Currently, there are a lot of welding devices, the operation of which is based on different principles. Each technology has its own advantages and disadvantages. In addition, sometimes situations arise when a certain type of welding is suitable. The most popular is powder welding with a special wire.
Flux cored wire welding
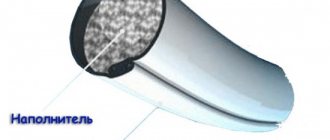
The cored wire used for arc welding is a tube where the inside is filled with metal powder and flux. The material is based on a metal strip processed using cold forming technology and filled with a mixture of flux and powder. At the final stage of production, the cored wire is stretched to the required parameters.
Flux-cored wire used for welding without gas, the price of which is affordable, is classified according to its purpose, the method of protection used, the technology of welding with flux-cored wire in different spatial positions and mechanical properties. Flux-cored wire welding is used in the installation of low-alloy and low-carbon steel. The material can also be divided according to the conditions of use (for simple or special welding - under water, with forced welding, installation of reinforcement, etc.).
Types of mechanized welding
When mechanizing the welding process, the peculiarities of welding various metals are taken into account. Carbon dioxide is required to join carbon and low-carbon alloys. Aluminum, titanium, magnesium are melted under a cloud of inert gas. Cast iron, some aluminum alloys, and alloy steels are welded using various fluxes. Each mechanized welding process is worth considering in more detail.
In a carbon dioxide environment
CO2 consumption depends on the type of electrode, the power of the electric arc, and moving air flows. When the gas stream is blown away by wind or draft, the quality of the seam deteriorates. Mechanized arc welding is used to connect workpieces containing carbon:
- up to 2.14% (low carbon alloys);
- from 3 to 5% (medium carbon).
Requirements for consumables and their advantages
Flux-cored wire used for arc welding is produced in accordance with the basic requirements:
- With the creation of uniform melting of the material without large splashes;
- Stable heating and easy arc initiation;
- The result should be a neat seam, without defects (pores and cracks);
- The slag formed during melting should be evenly distributed along the seam and separated upon cooling.
Such requirements are the main parameters for welding materials and determine the use of flux-cored wire when welding steel under different conditions.
Welding of powder steel helps solve construction and production problems, increases the productivity of the process, and reduces the labor intensity of manual cleaning of products from splashes. Depending on the type of use and protection from external factors, the wire can be gas-protective or self-protective.
Welding with self-shielded flux-cored wire
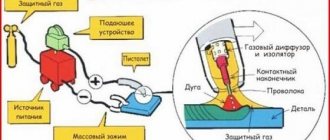
Gas-shielded wire is used in semi-automatic and automatic flux-cored welding to join low-alloy and carbon steels in carbon dioxide or its combination with argon. This material is characterized by powder welding with high penetration, which ensures its use in the production of overlaps, joints and corners in 1 or several approaches in automatic or semi-automatic mode. Welding with flux-cored wire in a gas environment is characterized by low spatter, stable jet transfer, rapid peeling, and resistance to the appearance of slag and pores.
Conventionally, wires are divided into the following types
:
- To connect low-carbon steels with a high level of surfacing, wire with a flux core is used;
- Flux-cored wire is used to join low-carbon steels in different positions;
- For installation of low-alloy steels, wire with a core of metal powder is used;
- For installation of low-alloy steels, wire with a flux core is used;
- For welding low-carbon steels, wire with a core of metal powder is used.
Flux-cored welding with a gas-shielded wire produces a good weld shape and low spatter. Also, the consumable material differs from other types in its high deposition rate, efficiency of welding and low smoke.
Self-shielding flux-cored wire is an inverted electrode. Self-shielded cored wire welding can be done in windy conditions, extreme temperatures, or outdoors. The core composition includes dioxidizing, slag-forming and protective additives, which eliminates the use of flux and gas. Thus, welding is carried out with flux-cored wire without gas.
