A neighbor came to see me the other day and casually shared what he thought was a “strange” problem. He decided to replace the lock on the gate (there was no hole for the round “tongue” in the old model), and not a single metal drill could cope with its intended task. This circumstance seemed interesting to me, and I suggested that we work together to find something to drill into cast iron. My heating pipes with radiators are made of the same metal, so I decided that searching might prove useful later.
Source prom.st
Drilling holes in metal of large and small diameter: how to do it correctly? — Construction
We will learn all the intricacies and methods of drilling metal - choosing a tool, sharpening and cutting modes.
Drilling a hole in metal - what could be easier? There are, however, quite a few subtleties in this metalworking operation regarding the correct choice of tool, sharpening and cutting modes.
How to drill a hole in metal
- Types of metal drills and sharpening techniques
- How to drill metal correctly
To make holes in metal, drills are used - mechanical rods made of an alloy that is harder than the workpiece. Metal drills are made from high-speed steel grades P6M5, P9, P18 under the general designation HSS, or from hard alloys: VK, T5K10, intended for processing hardened and carbide workpieces.
The drill consists of three elements:
- The edges cut into the bottom of the hole and remove thin chips from it.
- Spiral cutting forces the chips out of the hole.
- The shank is designed to secure the drill in the tool chuck.
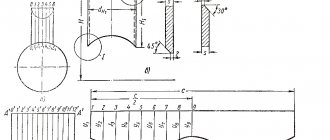
It is worth talking about cutting edges in more detail. These are two bevels on the sharp end of the drill that meet at the apex - the most protruding point of the front part, forming a bridge. The angle at which the edges meet is called the principal angle at the apex; its value is standardized for various materials and processing modes:
- Hard steel and stainless steel: 135–140°
- Structural steel: 135°
- Aluminum, bronze, brass: 115–120°
- Copper: 100°
- Cast iron: 120° clearance angle and 90° edge sharpening angle
Each edge also has its own sharpening angle of about 20–35°, which determines its sharpness. This angle, called the back angle, ensures that the drill touches the metal only along the edges, while leaving free space behind them.
This shape is necessary for easier removal and ejection of chips. Some drills have an edge sharpened at a more obtuse angle, even straight.
These cutting edges work well on brittle metals such as cast iron, brass and bronze.
The spiral part includes several grooves for removing chips, at the top of which there are additional edges, the plane of which is parallel to the axis of the drill. This is the so-called ribbon, which, when the drill is immersed, cleans the walls of the hole and promotes better alignment.
Tapping with a tee
Installation of such a device is possible both on a transit riser and in an existing outlet. In this case, the tee will be used as an additional element of the system's indoor wiring. The first option involves cutting out part of the riser and replacing it with the required unit. This operation can be performed using plastic or cast iron fittings. Most often, PVC products are used. This makes the assembly and installation of the tee much easier.
The installed unit is assembled separately in the room. In addition to the tee, experts recommend using a compensator. It will identify any inaccuracies in the marking of the insertion site and will facilitate installation. Before cutting out the required section of 110 mm pipe, it would be useful to secure the transit riser with fastening clamps to fix it immovably. Fasteners are installed below and above the cut part. In this case, you must not forget to make allowances for the installation and movement of the compensator (adapter).
Cut the pipe with a grinder. If it is not possible to make a circular cut, then it is completed using a hacksaw for metal. Experts do not recommend trying to do this with a hammer and chisel, because... The required part of the riser may collapse. The outer walls for planting are cleaned with a metal brush or scraper, and burrs are removed with a file. Before installing the fittings, the seats must be coated with sealant and the installation of the rubber O-rings must be checked.
The compensator is installed first and moves up for ease of installation of the tee. After its installation, the previously installed part is moved and secured in the socket. In order to remove unpleasant odors, the pipe is closed with a plug.
Installing a tee indoors is easier. The main difficulty lies in caulking the old input. For installation, shaped parts made of PVC are used. It is better to use bitumen-based mastics and pastes as a sealant.
