be possible to maintain the required tooth cutting angle. But to sharpen circular saws of different diameters or sharpening angles, it must be possible to either move the motor or the support, and with it the groove. Another way to ensure the desired sharpening angle is simpler and install stops on the step that fix the disc in the desired position. At the end of the article there is a video demonstrating this adaptation.
Post Views: 2
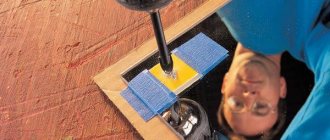
How to drill high-speed steel grade P6M5 or HSS according to the European designation? For example, we made a knife from a blade from a mechanical saw, and we need to drill holes in it with a diameter of 5-6 mm for pins to install and secure the handle pads. The same operation may be needed to drill a hacksaw blade for metal from 1Х6ВФ steel, from which you can make some useful products. A piece of blade from a mechanical saw made of 9HF steel is suitable not only for making knives, but, for example, also non-standard keychains.
Tempered saw - what is characteristic of such a hacksaw?
The steel from which the tool blade is made must be elastic and durable. Curvature of the blade when jammed, rapid dulling of the teeth indicate low quality steel. To maintain the sharpness of the tool for as long as possible, without compromising the elasticity of the blade, manufacturers resort to a small trick - they harden only the teeth. In this case, they acquire a blue-black color, which makes it very easy to distinguish a hardened instrument from a regular one. Such saws are especially convenient for cutting artificial materials such as plywood, plastic, and plaster. However, it must be protected from getting on nails, otherwise, if such teeth are damaged, it will no longer be possible to restore their former sharpness.
How to sharpen a hacksaw for wood - step by step diagram
Step 1: Align the teeth in height
To determine which tooth is lagging in height, take a smaller file and run it along the top of the teeth. Untouched tips will show us defects in the saw. In this case, all other teeth must be filed with a file to the lowest level. To avoid injuring your hands, you can cut out a nest for a file in a piece of wood, secure it in it, and then safely straighten the teeth.
Step 2: Saw the canvas
Check the teeth for their relationship to each other. Short elements make cutting difficult, especially after several sharpenings. In this case, cuts are made in the blade itself, which lengthen the teeth. We clamp the tool blade in a vice, setting the teeth at the same level as the edges of the vice to prevent the cut from being too deep. You will need a hacksaw for metal - use it to cut the blade to the desired tooth height. The saw will work best if the width of the teeth is one and a half times smaller than their height.
Step 3: Spread the teeth
It's time to start setting up the saw. If you do the cutting with ordinary pliers, then you will never be able to achieve a uniform, precise spreading to the sides - as a result, the saw will begin to tear the wood, creating a lot of waste and creating a sloppy cut. Therefore, prepare in advance a simple tool that you can make yourself - cut a groove in a strip of thin metal into which a tooth can easily fit, and drill several holes in it to secure the limiter. The limiter can be cut with metal scissors, giving it the angle required for wiring. We attach the limiter to the bar and test it in practice, increasing or decreasing the bend angle if necessary. Using such a tool, the wiring will be exactly the same. It does not need to be done often, once every two or three sharpenings. Obviously, the teeth need to be moved in different directions, taking turns. When setting, you should not go too far with the distance at which the top of each clove is bent - too small a distance will not do anything, too much will complicate the cutting process and turn a large amount of material into sawdust.
How to drill metal correctly with a drill
Before drilling into hard steel, it is necessary to study its properties. If the material is even slightly bendable, then a hole can be made in it using a Pobedit concrete drill. The drill must be sharp during operation; it may need to be sharpened with a diamond sharpener during operation. To begin with, use a small-diameter drill to ensure less contact with the file surface. Then take a drill of the required diameter.
How to Drill a Disc From a Circular Wire Video
Sharpening circular saws
Material and properties of carbide teeth
In domestic saws, sintered tungsten-cobalt alloys of grades (6, 15, etc., the pattern means the percentage of cobalt) are used as the material for cutting inserts. At 6 the hardness is 88.5 HRA, at 15. 86 HRA. Foreign manufacturers use their own alloys. Hard alloys consist mainly of tungsten carbide cemented with cobalt. The characteristics of the alloy depend not only on its chemical composition, but also on the grain size of the carbide phase. The smaller the grain, the higher the hardness and strength of the alloy.
Carbide plates are attached to the disc using high-temperature soldering. Silver solders (PSr-40, PSr-45) are used as soldering material in the best case, and in the worst case. copper-zinc solders (L-63, MNMC-68-4-2).
Carbide tooth geometry
The following types of teeth are distinguished in the form.
. Typically used in fast rip saws where quality is not particularly important.
Oblique (oblique) tooth
with left and right angle of inclination of the rear plane. Teeth with different angles alternate with each other, due to the fact that they are called alternating. This is the most common tooth shape. Depending on the size of the grinding angles, saws with alternating teeth are used for sawing a wide variety of materials (wood, chipboard, plastics). both in longitudinal and transverse directions. back angle are used as a trimmer when cutting plates with double-sided lamination. Their use allows you to avoid chipping along the edges of the cut. Increasing the bevel angle reduces cutting force and reduces the risk of chipping, but at the same time reduces the strength and durability of the tooth. Teeth can be inclined not only to the rear, but also to the front plane.