The advantages of self-shielding wire include the following:
- Carrying out welding in different positions;
- Accurate movement of the deposited metal due to the open arc;
- Carrying out strict control of the chemical composition allows you to obtain the exact composition of the slag;
- There is no additional device for the supply of gas and flux;
- The special coating on the wire is resistant to high pressure from the rollers.
Wires are classified according to general purpose; they can be used for connecting pipes or metal structures, etc.
What gas is needed
To choose which gas to use when welding semi-automatically, you need to have an idea of the physical and chemical properties of the gas. There are three main categories:
- inert;
- active;
- mixtures of gases.
Let's take a closer look at them.
The choice of gas also depends on the characteristics of the welding machine and the type of surface. For example, pure nitrogen is ideal for joining copper parts.
Acetylene
This organic compound is most widespread. The gas is lighter than air, colorless, has a specific odor, and has a high combustion temperature, which is why it is used in gas cutting of metal products.
For the industrial production of acetylene, special generators are used in which calcium carbide interacts with water.
The only drawback is difficulty in storage, since carbon carbide easily absorbs moisture from the atmosphere, which creates additional inconvenience.
Hydrogen
Widely used for joining aluminum products and plasma cutting of stainless steel. The gas is colorless and odorless. Explosive. When combined with air or water, it forms an explosive mixture. It is obtained by synthesizing water by separating oxygen and hydrogen in special generators. According to safety regulations, it is prohibited to store hydrogen in cylinders under pressure exceeding 15 MPa.
Coke
A by-product of the coke industry, which is formed during the production of coke. The gas is colorless with a pungent odor. Its storage is not subject to such stringent requirements as hydrogen, despite the fact that the gas is classified as explosive. Gas is transported using pipelines. It is not widely used due to the specifics of production. Applicable only in industrial areas.
Natural
Representatives of the organic group of hydrocarbon compounds are methane, propane and butane. Meet all requirements for welding gases. The advantages include the prevalence of this type, as well as the relatively low cost. The requirements for storage conditions are not strict - it is permissible to store cylinders outside, if a special cage with a canopy is built. Artificial synthesis is impossible. It is extracted only from natural deposits.
Pyrolysis
This type compares favorably with its counterparts - it does not need to be generated, since pyrolysis gas is released during the breakdown of petroleum products. Before use, it must be pre-cleaned due to excessive chemical activity, which can lead to corrosion of the burner. Suitable for both welding and cutting metal structures.
Clean
This group includes the following gases:
- Argon. In its pure form it is used only for argon arc welding. It is included in various mixtures as one of the components. Chemical inertness makes argon the optimal choice when working with refractory materials. It has low thermal conductivity and ionization potential.
- Helium. Another representative of the chemically inert group. Compared to argon, it has higher thermal conductivity and ionization potential.
These properties of helium provide a connection with greater heat input than argon, increasing the width of the welding profile.
- Carbon dioxide. The cheapest gas of all listed. This circumstance ensures wide popularity when carrying out work under limited budget conditions. Positive qualities include deep penetrating abilities, especially useful when joining thick sheet steel. The main disadvantage is poor arc stabilization, and as a result, a fairly large amount of splashes.
A distinctive feature of this gas is that it can be used without the addition of inert gases.
Gases used as mixture components
The most well-known additive component is oxygen. High chemical activity affects the percentage in the mixture - its mass fraction rarely exceeds 7-10%. A mixture of argon and oxygen has a specific melting pattern.
A weld made using this mixture is known as a “nail head”, named due to its external resemblance. Three-component mixtures are known, which include oxygen, argon and carbon dioxide, with different proportions, depending on the nature of the work.
Nitrogen is not widely used as a shielding gas. It is mainly used to join copper and stainless steel, since it does not react with these metals.
Gas welding mixtures and recommended areas of their application.
Flux cored wire production technology
In flux-cored wire, the inner core - the charge - must be made of certain components, selected according to granulation and chemical composition. Some materials (alumina, starch, fluorite concentrate, rutile concentrate, iron powder, sodium fluoride, etc.) are supplied in powders, which must be sifted and dried. The finished composition is sent to the wire filling area.
