We recommend purchasing:
Installations for automatic welding of longitudinal seams of shells - in stock!
High performance, convenience, ease of operation and reliability in operation.
Welding screens and protective curtains are in stock!
Radiation protection when welding and cutting. Big choice. Delivery throughout Russia!
Features and requirements for the cutting process
The quality of the edges of parts after cutting, comparable to the quality after machining, is an order of magnitude higher than after known thermal cutting processes. Laser cutting speeds reach ≥0.167 m/s. In most applications, the process is low-waste and provides finished parts that are practically not subject to deformation and do not require subsequent thermomechanical processing. The requirements for the laser cutting process are as follows: cutting speed for metals is 0.167–0.25 m/s, single-layer fabrics, leather and other materials are 0.67–1 m/s; maximum deviations of parts dimensions ± (0.05—0.2) mm; cutting width for steels with a thickness of 0.5–5 mm is 0.1–0.3 mm; the roughness of their cutting surface is 10-40 microns; non-perpendicularity of the cutting edges of steels with a thickness of 0.5–5 mm 0.05–0.1 mm; Easily removable burrs are allowed on the edges. In addition to sheets, pipes, stampings, shells, and rolled profiles are subjected to laser cutting. Below are the maximum thicknesses of cut materials:
Before cutting, no special preparation of the surface of the workpiece is required, except in cases where anti-corrosion grease is removed from the surface of steel sheets in order to protect the optical elements from contamination.
Sheet metal laser cutting speed from 1 to 7 days
Check out other benefits of cooperation with our company:
Minimum cost of services
Send us a more advantageous commercial offer from another company - we will reduce the cost of laser cutting of steel even more. We also offer individual discounts of up to 20% for our regular customers.
Free help
Consult with our specialists - they will analyze the technical specifications provided by you and tell you whether it is possible to reduce the cost of cutting sheet steel to size without losing quality
Convenient service
Agree on the details and transfer the payment, we will take care of all other issues - we will prepare a detailed estimate and other necessary documentation for you, select a transport company for delivery of parts and workpieces
Guaranteed quality
Receive a 1-year warranty on laser cutting of sheet steel according to the terms of the contract. If during this period you see melted metal or any other manufacturing defects, please let us know and we will fix it for free.
Metal cutting modes
The most significant influence on cutting speed is power and power density, diameter, divergence and mode composition of radiation, and focal length.
In Fig. Figure 28.3 shows the dependence of the cutting speed of low-carbon steel on thickness at different radiation powers and the use of oxygen as an auxiliary gas. The composition of the steel affects the cutting speed. For example, the cutting speed of low-carbon steels is on average 10-30% higher than stainless steels. But this speed decreases sharply when using multimode radiation with a large (>2 cm) output aperture and large (>1.5 mrad) angular divergence. Replacing oxygen with air or nitrogen reduces the cutting speed of steel by 1.4–1.6 times. Cutting speeds, cm/s, of non-ferrous metal alloys with a thickness of 1 mm (numerator) and 3 mm (denominator) with 1-kW laser radiation supplied with oxygen (Al and Ni alloys) or argon (Ti alloy): (8.3—9. 2)/(0.67-0.83)—Al alloys of the D16 type, (11.7—12.5)/(3.7—4.2)—Ni alloys of the “Hastelloy” type, (6.7— 7.5)/(0.67—0.83)—Ti alloy type 0T4.
Below are the recommended parameters of radiation and auxiliary gas, at which the best speed and quality of laser cutting of metals are achieved (the recommended radiation parameters are implemented in the latest samples of CO2 lasers from leading foreign companies in Japan, Germany, and Great Britain):
The focal plane relative to the sheet surface is located on the surface or below one third of the thickness; the nature of the radiation when cutting smooth contours of parts is continuous, and when cutting corners and other complex areas of parts and with high-quality burr-free cutting, it is pulse-periodic (pulse duration 0.5-3 ms, repetition frequency 100-600 Hz, peak power 0.5-6 J); auxiliary gas when cutting steels, non-ferrous alloys - oxygen (air), and for high-quality cutting of non-ferrous alloys - nitrogen, argon.