How to drill a hole in cast iron with your own hands
Situations often arise in everyday life when you have to work in extreme conditions. One of the most difficult jobs is drilling cast iron, because... it belongs to abrasive materials. There can be many reasons: from remodeling the bathtub to personal technical ideas.
Elements of a twist drill for cast iron.
Detailed instructions for drilling cast iron
Tools and materials required for work:
- ruler;
- marker;
- wooden block;
- Bulgarian;
- kerosene solution.
Auger drills for drilling cast iron.
Before drilling a hole in cast iron, you need to clearly define your goals and objectives in advance, because... you need to see the final result accurately. When drilling holes in a bathtub without prior experience, mistakes are made. The three most common are hole slipping, enamel chipping, and even drill bits breaking.
Before you start doing anything, you need to make sure that there really is cast iron in front of you. The easiest way is to try to lift the product. If it does not rise due to the enormous mass, then no error has occurred. Otherwise it's just plain steel.
The most important aspect that should not be forgotten throughout the work is the lack of haste. Even if it’s really necessary and deadlines are pressing, you need to drill cast iron at cruising speed, because... The material is not only very hard, but also very fragile, which is why you can inadvertently say goodbye to a cast iron product.
Now you can begin the preparatory work. At the very beginning of preparation, you need to set all the necessary marks on the surface using a black or red thick marker. The points are placed small so that during work the drill does not accidentally move away from the selected positions.
The drill must be made of carbide steel, and its sharpening must be impeccable. The drill should be for metal with an angle of 116-118 degrees, so as not to scratch the surface, but rather to dig into it. If this point is not taken into account, then with a very high probability the enamel will not be cut off in a careful circle, but will crack, creating cracks around itself.
If you want to play it safe, you can use a wooden block. A hole is made in it that is 2 mm larger than the drill used, so that no difficulties arise during professional activities. This block should be, if possible, 2-2.5 cm thick so that the drill does not move even if the hand shakes. When working, the block will be applied to the surface in such a way that a pre-marked point can be seen in the center. It will need to be pressed with 1 hand while the entire work process is organized with the other.
Often, beginners forget or deliberately ignore drill cooling, which is why the work process is much slower and the drill itself wears out faster. In order to avoid this, you need to use a kerosene solution. Its consumption is small enough to make the drills more expensive.
There is another way not to harm the enamel and at the same time do everything with the utmost quality - use a grinder. Instead of the usual cutting disc, you need to string a grinding disc, which will safely clear the patch of enamel, and only then carry out the steps described above. This approach not only minimizes risks, but also significantly speeds up the process. Usually an additional 2 mm to the diameter is tacked, because in this case, the result will be without flaw.
The final stage of the workflow
Types of cast iron.
Tools and materials:
- Bulgarian;
- alcohol;
- sealant.
After you have managed to drill a hole in the bathtub, you need to take up the grinder again, but this time the angle grinder is used for the correct purpose, for grinding metal surfaces. If the hole is not sanded, then sharp ends will protrude in different directions, which will not only prevent you from finishing the work process, but can also injure your skin.
The sanded surface of cast iron is immediately degreased with alcohol or any other similar solution after finishing the work process, after which a sealant must be applied. Like all metals, cast iron has an increased reaction to exposure to a humid environment, which is why protection is vitally important.
Drilling cast iron with your own hands does not require a lot of time or any serious modern equipment, because... Instead of the most modern drill, you can use an old brace, and replace the grinder with emery.
How to drill cast iron
Before starting work on drilling cast iron, pay attention to surface preparation. Removing burrs and cleaning the surface with sandpaper and degreasing it allows you to achieve a smooth hole in the right place without any unpleasant surprises
This preparation will allow the heat that is generated during mechanical processing of metal products to be removed. The structure of cast iron, regardless of the form in which the graphite is in it, is prone to whitening when areas heated to critical temperatures are sharply cooled. At the same time, cast iron becomes brittle and prone to destruction at the slightest mechanical load. Before you start work, you need to understand how to drill through cast iron - with what tool and what consumables are needed.