Flux-cored wire consists of an outer coating and a core. For the outer layer, unpolished cold-rolled strip made of low-carbon steel is used. In the production technology of wire of the specified diameter, the width and thickness of the tape are determined. The tape with special lubricant is sold in the form of circles or rolls with an internal diameter of 15 cm, and is cleaned of dirt and oils before use. Chemical and mechanical ultrasound is used to clean the tape. During mechanical cleaning, the tape passes through drums with Vienna lime, degreasing.
Flux-cored wire is often used in the creation of metallurgical complexes, reactor vessels at nuclear power plants, in the manufacture of large tanks, heavy cranes, coal combines, construction and agricultural equipment. The production of solid wire of alloyed and high-alloy types is a costly process, so it is carried out at large hardware enterprises.
The production of high-alloy electrodes for mechanized surfacing is carried out from flux-cored wire, consisting of a coating and a powder core (a mixture of carbides, metals, borides, iron alloys). To make self-shielding wire, slag and gas-forming compounds are added to the core, after which welding is carried out with flux-cored wire without gas.
Often people decide to buy flux-cored wire, which is used for welding with the following characteristics: 3.6 mm in diameter (for flux-cored welding) and 0.2-0.3 cm in size (for open-arc joining).
Features of arc welding
The flux-cored arc welding technique is often used because it has many advantages. For example, welding with flux can be complicated by accurately directing the electrode to the required point. It is also necessary to control the formation of the seam. Such difficulties often arise if semi-automatic powder welding is carried out. But welding with flux-cored wire in shielding gas will be difficult, since the protection may be compromised due to drafts or the nozzles supplying gas may become clogged.
In this case, the best option is welding powder steel without gas and flux, where a cylinder, gearboxes, hoses, and flux fittings are not needed. All that is required is to direct the electrode into the groove and control the formation of the weld seam.
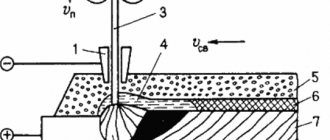
Melting of the flux-cored wire will occur in the same way as it was intended during its manufacture. The design of the material is a fundamental factor when it is melted by an arc. Inside the metal shell there is about 70% non-metallic materials, which is why the core's resistance to current will be much higher than that of the outer layer. Because of this, the metal coating melts faster. The core melts as a result of thermal radiation from the arc and heat transfer from the heated metal. As a result, during welding operations, the internal material will come into contact with the pool of molten metal and enter it unmelted.
Welding technology using flux-cored wire
Basically, welding with GOST flux-cored wire is performed using a semi-automatic hose machine. Therefore, a person must constantly monitor the quality of the weld. The technology for welding powder metals and joining corners and joints is almost no different from joining parts in shielding gas.
But flux-cored wire welding has some peculiarities - slag appears on the surface of the weld, which can get into the gap between a pair of edges in front of the weld pool.
If the work is carried out in stages, then before each start of welding it is necessary to clean the resulting seam from slag. But a process such as flux-cored wire welding has some disadvantages in user reviews. The material itself does not have very high strength, which is why automatic wire feeding with limited compression by feed rollers is required.
When using conventional flux-cored wire with a diameter of 2.6 mm or more, you need to use an arc with high current (for constant burning). Therefore, the material can be used in a lower position and sometimes in a vertical position. This limitation can be explained by the large volume of the weld pool and the formation of flowing slag on the surface.
The next disadvantage of the method is based on the likelihood of pores appearing in the weld (due to the presence of uneven filling and voids in the space of the metal shell)
. In this case, it is necessary to select welding modes with flux-cored wire in carbon dioxide. This will significantly reduce the risk of porosity in welds. It should be taken into account that the composition of the filler in the base material will determine the choice of several parameters (type and polarity of flux-cored wire welding).
