Full welding work can be carried out under water if certain conditions are met. Examples of such work include the repair of ships, the construction of bridges and supports, and the construction of an underwater pipeline. It is possible to combine concepts such as welding and water only with the help of special electrodes. They differ significantly from traditional consumables used in welding ferrous metals.
There are several ways to carry out welding work under water. The principle of operation of the electrode is to create a kind of “visor” at the combustion site that would preserve the arc. This visor is formed due to gases displacing water. Gases are formed during the combustion of substances that make up the electrode. This entire process is carried out under high pressure.
The procedure for welding metals under water can be carried out using one of the standard methods:
- Welding in a dry environment.
- Wet welding, which involves working in semi-automatic and MMA modes.
- Welding in a special box that can move in water.
- Welding using a working chamber.
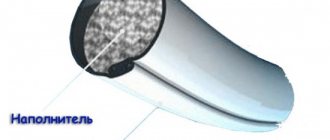
It is the first two methods that are popular, as they are the least expensive. The coating of the electrodes, consisting of paraffin or a special celluloid varnish dissolved in acetone, forms a gas bubble when burned. When making such electrodes, the workpieces are immersed in molten paraffin.
A fundamentally different method involves creating conditions for the master that would be similar to those on the ground. A chamber is mounted in close proximity to the welding site, from which air is pumped out. Naturally, in this case, you can use conventional electrodes, but this method has a significant drawback - high costs for creating a chamber. Semi-automatic wet welding is carried out using a special wire in an environment of argon and carbon dioxide.
Electrodes for underwater welding.
Nowadays, underwater welding is used more and more often . This type of welding is required for the repair of sea and river transport, construction work (construction of bridges, roads, etc.) and hydraulic engineering work. Basically, electrodes with a large layer of coating are used for welding, otherwise welding under water will not work. The weight of the coating on electrodes for underwater welding is 130-170% of the weight of the rod.
How does welding happen under water? Here's how: the electrode coatings form a visor under which the arc can safely burn, while displacing water under considerable pressure from the arc gases. Basically, electrodes for underwater welding are coated with paraffin or celluloid varnish, which is dissolved in acetone. After the first layer of varnish has dried, it is applied in two more layers.
The waxing of electrodes of these types occurs by immersing the rods in molten paraffin. If the electrode coating is created using the above method, then the thickness of the coating for a 4 mm rod will be 0.8 mm, for a 5 mm rod. – 1 mm, and for 6 mm – 1.2 mm.
The second way to weld underwater is to create terrestrial conditions underwater. How are they created? The required welding object is selected, over which a chamber is created, from which water is pumped out. Further welding of metal parts occurs in the same way as on the surface of the Earth. However, this method has a big drawback. It takes a lot of time, effort, and most importantly money to create a chamber and pump out water. This method of underwater welding is used extremely rarely due to its high cost.
Almost always, types of electrodes are used for underwater welding : TsM-7S, ANO-1 and OZS-3 . These types of electrodes meet all safety requirements, and you can easily order them through the “Contacts” page.
Also, for welding under water, direct current with straight polarity is required, because only in this case the arc will burn perfectly under water. For underwater welding, electrodes with a diameter of 4 to 6 mm are used. For welding with such electrodes, voltages of 220, 300 and 340 are used, respectively. There are also Russian electrodes for underwater welding such as MGM-50K. They can be used for welding both in rooms with high humidity and under water. It is very convenient because the metal does not require cleaning from rust or other contaminants before welding. However, if you live in your own home, then you most likely will not need welding under water. But if you have a construction company, then you will definitely need electrodes for underwater welding.
However, for welding under water you will only need high-quality electrodes, but an excellent welder with extensive welding experience, both on Earth and under water. Technologies are moving forward, and underwater welding is becoming very relevant in our time. Abroad, underwater welding fasteners are mainly used. If underwater welding is already so popular abroad, maybe you need to stock up on electrodes for underwater welding right now?
Source
About the profession of an underwater welder
A person performing underwater welding works in particularly difficult conditions, so people who have undergone special training and are highly qualified are allowed to carry out the work.