Drilling process
The first hole was drilled well only at the beginning, but the self-tapping screw did not last long and halfway through it went bad. There are a lot of self-tapping screws, so we took a second one, but this time in red (the self-tapping screws were left over from the Master Flash installations on the roofs), which, surprisingly, drilled much better, and we used it to drill this and more 3
holes.
This is how we managed to drill holes in cast iron. Perhaps someone will find this information useful.
Warmth and comfort for your home.
If the article was useful
, please like it, this is the best gratitude.
Be sure to write your
opinion in the comments, it’s important to me.
Source: zen.yandex.ru
SOME FEATURES OF USING AN IMPACT DRILL AND A PERFORATOR
- Using such tools, you can make holes in the structures of various materials (brick, wood, concrete, etc.).
- Using certain attachments, and without using high speeds, you can easily and quickly tighten (unscrew) screws, screws and self-tapping screws.
- Greater power of the drill allows you to make a hole faster, only with its increase the impact drill becomes heavier.
- If you buy certain devices, an impact drill or hammer drill can replace an angle grinder.
- With proper use of any of these tools, the service life will be very long.
Correct use means:
- interruption during operation (after 35-40 seconds);
- use only high-quality sharp drills;
- take into account working conditions.
The operating principle of an impact drill is based on the translational movement of two ratchets, which repel each other while the motor spindle rotates.
Today, almost any, even minor, home repairs cannot be done without an impact drill or a more advanced design called a hammer drill. The main purpose of an electric drill is to drill holes in various materials, except stone and concrete. For drilling holes in materials such as stone and concrete, Modern electric drills are now equipped with an impact mechanism.
The impact mechanism built into an electric drill is notable for its imperfect design and very low performance when drilling in concrete. Things are better when drilling holes in a brick wall, but when the electric drill operates intensively and frequently in this mode, the impact mechanism wears out very quickly. When worn out The impact mechanism further reduces the drilling performance in concrete and brick, and in addition, there is a large load on the electric motor, causing it to heat up sharply.
Therefore, professional builders use hammer drills to drill holes in concrete and stone walls, equipped with a more advanced impact mechanism (read hammer drill device). Impact drills are (in my opinion) popular among ordinary owners of houses and apartments who have nothing to do with professional construction .
But since the price of a good hammer drill is much higher than the price of an impact drill, people began to willingly buy such a tool. But I repeat, the impact mechanism of an impact drill is of little interest to a professional builder. In order to more easily understand the principle of operation of an impact drill, I suggest you familiarize yourself first with an impact drill device. To restore the functionality of the worn-out mechanism of an electric drill, you need to repair the drill yourself,
in which worn parts are completely replaced.
What is a drill and how to sharpen it
To perform drilling work, special tools are produced, the most common of which is a drill.
Attention! To work with different materials, special drills with different sharpening angles are produced. In addition, the sharpening angles are affected by the structure of the material.
But first things first
In addition, the sharpening angles are affected by the structure of the material. But first things first.
Various sharpening methods
A drill is a cutting tool that performs the cutting process due to a rotational movement with an axial feed.
Drills are used not only for making through holes of various diameters, but also for drilling out existing holes. Using a drill, you can drill a through hole, make a recess of the required diameter, and drill to the required depth.
But to perform the above work you will need a drill of the required diameter.
In addition, the drill must be properly sharpened.
Various sharpening methods for specific materials
And in order to find out how to sharpen a drill, you need to clarify what material the tool will be used for.
Structurally, drills are produced in spiral, flat or feathered, annular, center, for deep or one-sided cutting. Twist drills are available in various diameters. Range 0.1…80 mm with working part length up to 275 mm. Flat drills are used to make large diameter holes to great depths. Structurally, the cutting part is made in the form of a blade and is attached to the holder. Annular drills are made in the form of a hollow pipe, which has a narrow annular cutting part. Center drills are used to center parts during turning. But all of the tools listed above become dull during operation. And if the drills become dull, they need to be sharpened. And to find out how to sharpen a drill correctly, you need to imagine what material the tool will be used for and then change the sharpening angle. Drills are less likely to become dull when working on wood. If you use drills for drilling only in wood, then such drills do not require sharpening for several months or years
You just need to be careful with their storage and use. It’s important for us to learn how to sharpen drills when working on metal and concrete.