When using flux-cored wire in arc welding, the price of which is optimal, you can use high-density current (200 A/mm2). This allows you to melt a lot of metal and helps to increase productivity (up to 10-11 kg/hour) at a current strength of 400-500 A. This produces materials whose chemical composition cannot be replicated in conventional industry.
Main settings
In order to correctly select the semi-automatic welding modes, you need to clearly understand what these modes consist of. Next, we will list the main parameters of welding modes, knowing which you will be able to correctly select the settings of the semi-automatic machine.
Diameter and grade of wire
Let's start with the wire diameter. It can range from 0.5 to 3 millimeters. Typically, the diameter of the wire is selected based on the thickness of the metal being welded. But in any case, each diameter has its own characteristic features. For example, when working with small-diameter wire, craftsmen note a more stable arc burning and a lower metal spatter coefficient. And when working with wire of larger diameter, it is always necessary to increase the current strength.
Do not forget about the brand of wire used. More precisely, the metal from which the wire is made and what substances are included in its composition. For example, for welding low-carbon or low-alloy steel, it is recommended to use wire with deoxidizing agents, and the composition should contain manganese and silicon.
But, in fairness, the protective gas environment is often either alloyed or high-alloy steel. In such cases, use wire made of the same metal as the part to be welded
Pay attention to the choice of wire, because if you choose the wrong one, the seam can turn out porous and fragile
Strength, polarity and type of welding current
In addition to selecting components, we also need to configure the semi-automatic machine itself. In a typical semi-automatic machine, even in the lowest price segment, you can adjust the strength, polarity and type of welding current. Each parameter also has its own characteristics. For example, if you increase the current, the penetration depth will increase. The current strength is set based on the diameter of the electrode and the characteristics of the metal with which they are going to work.
Now about the polarity and type of current. It is common practice to perform semi-automatic gas shielded welding with constant current and reverse polarity. Alternating current or direct polarity are used very rarely, since such settings do not ensure stable arcing and contribute to the deterioration of the quality of the welded joint. But there is an exception to the rule. This is how alternating current is shown when welding aluminum, for example.
Also, many beginners forget about such a parameter as welding arc voltage. At the same time, it is the arc voltage that affects the depth of metal penetration and the size of the welding joint. Do not set the voltage too high, otherwise the metal will begin to spatter, pores will form in the weld, and the gas will not be able to adequately protect the welding area. To correctly set the arc voltage, rely on the strength of the welding current.
Wire feed speed
As you know, in semi-automatic welding the wire is fed using a special mechanism. It works very accurately, so it is necessary to set the optimal feed speed of the filler wire in advance so that it melts in time and contributes to the formation of a high-quality seam. Adjust the speed based on the current. Ideally, the wire should be fed so that the arc remains stable and the seam is formed gradually.
Welding speed
Welding speed is no less important. The physical dimensions of the seam largely depend on it. The speed is regulated by GOSTs, but you can choose it at your own discretion, based on the characteristics of the metal and its thickness. Please note that thick metal needs to be welded faster, and the seam should be narrow. But do not rush too much, otherwise the electrode may simply leave the protective gas zone and oxidize under the influence of oxygen. Well, too slow a speed contributes to the formation of a fragile porous seam.
Electrode tilt
And the last important parameter, namely the angle of inclination of the electrode during welding. The most common mistake made by beginners is to hold the electrode in a way that is physically comfortable. This is a gross violation. After all, the angle of inclination of the electrode directly affects the depth of penetration and how high-quality the seam will be in the end.
There are two types of tilt: backward angle and forward angle. Each position has its own advantages and disadvantages. When welding at an angle forward, the welding zone is less visible, but the edges are better visible. Also, the penetration depth is less. And when welding at a backward angle, on the contrary, the welding zone is visible much better, but the penetration depth increases.
We recommend welding only thin metal at a forward angle, since this position is the most successful. But with a backward angle you can weld metals of any other thickness.