Requirements
Welding in water involves additional challenges compared to when the work is done on land. With a sharp rise from depth to the surface, gas bubbles form in the blood, so this process must be performed correctly.
During training, the future underwater welder learns:
- welding course;
- rules of conduct under water, the use of scuba gear, calculating the time spent at depth, and the peculiarities of endurance during ascent.
Much attention is paid to studying safety rules. A person must not only know all the intricacies of the welding process, but also be able to check equipment, organize a workplace, and swim well.
Before performing underwater work, you need to familiarize yourself with the features of the objects you will have to work with (vessel hull, bridges, hydraulic structures, etc.). Training is carried out in specialized centers, where there are swimming pools and all the necessary equipment.
Wage
The average salary of a simple welder in the Russian Federation is 50-60 thousand rubles. per month. Carrying out such work under water is paid much higher, on average 100-120 thousand rubles. The size of the salary is influenced by the welder’s rank and skills, the region where the work is carried out, and the level of the company in which he works.
Difficulty of learning
A person who has chosen the profession of an underwater welder must be prepared for the existing risks and difficulties. You can obtain this profession in specialized training centers, organizations working in this direction, and diving schools. To enter such an institution, he must have a welding and technical diver diploma.
Depending on the level of training of a person and the skills that he wants to acquire, the duration of training ranges from 14 days to 2 years. At the same time, they give theoretical knowledge and conduct practical classes, study and practice the rules of welding under water, working with scuba gear, and safety precautions.
When performing underwater welding, you must strictly follow the technological process, as well as the developed safety rules, this is the only way to get a high-quality result and maximally protect the welder and other people taking part in such work.
Features of underwater welding
Welding underwater is carried out using several methods, but there is one general principle. It lies in the fact that the coating of the electrodes forms a special visor that allows the arc to burn continuously. During ignition, special gases are formed that push out water and make it possible to work with metal. The whole process takes place under great pressure.
Here are several types of underwater welding:
- dry chamber welding;
- wet welding - semi-automatic and manual arc;
- welding in a dry box that moves under water;
- welding in the working chamber.
The first two types of work are most widespread.
Varieties of the process
There are several ways to perform underwater welding; they differ in type and features.
In a dry environment
This type of welding implies that the welder and the place on the object with which he will work are placed in a special box from which water is pumped out. Although a person does not take off his diving suit and may be waist-deep in water, the environment at the site of the suture is dry. The result is the same as on land. This is an expensive method that requires the rental of a special box and equipment that lowers and raises it. It is used when work is carried out at great depths or when it is necessary to connect three-dimensional parts and high demands are placed on the quality of the seam.
Welding in a dry environment involves working in a special box.
Using shielding gas
To perform small seams, when the goal is not to obtain a particularly strong connection, the work is carried out using a small tank placed where the welding will be carried out. Water is pumped out of it, and because... Since the walls are transparent, the welder can visually control the process of seam formation. The working tool is controlled through a special hole.
Here, welding is also performed in a dry environment, which allows the seam to cool gradually, and this has a positive effect on its impact strength. The resulting gases do not interfere with the view, but the disadvantage of the method is that a separate chamber will have to be made for each type of work.
Wet manual and semi-automatic
This method of connecting parts under water is simple and inexpensive. For wet welding, electrodes with a special coating are required. The semi-automatic method uses a torch that has a built-in mechanism capable of feeding wire and blowing shielding gas. It is used for repairing ships far from the port, when it is necessary to weld a pipeline, etc.
We recommend reading Samples of technological map for welding work
With the help of such electrodes, work is performed using the same technology as on land. When cutting, you must use a high current and keep the electrode in one place until a through hole is formed. To speed up the process, when the top layer of metal melts, the remainder is pierced with an electrode. The work is carried out at a depth of no more than 40 m. To avoid voltage loss and the risk of electric shock, the cables used must be solid.
Wet manual welding is inexpensive.
What brands are used for underwater welding?
Among the most common brands of electrodes for underwater welding are TsM-7S, ANO-1, OZS-3.
Almost all electrodes of this type have common characteristics with rods used under normal conditions. Welding wire is made from low carbon steel. The coating that creates the gas cloud is similar to regular electrode coating, but it is slightly thicker and denser. In addition, electrodes for underwater welding have:
These elements create a protective coating that prevents it from becoming limp and unusable.