How to drill a cast iron oven door
Industrial development leads to the emergence of new materials with properties in demand for modern products and assemblies. Despite this fact, cast iron, in all its diversity, remains an iron-carbon alloy, without which it is difficult to imagine any sector of everyday life, communications system or production equipment. Fittings, shut-off valves, pipes, bathtubs, heating radiators, fastening elements for railway tracks and brake pads for cars, cast parts replacing steel ones. These are the components of a list that can be continued for a long time.
The processing of this material deserves special attention for large enterprises and home craftsmen. One of the main aspects is how to drill a hole in cast iron.
How to drill cast iron
Before starting work on drilling cast iron, pay attention to surface preparation. Removing burrs and cleaning the surface with sandpaper and degreasing it allows you to achieve a smooth hole in the right place without any unpleasant surprises
This preparation will allow the heat that is generated during mechanical processing of metal products to be removed.
The structure of cast iron, regardless of the form in which the graphite is in it, is prone to whitening when areas heated to critical temperatures are sharply cooled. At the same time, cast iron becomes brittle and prone to destruction at the slightest mechanical load.
Before you start work, you need to understand how to drill through cast iron - with what tool and what consumables are needed.
Drill selection
An ordinary metal drill is able to cope with the task. The only condition in this situation will be the correct degree of sharpening of the cutting tool. Without theoretical justification, drill manufacturers, together with representatives of machining enterprises, found that the optimal sharpening angle range would be a run-up of 116-118 degrees.
The use of drills tipped from special steels and alloys is also justified if it is necessary to make holes in large quantities and large diameters. The most commonly used is will win. The design of the drill must correspond to the metal processing. At enterprises, toolmakers got out of sticky situations by sharpening Pobedit drills for concrete with a diamond wheel.
However, such manipulations require certain skills and may be unsafe when drilling. Selecting a drill for cast iron is an important step.
Tool selection
In factories and enterprises where the processing of cast iron workpieces is carried out on a wide stream, drilling machines are equipped with an emulsion supply to the point of contact of the drill. This technological move allows you to avoid phase transformations in the treated area.
A special requirement for drilling machines is the increased requirement for the ability to control and smoothly change the speed of rotation of the cutting tool and the feed into the workpiece. Specially developed substances are often used as emulsions. These are mainly sulfonated and chlorinated oils. For gray cast iron, kerosene can be used.
If there is no need to speed up the process, gray cast iron can be drilled without the use of a cooling lubricant.
At home, a drill with adjustable speed and quite powerful is used for drilling if it is necessary to drill a hole of significant diameter. If possible, be sure to use a device that locks the drill in relation to the workpiece. This will extend the life of the cutting tool. The main reason for its failure is misalignment, deviation from the vertical drilling axis.
Interesting information. After drilling the hole, treat its edges and cavity with sealant or epoxy glue. This way you can get additional protection against corrosion.
Methods for drilling cast iron pipes
Gray cast iron pipes are used in laying water supply and sewerage communications; their characteristics are designed for heavy loads and large diameters. The scope of use also affects: heating mains, high-pressure oil and gas mains, central heating systems. Kinds:
- without detachable connections, smooth pipe ends - SMU (socketless);
- with a detachable connection at one end - SME.
When working with cast iron, you must adhere to the general rules - control the uniform pressure on the drill, avoid overheating the drill, and use an emulsion lubricant.
There are two types of cast iron pipes:
Before you start using pipes, you need to make sure that the location chosen for them does not contradict building codes. It is desirable that there are no turns or slopes.