Trapezoid tooth
. A feature of these teeth is the relatively slow rate of dulling of the cutting edges compared to alternating teeth. They are usually used in combination with a straight tooth.
Moving with the latter and slightly rising above it, the trapezoidal tooth performs a through cut and a straight line, following it. clean. Saws with alternating straight and trapezoidal teeth are used for cutting double-sided laminated plates (chipboard, MDF, etc.) and also for sawing plastics.
Conical tooth
. Saws with a conical tooth are auxiliary and are used to remove the bottom layer of the laminate, protecting it from chipping during the passage of the main saw.
Do-it-yourself powerful electric hacksaw for wood [LIFE HACK]
An angle grinder is a universal tool. It’s hard to imagine almost any metal work without it. However, its scope is not limited to this - not a day goes by without a new purpose being invented for it.
How to make a hacksaw from a grinder is the topic of today’s article.
What is required for production
Grinder reciprocating saw
To make a power saw you will need:
- wood hacksaw
- small piece of 1.5 inch pipe
- bearing – internal diameter about 22 mm
- metal sheet 2 mm
- M8 nut
- M6 bolts and nuts
- reinforced M14 washers
You will also need:
- welding inverter
- Bulgarian
- vice
- drill press or drill
Necessary tools and samples
All of the considered and other grades of high-speed steels are drilled using spear-shaped (feather) drills for tiles, having different designs. For example, shanks are made round or hexagonal, which is not of fundamental importance for the main work - drilling. They are freely sold in almost all construction stores or outlets selling all kinds of tools. What is very important, drills of this type and purpose are attractive because they are inexpensive. Also, for drilling high-speed steels, you will need cutters of various shapes and designs. With their help, the accuracy, cleanliness, shape and required diameter of the drilled hole are ensured. We have to drill the following samples:
- a piece from a frame saw made of 9HF steel.
- blade from a hacksaw for metal made of steel grade 1Х6ВФ.
- Mechanical saw blade made of HSS steel.
Making an electric hacksaw
Homemade electric hacksaw from a grinder
When working with an angle grinder, torque is used. For a hacksaw, we need translational movements. We will transform the rotation using an eccentric.
Step No. 1 - making an eccentric
This stage will not cause any difficulties.
We install a reinforced washer on the angle grinder spindle and place a bearing on top of it.
The center of rotation of the bearing will be shifted using a bolt. We mark the excess.
Having sawed off the bolt, we place its shortened rod inside the bearing.
Place a second reinforced washer on top and tighten it with an M8 nut;
The eccentric is ready. You can move on to the next stage.
Step No. 2 - make a blank for attaching the nozzle
We will make it from a steel pipe.
We trim the edge of the pipe using sandpaper.
We measure the distance to the lower level of the bearing.
We draw with a caliper.
Duplicate the markings with a marker.
We cut according to the markings with a grinder.
Step No. 3 - making the fastening
Nozzle mount
At this stage, the pipe blank will need to be cut in half.
We measure the length of the seat for attaching the nozzle.
Using a compass, we draw transverse markings.
We outline it with a marker and make markings for the cut, which is needed to fix the mount on the grinder.
We make a cut on the marking, incl. transverse.
We weld two bolts onto the fixing propylene ring to secure the fastening.
We put the mount on the grinder and fix it.
Step No. 4 - making a body for the hacksaw
The body will consist of 2 steel plates. Their dimensions are arbitrary, but should not be less than 2 diameters of the bearing used.
We find their center and mark it.
We check the outer diameter of the bearing and use a caliper to divide it in half.
From the center of the plates we make control points using a bar, apply a bearing and outline it.
We drill holes on a drilling machine.
Holes in the plates can be cut out. To do this, use a drill with small drills and a chisel. The geometry is adjusted with a round file.
Step No. 5 - preparing the hacksaw blade
Preparing woodworking material
Marking is carried out in arbitrary sizes.
Remove the handle from the wood saw.
We determine the place of contact of the hacksaw blade with the bearing. Mark the center.
Using a compass, we make the initial markings for the bearing - 3-4 points from the center.
We attach the bearing and outline it with a marker.
We form a hole according to the markings.
The resulting hole must be flared along the vertical level of the saw blade.
The hole needs to be shaped into an oval. The dimensions of its diameters are approximately 1 to 1.3. To accurately determine the shape of the hole, you need to try on the canvas in place.
Step No. 6 - assembling the saw body
We form a bolted connection on the nozzle body
At this stage, you need to weld the cuffs (fastening) to one of the metal plates and form holes for fastening.
We fix the workpiece in a vice, apply fasteners and weld it to the plate. The welded bolts to the ring should be on top.
Mark 4 holes for bolt fastening in each plate.
Let's move on to the next stage.
Step No. 7 - install the hacksaw blade
Installation of wood blade
According to the body plates, we make markings in the hacksaw blade.
Sawing requires a stroke of the hacksaw blade, so the holes need to be bored along the saw by 1-1.5 cm, this must be done while maintaining symmetry.
We periodically check that the holes for the stroke are sufficient by turning the eccentric.
Step #8 - final assembly
After making sure that the rotation of the eccentric is stable, you can finally assemble the attachment for the grinder. This is done using two nuts for each hole.
For appearance, the product can be painted. Before assembly, the internal parts of the plate must be thickly lubricated with lithol.