The diameter of such electrodes is 4 - 6 mm. The required voltage is 220 - 340 V.
In addition to the 3 indicated electrodes, Broco brand electrodes can also be used for underwater work. Here are the properties of these rods:
- the ability to cut and weld metal under water;
- can be used to work with stainless steel and carbon steels;
- produced in diameters 4, 6.4 and 9.5 mm;
- conduct current well thanks to the copper in the composition;
- high quality insulating coating;
- high combustion temperature - about 5000°C;
- electrodes can operate without arcing;
- Can melt concrete and stone.
Among the Russian electrodes, the MGM-50K model can be noted. The electrodes can be used both underwater and in environments with high humidity. They can be used on uncleaned surfaces such as dirt and rust.
Another high-quality model of electrodes for underwater welding is EPS-52. They do not emit smoke when welding and are waterproofed. They can be used on both direct and alternating current.
What does a welder need?
To weld underwater, you will need power equipment; its design is almost no different from what is used on land. What is designed to work at greater depths may have some differences in design.
Cables and special hoses
The technology for performing work, as well as compliance with electrical safety measures, impose special requirements on the integrity of cables and hoses through which power is supplied, water is pumped out, wire and shielding gas are supplied. Often such work is carried out in sea water, which is a good conductor of electricity. The presence of twists on the cables can not only cause current leakage, but also be dangerous for the welder.
To perform work underwater, you will need special hoses.
Space suit or similar equipment
The welder is forced to work at great depths, so he will need special equipment, this could be a spacesuit or similar equipment. Salt water is highly conductive, so an arc can form at a distance from the parts being welded.
Electrodes, wires, etc.
Electrodes made of low-carbon steel are used, because... they are less susceptible to the negative effects of liquid. The coating on them is additionally coated with protective agents, which, by creating a waterproof layer, prevent it from deteriorating prematurely.
The work is performed with electrodes with a diameter of 4-6 mm, for example, brand Sv-08 and similar. For semi-automatic welding, wire SV-08G2S and similar ones are used. When changing the electrode, the equipment turns off.
For underwater welding, low-carbon steel electrodes are used.
What kind of electrodes are there for underwater welding?
There is quite a wide variety of electrodes that can be used for underwater cooking. However, we will highlight only three brands of electrodes that differ from the rest due to their quality and trouble-free operation.
First of all, these are German electrodes for underwater welding - ZELLER 555. Among the products of our Russian electrode manufacturers, we should certainly mention such electrodes for underwater welding as OZS-3, ANO-1 and TsM-7S. All of the above electrodes can be used for cooking surrounded by water, and not only that.
You should not think that these are the most common electrodes for manual arc welding, since this is often how many welders perceive them. Both the composition of the electrodes and the materials used to make their rods have a special composition and meet certain characteristics. Well, about the composition of the coating of rutile electrodes, read here: https://mmasvarka.ru/rutilovye-elektrody.html
What are electrodes for welding in water made of?
For example, the rod of underwater welding electrodes is made of steel, which contains a minimal amount of carbon. Electrode coating is applied in a denser and thicker layer than on conventional electrodes. In addition, the underwater electrodes contain special components.
First of all, such as:
All these components are added to the electrode coating composition for a reason. They are designed to protect it from becoming soggy in water. The diameter of the electrodes for underwater welding is also specially selected, from 4 to 6 mm. In this case, the welding machine must be designed to operate on a voltage of 220-340 Volts.
Experienced submarine welders probably know about another brand of electrodes, “Broco”. These electrodes are used not only for welding steel under water, but also for cutting it. The diameter of Broco electrodes can be 3.2-9.5 mm, and they contain copper, which helps improve conductivity. The entire series of SofTouch electrodes from Broco is characterized by a very high combustion temperature of the welding arc, up to +5000°C.
Another popular electrode for underwater welding is already produced here in Russia. These are MGM-50K electrodes. This brand of electrodes is characterized by its versatility, and is intended primarily for welding metals at very high humidity. MGM-50K electrodes are not at all selective towards the surface being welded. They can be used to cook without even removing rust from the metal.