Cast iron pipes are prohibited from being processed; only pipe cutting is permitted. Today, this metal is simply irreplaceable in some types of industry, which is why cutting and drilling cast iron is so important.
Detailed instructions for drilling cast iron
Tools and materials required for work:
- ruler;
- marker;
- wooden block;
- Bulgarian;
- kerosene solution.
Before drilling a hole in cast iron, you need to clearly define your goals and objectives in advance, because... you need to see the final result accurately. When drilling holes in a bathtub without prior experience, mistakes are made. The three most common are hole slipping, enamel chipping, and even drill bits breaking.
Before you start doing anything, you need to make sure that there really is cast iron in front of you. The easiest way is to try to lift the product. If it does not rise due to the enormous mass, then no error has occurred. Otherwise it's just plain steel.
The most important aspect that should not be forgotten throughout the work is the lack of haste. Even if it’s really necessary and deadlines are pressing, you need to drill cast iron at cruising speed, because... The material is not only very hard, but also very fragile, which is why you can inadvertently say goodbye to a cast iron product.
Now you can begin the preparatory work. At the very beginning of preparation, you need to set all the necessary marks on the surface using a black or red thick marker. The points are placed small so that during work the drill does not accidentally move away from the selected positions.
The drill must be made of carbide steel, and its sharpening must be impeccable. The drill should be for metal with an angle of 116-118 degrees, so as not to scratch the surface, but rather to dig into it. If this point is not taken into account, then with a very high probability the enamel will not be cut off in a careful circle, but will crack, creating cracks around itself.
If you want to play it safe, you can use a wooden block. A hole is made in it that is 2 mm larger than the drill used, so that no difficulties arise during professional activities. This block should be, if possible, 2-2.5 cm thick so that the drill does not move even if the hand shakes. When working, the block will be applied to the surface in such a way that a pre-marked point can be seen in the center. It will need to be pressed with 1 hand while the entire work process is organized with the other.
Often, beginners forget or deliberately ignore drill cooling, which is why the work process is much slower and the drill itself wears out faster. In order to avoid this, you need to use a kerosene solution. Its consumption is small enough to make the drills more expensive.
There is another way not to harm the enamel and at the same time do everything with the utmost quality - use a grinder. Instead of the usual cutting disc, you need to string a grinding disc, which will safely clear the patch of enamel, and only then carry out the steps described above. This approach not only minimizes risks, but also significantly speeds up the process. Usually an additional 2 mm to the diameter is tacked, because in this case, the result will be without flaw.
Types of cast iron pipes and features of their installation
There are two types of cast iron pipes. The first type is SMU - pipes, both ends of which have a smooth surface. The second type is SME - pipes with a smooth surface on one side and a detachable connection on the other.
The installation location of cast iron pipes should not contradict building codes. If possible, there should be no slopes or turns in the pipeline.
You also need to know that cast iron pipes cannot be processed, but they can be cut. Currently, such pipes are used in various industrial enterprises and public utilities. This necessitates cutting and drilling of pipes.
Subtleties of working with cast iron
Following simple rules will allow you to achieve the desired result, leaving the drills, tools, and hands intact:
- Control the load applied to the drill or machine without causing the drill to break. Cast iron products are mainly produced by casting. Shrinkage cavities and voids may appear. If a drill falls into such a void, it breaks in 95% of cases. There is a risk of injury or a broken drill bit in an unfinished hole.
- Do not allow the drill to overheat. Take a break from work. This will prevent the metal from softening and will extend its service life.
- To drill into a cast iron bathtub, use a pre-diamond tile and glass drill bit. This is a simple move to prevent cracking of the enamel.
- If the diameter exceeds 11mm, then the optimal solution would be to use a drill of a smaller diameter, and then the required size.
With the right approach and care, drilling into cast iron is not an impossible task. The information presented in this article gives a complete understanding of how to drill cast iron, all the nuances and subtleties
Ideally, a cast iron part should be clamped in a vice, drilled with a machine, and there should be a constant supply of coolant to the drill.