Advantages and disadvantages of laser technology
Laser cutting of metal has a number of significant advantages over other types of cutting. Here are a few of its advantages.
- Using a laser, you can cut a fairly wide range of thicknesses of metal products: copper - 0.2-15 mm, aluminum, 0.2-20 mm, steel - 0.2-20 mm, stainless steel - up to 50 mm.
- Complete absence of contact between the cutting tool and the metal being cut. And this opens up the possibility of working with fragile and easily deformable workpieces.
- They simply produce products with intricate shapes. Especially if the cutting is done on a computer-supported machine. You just need to load a drawing of the future part into the control unit, and the equipment itself will cut it with great accuracy.
- High speed of the process.
- If it is necessary to produce a metal part in a small batch, then laser cutting can replace such complex technological processes as stamping and casting.
- Minimum waste and clean cuts mean a reduction in the cost of produced metal parts, which affects the reduction in the final price of the product.
- The versatility of laser technology itself, with the help of which it is possible to solve quite complex problems.
If we talk about the disadvantages of laser cutting, there are not many of them. The main disadvantage is high energy consumption, so this process is the most expensive to date. Although if we compare it with stamping, which is also characterized by minimal waste and high accuracy and quality of the final product, then, taking into account the manufacture of equipment, we can say that the laser will be cheaper. And the second drawback is the limitations of cutting thickness. Still, 20 mm is a low limit.
Cutting modes for non-metallic materials
Based on their cutability, non-metallic materials are divided into thermally decomposing and melting. The former include thermosetting plastics, wood, natural fabrics, some composite materials, rubber; the second includes ceramics, glass, concrete, etc. When exposed to laser radiation, thermally decomposing materials undergo a number of changes associated with chemical decomposition, polymerization, pyrolysis of polymer bonds, evaporation or sublimation, resulting in the formation of gaseous products that are removed from the cutting cavity by an auxiliary gas. Cutting melting materials requires more energy input than cutting decomposing materials. Compared to metals, non-metallic materials have significantly lower coefficients of thermal and thermal diffusivity, and some materials have lower specific fracture energies. Therefore, to cut them, you can use laser radiation with lower quality parameters compared to those given above. In table Table 28.1 shows cutting modes for some non-metallic materials using continuous radiation. Thin-layer materials, such as fabrics, leather, paper, are cut laid in many layers, which ensures a manifold increase in work productivity. When cutting non-metallic materials, the composition of the auxiliary gas is not important; nitrogen or air is recommended. The gas parameters are chosen the same as when cutting metals.
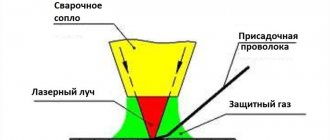
How does a laser cut metal?
First, about how a beam of intangible light can cut through durable metal.
Light brings warmth
Imagine. You are lying on the beach, with your eyes closed, seagull waves and all that, but the seagull waves don’t interest us now, but the sun interests us. Is it warm? The surface of the skin is directly heated. And in the shade it would be cool. It is the light that heats the skin.
Next is a matter of technology. The light from the laser beam also heats the metal. The same, but much stronger, because the laser beam is concentrated on the heated surface, and the emitter is located very close to it.
Metal cutting quality
It is characterized by the width of the cut, surface roughness, non-perpendicularity of the edges, depth of the temperature-affected zone, the presence of burrs on the edges, as well as the accuracy of the parts. The quality indicators are influenced by the radiation and auxiliary gas parameters, the type and thickness of the material being cut, as well as the cutting speed. Each material thickness corresponds to an optimal cutting speed, close to the maximum, at which the best quality indicators are achieved. In table Table 28.2 shows quality indicators for laser cutting of carbon steels using continuous single-mode 1*kW radiation focused to a diameter of 0.15–0.20 mm. Oxygen at a pressure of 0.3–0.5 MPa was used as an auxiliary gas. An increase in the diameter of the focused radiation and, consequently, an increase in the thickness of the melt on the front surface of the cut worsens the cutting quality.