How to make at home
It is not recommended to carry out such work at home. To do this, you need to have not only the skills of a high-class welder, but also a diver, and it is unlikely that you will be able to obtain them on your own. If you have the appropriate skills, equipment and an assistant, you can weld underwater at home.
Security requirements
When carrying out such welding work, the following rules must be observed:
work must be carried out with direct current; there must be an emergency switch in the electrical circuit; there must be high-quality communication between the welder and the inspector; the diver's suit must provide a high degree of isolation of the welder from the parts being welded; Explosive gas pockets may appear behind the workpiece, so you must be careful and careful during such work; voltage is supplied only during direct welding or cutting; at other times the equipment must be turned off; the welder must constantly monitor his position so as not to end up between the grounded product and the electrode holder and become part of the electrical circuit; connections must be reliable and the ground clamp must be strong; when replacing the electrode, the current must be turned off; The electrode holder is handled with care and should not be pointed at yourself or other people.
We recommend reading: How to weld a car muffler yourself
The diver's suit must provide a high degree of insulation for the welder.
Required tools and equipment
To perform underwater cooking, you will need special electrodes and a universal holder. There is no need to supply oxygen, so no equipment is required. To create and maintain an electric arc, you will need a DC generator, such as the BROCO BR-22.
Hydrogen removal
During the work, water, under the influence of current and high temperature, is converted into oxygen and hydrogen. Since the resulting gas is lighter than water, it rises on its own, and new bubbles form in its place.
General description of the process
There are 2 types of welding that can be done underwater:
- Self-regulating. Here the electrode is moved relative to the welding line in a perpendicular direction and slightly pressed against the part so that it is in constant contact with it. A series of stitches is made by moving the electrode across the joint line. A strong seam is obtained at a length equal to the diameter of the electrode; if it is 4 mm, then the welds are each 4 mm wide. When carrying out vertical welding, they move from top to bottom so that the resulting gas does not impair visibility.
- Managed. The welder performs arcuate movements with the electrode, moving it from side to side, without touching the products being welded. Used when it is necessary to obtain a long straight or slightly curved seam. In this way, the vertical seam is made both from top to bottom and vice versa.
Self-regulating and controlled welding can be performed underwater.
Features of underwater welding
Correctly choosing the right electrodes for underwater welding is not the only problem. When underwater welding, it is very difficult to ignite the arc and keep it stable. There are several reasons for this. Firstly, the density of water is quite high. Secondly, external water pressure and ultra-fast heat transfer.
Therefore, welding in water has its own characteristics and requires a lot of experience. The most important thing is that the welding arc burns continuously throughout the entire welding stage. After all, it is when the arc burns that a large amount of gas is released, which forms an air bubble around it, preventing it from going out.
Source
Technology
The essence of such a phenomenon as underwater welding is explained by the fact that when the arc burns, gas is released, which forms a bubble. By enveloping the electrode and the parts being welded, the gas frees up space for the arc to burn.
As a result, all the heat generated by it is spent on heating and melting the metal, which actively resists this, being constantly cooled by the surrounding water.
Its temperature in some cases can reach negative values if the water is saturated with a sufficient amount of salts.
The gas released when an arc burns is partly a product of the combustion of metals. Some of it (hydrogen and oxygen) is formed during the decomposition of water under the influence of electric current and high temperature.
Gas bubbles constantly strive upward, having less weight and density than water, and a new portion of gas is constantly formed in the welding zone.
Seam shape
Due to the gas floating up in random movement, as well as the combustion products contained in it (soot, smoke), visibility in the welding zone is very difficult.
This circumstance determines the design features of seams when welding under water. They are produced in the form of tees, that is, when the parts to be connected are located relative to each other at an angle close to a straight line. If the parts to be joined must be located in the same plane, then they are welded not end-to-end, but overlapping.
These types of seams make it possible to work with an electrode under water even in the absence of sufficient visibility, focusing along the edge of the parts being connected, as if “by touch.”
Voltage and current
The voltage at which welding is carried out under water must be high enough to ensure a stable arc. As a rule, it varies between 30-35 V.