If this is not possible, then I personally drilled with ordinary metal drills, although I sharpened them at a large angle.
You need to drill from a smaller diameter to a larger one, the speed is very low, even up to replacing the electric drill with a brace.
There are drills for cast iron on sale (at least that’s what the sellers say) with a Pobedit bit, but it’s different from a regular Pobedit bit.
It differs in that the soldering itself does not extend beyond the diameter of the drill. I didn’t drill with such drills, the usual one for metal did the job.
You need to press harder on the drill, keep the speed to a minimum, cool it with water.
Another important point: the drill should not “beat” in the chuck.
Cast iron comes in different grades, I drilled gray, they say that it is almost impossible to drill white, only on a machine and in a factory.
Bosch drills are not bad, but they are only enough for a couple of holes, cast iron is very difficult to drill (it’s easier to shoot through it), you need to either constantly sharpen the drills or change them more often.
Cast iron can be drilled with any metal drill bits!
You can use drills from ordinary cheap ones to expensive ones with different coatings and made of special high-strength materials.
The main thing is that the drill is sharpened for ferrous metal, and not for non-ferrous metal, since if it is sharpened incorrectly, it will become dull very quickly. Better yet, if possible, sharpen the drill specifically for cast iron. The sharpening angle should be within 116-118 degrees
In addition to the angle, you also need to take into account that for cast iron the outer corner of the drill is trimmed, since if it is not trimmed, then in a straight approach the drill will immediately become blunt at the edges and begin to lick the inside of the hole, which not only makes drilling difficult, but also makes the surface of the hole uneven .
You need to drill cast iron at very slow speeds with a small drill feed, because when the number of revolutions increases, the drill immediately becomes dull, and when the pressure increases, it can simply break.
It is also not unimportant that when drilling cast iron, the drill at the drilling site must be constantly cooled, since there is a large thermal release and if the temperature is not controlled, the drill simply fails. It is best to cool not just with water, but with a special coolant that also contains lubricants.
In everyday life, rarely does anyone have to drill cast iron, but sometimes such a need arises. Some people need to make a hole in the bathtub, while others may have their own different technical ideas. Drilling cast iron is similar to drilling steel, but there are some differences.
How to drill cast iron with a drill? — Machine tools, welding, metalworking
Before you learn how to properly handle a cast iron pipe, and in particular, how to drill a cast iron pipe, you need to understand what it is, where and what it is used for.
The main purpose of cast iron pipes is to drain waste water and for main collectors.
Tapping into a cast iron pipe
During the operation of a dacha or country house, sometimes it becomes necessary to make a tap from the water supply or an additional drain into the sewer for the washing machine.
This issue is resolved using the “inset” method. How to insert into a cast iron pipe?
In most cases, it is possible to use a ready-made tee, the diameter of which is slightly larger. You should cut off the part of the pipe where the pipe is missing.
The pipe usually has to be cut lengthwise, a hole drilled and a pipe welded to the remaining part.
The flange is attached to the pipe along the entire perimeter by welding. It is quite difficult to do this without special skills. In this case, you can use sealant and clamps, which will allow you to make an insert into almost any pipe in the house.
In addition to fast and high-quality repair of heating pipes, we provide professional installation of turnkey heating systems. On our heating > resant.ru/otoplenie-doma.html
To contact us, use the contact number of DESIGN PRESTIGE LLC 8(495) 744-67-74 , which you can call around the clock.
note
Our company DESIGN PRESTIGE LLC is part of the non-profit organization ANO INTERREGIONAL BOARD OF FORENSIC EXPERTS. We also provide independent construction technical expertise services.
News
What and how to drill cast iron?
In connection with the development of the metallurgical industry, a variety of metals and their alloys appear on the market. Metal can replace steel since it is a material with a high price. When carrying out processing, you need to know how to drill cast iron in industrial production conditions and private workshops.
Drilling cast iron using a machine
Features of cast iron
The main difference between metal is the manufacturing process. Various temperatures are used in production, reaching values of 1200°C. In this case, an alloy of iron and carbon with a high content of the latter is obtained, this phenomenon helps to reduce the strength properties. Iron and carbon particles do not form strong bonds.