The quality of cutting largely depends on the position of the focal plane of the cutter relative to the surface of the sheet. It should be placed on the surface of the sheet or buried by a third of the thickness. Deviations from the established position of the focal plane are allowed within 0.1-0.5 mm, and a tighter tolerance should be maintained when cutting thin sheet metals. Replacing oxygen with air when processing steels with a thickness of >3 mm leads to a reduction in cut width by 20–40%, but the amount of burr on the lower edges increases, which, together with a decrease in cutting speed, leads to an increase in the depth of the temperature-affected zone.
The amount of roughness of the cut surface is characterized by the depth, frequency of repetition and inclination of the grooves and varies along the thickness of the sheet. Adjacent to the top edge is a zone with the smallest depth of grooves formed as a result of periodic destruction from the top edge into the depth of the metal. In the lower zone, deeper grooves are formed as a result of the simultaneous exposure of the metal to laser radiation and an auxiliary gas. At the lower edge of the metal there is an area with the greatest inclination (lag) of the grooves in the direction opposite to the cutting direction. The formation of grooves in this zone is mainly due to the effect of flowing molten metal and auxiliary gas on the edge surface. Given in table. 28.2 roughness refers to the middle zone of the metal. As cutting speed and power density increase, the depth of the grooves decreases over the entire cutting surface. The depth of the temperature-affected zone depends on the same parameters as the width of the cut, primarily on the diameter of the focused beam and cutting speed.
Laser cutting stages: pick up the workpieces 1–7 days after contacting us
The speed of metal processing directly depends on the volume and complexity of the order
Coordination of details
Leave a request on the website or call us by phone. +7 (495) 988-09-04 – we will advise you in detail on all questions that arise regarding laser cutting, and also discuss the terms of cooperation
Formulation of the problem
Discuss the technical specifications for cutting with one of our specialists - we will analyze the specifications and advise you on how to save money without sacrificing quality. If you don’t have one, we’ll help you prepare for free.
Fulfillment of an order
Sign the contract, pay for the services in a convenient way and transfer the metal to our warehouse. After this, we will begin carrying out the required work, then we will notify you of readiness
Transfer of workpieces
Pick up the order yourself or use the services of a transport company - if necessary, we will recommend a profitable option for delivering the workpieces to your site. We will be grateful for your feedback
Cutting quality of non-metallic materials
The general patterns of quality indicators are the same as when cutting metals, but they depend to a lesser extent on radiation parameters. Thus, high-quality cutting of decomposing materials is carried out at lower radiation power densities. The width of the cut, as a rule, is one and a half to two times greater than that of steels of the same thickness (see Table 28.1), and the roughness is lower and does not exceed 30-40 microns. On the cutting edges of some decomposing materials (rubber-fiberglass, fiberglass, vinyl plastic, wood, leather), a charred 0.5-1.0 mm layer is formed, which should be removed if the part serves as an electrical insulator.
Laser cutting materials
- Aluminum;
Available types of aluminum:
EN AW-5083 / 3.3547 / AlMg4.5Mn
EN AW-6082 / 3.2315 / AlSi1Mg
Custom aluminum alloys are also available
- Become;
Available steel types:
1.0038 / St37-K / S235JR
1.0570 / St52 / S355
Special steel alloys are also available.
- Stainless steel;
Available types of stainless steel:
1.4301/X5CrNi18.10 (V2A)
1.4404/X2CrNiMo17-12-2 (V4A)
Special steel alloys are also available.