To supply such voltage to depth, welding machines are required that can “produce” a voltage of 80-120 V and a welding current of 180-220 A. Underwater welding can be performed with both direct and alternating current, but the best results are obtained when using direct current.
With an increase in the depth at which welding work is performed, the intensity of the arc, as well as the quality of the resulting seams, does not change. It is only necessary to increase the voltage for stable combustion. Therefore, the possibilities of underwater welding are technically unlimited. The depth limit is set only by the human capabilities of the welder and the stability of the equipment for underwater use.
How to weld pipes under pressure
Welding pipes under pressure is very difficult even for experienced welders, not to mention beginners. Constantly flowing water from the pipe prevents the welding arc from burning normally, making it very difficult to obtain the required melting temperature of the metal.
In addition, when welding water pipes under pressure, a large amount of steam is generated, which interferes with the quality of welding work. And, nevertheless, in this article on the site about manual arc welding mmasvarka.ru, advice will be given on how to weld pipes under pressure.
What electrodes should be used to weld water pipes?
The best electrodes for welding water pipes under pressure have long been considered:
UONI 13/15 electrodes are universal high-quality electrodes for MMA welding, which make it possible to repair leaking pipes. The weld seam formed by UONI 13/15 electrodes has a high combination of ductility, strength and toughness, which in turn makes it possible to weld fistulas and other damage to water pipes.
MGM-50K electrodes are a relatively new type of electrodes that are optimized for welding pipelines under pressure. The peculiarity of welding with MGM-50K electrodes is that a gas bubble forms around the arc, which can push away steam and even liquid that is not under too much pressure. All this simplifies welding work related to the repair of water pipes, and also makes it possible to carry out repair work on time.
Welding pipes under pressure
By adhering to the tips below, you can significantly facilitate the work associated with the repair of water pipes under pressure:
- When welding a pipe, when water comes out of it, the current on the welding machine should be increased. In this case, the electrode will not stick to the pipe all the time due to the fact that the metal cools too quickly.
- Before welding pipes under pressure, the electrodes should be calcined. In this case, you can achieve a better and more stable arc, which, in turn, will quickly evaporate leaking water from the fistula.
- The choice of direct or alternating current for welding water pipes depends not only on the pressure of the water layer, but also on the thickness of the metal that needs to be welded.
For example, welding with alternating current makes it possible to form a more powerful arc. Therefore, even pipes under high pressure can be welded “in alternation”.
At the same time, the quality of the weld leaves much to be desired. In turn, DC welding allows deep penetration of the metal and greater strength of the welding joint.
How to weld a fistula in a pipe with water under pressure
Let's look at a specific example of how you can weld a fistula (small hole) in a pipe under pressure:
- Choose a position from which you can easily see the damage to the pipe;
- Try to keep the electrode perpendicular to the defect in order to reduce the amount of water entering the electrode;
- Work from top to bottom until the fistula is sealed.
To weld a fistula in a water pipe under pressure, you first need to weld some metal to the top of the damage. Then, hitting it several times with a hammer, try to compact the defect and thereby stop the abundant formation of steam.
After this, you need to continue eliminating the fistula, in this way, until the hole in the pipe is completely blocked. The cycle, again and again, continues from top to bottom, not without the participation of a hammer. After water stops flowing from the pipe, the defective area should be strengthened, while reducing the value of the welding current.
Plumbing under pressure
And although today there are special saddles for inserting into water supply under pressure, many still use welding for these purposes. How to cut into a water pipe under pressure?
First of all, you need to prepare a metal pipe of the required diameter, at one end of which a thread would be cut. A ball valve must be screwed onto the thread, with a preliminary seal (plumbing flax or fum tape).
Having chosen the insertion location and cleaned the pipe from dirt and rust, you can begin welding work:
- Attach the pipe with the tap to the pipe for tapping, then weld it in a circle. This work is not easy, because you need to avoid burning through the metal of the pipeline while maintaining its integrity;
- Using an open tap on the pipe, drill a hole in the pipeline using a drill and a long metal drill for this purpose;
- After water comes out of the pipe, quickly turn off the tap.
Thus, it is possible not only to weld a fistula in a water pipe under pressure, but also to cut into an existing pipeline.
Source