During the melting process, carbon atoms are not able to integrate into the crystal lattice. As a result, cast iron parts are not used in units subject to high loads. The metal belongs to ferrous metallurgy and has some characteristics similar to steel alloys.
The advantages include:
- the high strength of some cast iron alloys, in contrast to steel;
- as a result of forced heating, thermal energy is evenly distributed throughout the part, while the temperature decreases over a long period of time;
- does not react with acids and alkalis;
- cast iron parts have a long service life;
Moments of disassembling cast iron
If you completely replace the structure with a plastic one, you don’t have to do any extra work and just break everything with a hammer. This is quite easy to do, because cast iron is considered a brittle material. However, if only part of the pipeline needs to be dismantled, the work must be done more carefully.
Before dismantling a cast iron sewer system, it is necessary to inspect the entire system to determine the area that will be repaired. Then the water supply must be turned off to prevent waste from entering the sewer system. Further disassembly is carried out in stages:
- The part of the pipe located below the connection is cut off.
- The pipe is disconnected from the socket. Chasing methods will be discussed in more detail.
- If you can’t easily remove the connection, use a blowtorch or make surrounding cuts 20 mm long.
When carrying out procedures, it is imperative to use all protective equipment due to the risk of injury of this work.
Caulking of a pipeline with a sulfur compound
Regardless of how the cast iron sewer was connected, before replacement it is necessary to carry out some standard preparatory work:
- turn off the water;
- disconnect the hose leading to the toilet;
- remove the toilet itself by unscrewing the bolts;
- clear the bathroom of appliances and furniture.
To determine whether sulfur was actually used when joining the pipes, you need to bring a blowtorch to the seam. When exposed to high temperatures, sulfur melts, accompanied by an unpleasant odor.
When dismantling cast iron sewer pipes, work begins from the farthest corner. The element must be broken with a hammer. It is better to use a tool with a plastic or polymer base, because metal nozzles can clog the sewer. Having found the cross leading to the riser, you need to loosen it as much as possible.
Then you need to prepare a blowtorch or gas burner. Warming up connections should be carried out by at least two people. While one heats and melts the sulfur, the other must loosen the structure. In this case, be sure to use gloves and other protective equipment.
When the connecting substance is completely melted, the crosspiece can be removed from the riser. In this case, you should be very careful, you must remember to remove the remaining sulfur, and then let the riser cool thoroughly. If the cast iron structure turns out to be too strong, you can always make a few cuts near the pipe that needs to be removed. This will make the extraction process easier.
Caulking of a pipeline with a cement connection
Dismantling cast iron pipes that have been connected with cement is practically no different from the above-mentioned option with sulfur, but is much safer. This is because when sulfur melts, a lot of carbon monoxide is released. To begin dismantling, you need to cut off part of the pipe. In this case, it is worth retreating at least 30 cm from the junction. Hardened cement is removed with a hammer, which must be used to hit a screwdriver or chisel inserted into the hole. All procedures should be performed as carefully as possible so as not to damage the bell.
When the joints are freed from cement, you need to try to loosen the main pipe. In order not to treat the sewer with a blowtorch or torch, you need to remove the cable, but if this cannot be done without, you need to heat it very much or use a specialized wrench. For example, for a 50 mm pipe, use tools Nos. 3 and 4.
The crosspiece is located below on the main riser. To remove it, you can simply use a hammer and screwdriver. In this case, for some time you need to lightly tap on the tee itself in order to form a small gap between it and the pipe. Then you need to penetrate this opening, pry off the tee and remove it. Carrying out these manipulations will take a lot of time, in addition, this method can be ineffective.
The next option is to use a blowtorch or torch. Dismantling occurs much faster, but the price for this is an unpleasant odor that takes a long time to disappear. First of all, you need to cut off the bell of the cross. Then a heating device is placed into the pipe. A metal shield is placed on the top of the pipe to be able to regulate the draft inside the riser. When heating, you need to start rocking the pipe and, as soon as the opportunity arises, remove the dismantled tee.