Cutting accuracy
This is a complex quality parameter, which is determined by 50-80% by the accuracy of the cutting machine, but also depends on the errors of the technological process. Accuracy requirements are dictated by the purpose and thickness of the parts. As a rule, errors in parts with a thickness of mm should be within a tolerance of 0.1–0.5 mm. Among the quality parameters, the technological accuracy of cutting is influenced by the width of the cut, surface roughness and non-perpendicularity of the edges. The accuracy of portal machines with CNC on a microcomputer for thermal cutting, including gas-laser cutting, is regulated by GOST 5614-74 and GOST 26940-86. Maximum deviations from the nominal dimensions of squares with a side of 0.5 m and circles with a diameter of 0.5 m, reproduced by the machine, should not exceed ± (0.1÷0.25) mm. The maximum deviations of the dimensions of the contours of parts at the corners are doubled.
Our other offers
The Ajax company specializes in the sales of metal products and the provision of metalworking services. We have branches in a number of major cities of the country, including Moscow, Yekaterinburg, Krasnodar, Chelyabinsk and others. We are among the largest regional suppliers of rolled ferrous and non-ferrous metals, offering:
- sheet, long and shaped rolled products in the widest range;
- pipes and pipeline connecting parts;
- bent profiles, including closed contour ones;
- forged metal;
- a variety of hardware, including cables and meshes, as well as other metal products.
For large wholesalers and regular partners of our company, we guarantee exclusive financial terms of cooperation with discounts and deferred payments. This applies equally to metalworking services. Our offers include:
- cutting, edge processing, production of flat-rolled parts, from thin sheets to thick sheets and slabs;
- bending of shaped steel and pipes;
- anti-corrosion treatment of carbon steel metal products;
- production of metal structures.
Depending on the customer’s location, we offer delivery using our own transport or through other freight carriers, including railway companies, to any region of Russia. If you wish, you can receive your order on a pickup basis, and also choose the most suitable carrier for yourself. For any questions you will be provided with free consultations and complete information.
Laser cutting of ferrous metals is only a small part of our offerings. We invite you to mutually beneficial cooperation on an ongoing basis. Together with us, you will resolve any issues related to meeting your needs for metal products at the lowest cost.
Features of cutting with pulsed-periodic radiation
Due to the high inertia of electromechanical machine drives, cutting complex sections of part contours (corners, small radii, slots, etc.) is carried out at low speeds, usually not exceeding 0.8-1.7 cm/s. A significant reduction in speed compared to the optimal one leads to overheating of complex parts of the contour of parts and deterioration in cutting quality. The depth of the temperature-affected zone, surface roughness, and the amount of burr increase, and the accuracy of parts is significantly reduced. To obtain high quality corners, reduce the radiation power in proportion to the reduction in cutting speed. Another method for high-quality cutting of corners is an automatic transition from continuous to pulse-periodic radiation mode. By changing mainly the repetition frequency, as well as the duration and peak power of the pulses, it is possible to effectively regulate the heat input into the metal and achieve high cutting quality. Above are the parameters of pulse-periodic radiation (PPR), most often used when assigning the processing mode for corners of parts. Another case of effective use of FPI is the finishing cutting of parts from non-ferrous metal alloys, such as titanium and aluminum. At the same average power, compared to continuous IPS, it provides higher cutting quality in terms of roughness, depth of the temperature-affected zone and the amount of burr on the cut edges. In addition, IPI allows you to increase the maximum thickness of high-quality cutting of metals by one and a half to two times, as well as cut metals with high reflectivity and thermal conductivity (Al, Cu alloys) at a lower level of average power. The speed of cutting metals using IPS is slightly lower than using continuous radiation of the same average power.
Advantages of laser cutting
- Fast turnaround;
Using the latest laser cutters, it produces high-precision parts that do not require additional machining.
- Accuracy;
offers various tolerance options in accordance with ISO 2768 (standard, fine) and ISO 286 (classes 8, 7, 6).
- Custom finishing;
Laser parts can be further processed upon request with coatings, heat treatments, etc.
- Material selection;
Choose from a variety of sheet metals with a wide range of strength, conductivity, weight and corrosion resistance.
- Quality control;
Our quality control department provides reliable quality assurance.