Tool selection
In factories and enterprises where the processing of cast iron workpieces is carried out on a wide stream, drilling machines are equipped with an emulsion supply to the point of contact of the drill. This technological move allows you to avoid phase transformations in the treated area. A special requirement for drilling machines is the increased requirement for the ability to control and smoothly change the speed of rotation of the cutting tool and the feed into the workpiece. Specially developed substances are often used as emulsions. These are mainly sulfonated and chlorinated oils. For gray cast iron, kerosene can be used. If there is no need to speed up the process, gray cast iron can be drilled without the use of a cooling lubricant.
At home, a drill with adjustable speed and quite powerful is used for drilling if it is necessary to drill a hole of significant diameter. If possible, be sure to use a device that locks the drill in relation to the workpiece. This will extend the life of the cutting tool. The main reason for its failure is misalignment, deviation from the vertical drilling axis.
Interesting information. After drilling the hole, treat its edges and cavity with sealant or epoxy glue. This way you can get additional protection against corrosion.
What methods can you drill through cast iron?
It is permissible to carry out drilling with standard metal drills made of carbide steel, provided that they are sharpened with high quality. According to the recommendations of machining enterprises, the sharpening angle range is from 116 to 118 degrees. To obtain large-diameter holes, drills with special pobedit tips (tungsten-based alloys) are used. Pobedit drills are used at low speeds and with proper vertical load. In the factory, cast iron workpieces are processed on special drilling machines, which are additionally equipped with a jet emulsion supply system directly to the drilling site. Oils used as emulsions are: sulfonated and chlorinated.
A few notes about work safety
In addition to the question of what can be used to drill cast iron pipes, do not forget about ensuring safety when performing this type of work on your own
This is especially important, since cast iron may contain voids and many other defects.
Most often, existing defects are caused by carbon and other components. Any defect in a cast iron pipe leads to the appearance of a significant amount of dust during drilling. Therefore, you should follow the safety rules:
- the place where work is carried out must be equipped with an exhaust hood; when carrying out work, you must use a respirator or at least make a bandage of cotton wool and gauze; you must protect your eyes using safety glasses that have closed edges on the sides; work must be performed wearing special clothing , as well as protect your head and hands; when starting work, you need to be completely sure that there is no liquid left in the pipe and there is no pressure.
Drilling on an industrial scale
In industrial production conditions, if it is necessary to solve the problem of how to drill cast iron, appropriate machines with working tools that have special working surfaces of appropriate sharpening are used. A supply of coolant is required to ensure the specified operating temperature.
In addition to the question of how to drill cast iron, it is imperative to ask the question of safety during such work. The possibility of cavities, voids and similar defects in the mass of processed material should be taken into account. This is often due to the large amount of carbon in the cast iron and a variety of other components.
These sudden defects also lead to the release of large amounts of fine chips and dust during metal processing. Processing methods depend on the type of cast iron, but there are general rules and safety requirements.
As a result, generally accepted protective measures must be taken during the execution of work. Respiratory organs must be protected. Why is it necessary, in addition to equipping the work site with a ventilated hood, to use a respirator or a cotton-gauze “petal” for personal protection.
You should also protect your eyes. Safety requirements require the presence of protective screens and the use of safety glasses with closed side edges. You should work in special work clothes, gloves and a hat.
To avoid problems when drilling a cast iron pipe, you need to know the properties of the material and the rules for handling it.
Cast iron pipes are used in pipelines designed to drain waste liquids and create main collectors. Among the advantages of cast iron are fire resistance and low noise levels. However, this metal requires more careful handling than PVC pipes. We also note that cast iron pipes, as a rule, are coated with an anti-corrosion compound inside and outside.
To work with cast iron pipes, you need to prepare the following tools:
- brace/electric drill;
- drills and bits from Pobedit;
- a marker that will be used to mark the pipes.