Effect of radiation polarization
The highest cutting speed and quality are achieved when the polarization plane of the beam coincides with the cutting plane. In this case, radiation absorption is highest on the front surface of the cut. If the plane of polarization is perpendicular to the plane of the cut, then most of the radiation is absorbed by the side surfaces of the cut. The speed and quality of cutting can vary significantly depending on the direction of movement of the optical cutter when cutting shaped parts. The influence of the polarization effect is weakened when the temperature of the metal increases, as well as when it is oxidized by a chemically active auxiliary gas during the cutting process. To ensure the greatest cutting efficiency, it is advisable to automatically rotate the beam polarization plane using a special device when changing the cutting direction so that it coincides with the cutting plane. Good results are achieved by converting linearly polarized radiation into circularly polarized radiation using a phase-shifting mirror, which is installed before entering the optical cutter. This method is used by leading companies in modern laser cutting machines.
Basic process and safety precautions when cutting sheet metal with an angle grinder
Compliance with safety regulations is the most important point, neglect of which can result in injuries of varying severity.
Here are a few rules that should be followed when cutting sheet metal with a grinder.
- Disk size . It is a mistake to believe that its size can be selected without taking into account the size of the angle grinder. Do not install a large blade without a protective cover on a small tool, otherwise you may put your life in danger. The speed of a small grinder is much higher, so they need appropriate cutting elements. Having installed a large disk, you won’t even have time to draw a cutting line; the toothed circle will simply fly apart after turning it on.
- Direction of rotation . Some workers are not satisfied with the direction of sparks that are observed during standard operation of the tool. So they unroll the casing, rearrange the handle, and start cutting. Arbitrariness in this matter can lead to the fact that when caught on a sharp edge, the cutting disk will fly apart into pieces. Remember - the rotation of the disk should be done “towards you”, and not vice versa.
- Personal protective equipment . The presence of such devices is a prerequisite for working with an angle grinder. Safety glasses, gloves and a respirator will help avoid injury to vital organs.
1. Normal cutting of thin sheet metal.
Cutting metal of small thickness usually does not cause any particular difficulties. The key to a high-quality result in this case is attentiveness and accuracy. It is worth noting that when processing thin metal sheets, the cutting disc often “bites.” Before starting work, you need to make sure that there are no defects on the cutting surface of the circle. Their presence can lead to splitting of the toothed disc.
The cutting line should start from the far edge of the sheet (it turns out that the master is, as it were, pulling the grinder towards himself). The cutting disc should not be immersed too deeply into the material (maximum 5-6 mm). The correct direction of movement of the tool and a shallow immersion depth will help to avoid the disc getting caught. And vice versa - excessive immersion of the cutting element will lead to a decrease in the contact area, snags and subsequent splitting of the disc.
2. Cutting thick sheets of metal with a grinder.
If the thickness of the sheet metal is more than 8 mm, then you should move the tool away from you rather than towards you. However, if you simply cut along the drawn line, you will not get a perfectly straight edge. In addition, you can overexert your hand, because you will have to constantly control the movement of the grinder.
To facilitate the work process, installing a steel angle at the cut site, which is pressed against the sheet with clamps on both sides, will help. Now you can walk along the drawn line several times, touching the corner a little so that you get a small indentation (no more than 1-2 mm). After the recess is made, you can remove the corner and proceed directly to metal processing. This way the cutting disc will not leave the intended line, and the edge will be perfectly straight.
3. Another cutting option.
The first stages of the work completely coincide with the method described above: a line is drawn, a corner is laid and pressed. The peculiarity is that the recess in this case is made a little deeper - about 4-5 mm. After removing the corner, the remaining metal can simply be broken off, and the edge can be processed using an angle grinder with a grinding disc. It is worth noting that such processing does not guarantee a high-quality result, so the second method is used much more often.
The grinder allows you to quickly and efficiently process sheet metal, but successful use of this tool is possible only if you have sufficient skills and comply with all safety regulations.