General information and classification of calibers
It should be said right away that gauges do not allow one to completely accurately determine the geometric size of a product; the tool is intended to establish compliance of the part parameters with the dimensions indicated in the drawing. In other words, gauges are used to determine tolerances when manufacturing a part.
Many automakers and builders use this tool to sort parts. Despite the simplicity of the caliber design, it can be used to quickly and easily control a product of even the most complex configuration. True, the tool also has some disadvantages - insufficient versatility and the inability to detect significant deviations in size.
Depending on the type and purpose, calibers are divided into:
- plug gauge;
- ring gauge;
- clamp gauge.
Also, the instrument is usually divided into extreme and normal. Limit gauges have two main parameters, one of which corresponds to the maximum (pass) size of the part, the second – to the minimum (no pass). Normal gauges include the size required for a particular part.
Limit type tools are used more often; normal gauges are usually used as control gauges. In addition, extreme calibers are easy to use without special skills, and the operation of a normal tool requires a high level of professionalism.
The gauges used to carry out control measurements and determine the shape of the part at the initial stage are called working gauges, and those used to control threads are called counter-gauge gauges. There are also receiving gauges used to determine the quality of manufactured products.
Depending on the purpose, there are also several options for the tool. For external threads, threaded ring gauges are used, counter-plug gauges are used for conical rings, for smooth rings, smooth conical plug gauges or conical counter-plug gauges are suitable. Internal threads are measured using smooth or threaded cone plug gauges.
How to use the tool
The rules for using such tools depend on their purpose. It is allowed to be used only in compliance with certain rules and the established accuracy class indicated in the marking. The use of plug gauges to control the accuracy of manufactured holes is allowed only with the help of a tool close to the parameters of the hole itself. The main condition for measurement accuracy is the free passage of the gauge insert through the hole being measured. Correct use of such devices requires compliance with the following rules:
- the passage side should enter the hole only under the influence of its own weight;
- It is prohibited to use additional methods of external influence (additional pressure, blows);
- Before checking, it is necessary to clean the parts from dirt and mechanical processing residues;
- Any type of lubricant that could affect the penetration of the gauge into the hole should be removed;
- the check must be carried out without rotating the meter relative to the part being examined;
- a prerequisite is compliance with the temperature regime (parts should be checked only at natural temperature);
- The frequency of inspections of the instrument itself and the rules for recording the results in established documents must be observed;
- each caliber must be stored in accordance with the established storage procedure (they should not come into contact with other metal parts or be exposed to external influences).
The thread template should be used in compliance with the characteristics of the thread (external or internal).
To control external threads, it is enough to apply the tool itself to the threads and determine the degree of coincidence. The internal thread is checked by screwing the head into a finished threaded hole. The process should be easy without effort or distortion.
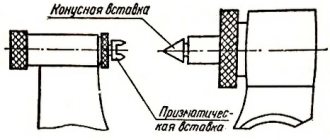
To check the surface of the tapered shaft, use a suitable smooth tool. Quality is determined by the alignment of the surface of the part and the surface of the gauge. Comparison of the internal cone is made by immersing the nozzle into the prepared hole.
Calibers carry out operational control of product parameters of a large number of parts. This does not require special knowledge and skills in using complex metrological instruments. The operation is carried out promptly. You can compare several parameters at the same time.
Ring gauges, plug gauges and clamp gauges - their features and purpose
Threaded plug gauges have a one-piece design, complemented by inserts on a conical shank. The tool consists of a threaded part, which is long, and a non-threaded part, which is short. The pass gauge has a full profile, the no pass gauge has from 3 to 5.5 turns in length. In addition, at the end of the non-pass part there is a cylindrical guide. The main task of these instruments is to measure the dimensions of products with the smallest average diameter.
During operation, the plug gauge must be screwed into controlled rings. If the process occurs easily and freely, then the average diameter being checked is not less than the established specific size.
Ring gauges come in two types: they are rigid (non-adjustable) and adjustable. Non-adjustable gauges feature full-width threads, while adjustable gauges have a limited thread profile. In addition, the adjustable rings are equipped with rollers that allow you to adjust the degree of wear. One of the advantages of adjustable gauges is that they can be adjusted repeatedly, thereby increasing the wear resistance and longevity of the tool.
Non-adjustable ring gauges are used to control large product diameters and internal diameters of external threads. The outer diameter cannot be measured this way. Plug gauges can be used to check the degree of ring wear.
The most productive types of gauges are considered to be staples, which are most often used for measuring external threads. Such gauges are easily fixed directly to the product being measured and are quite easy to control and adjust when worn. Unfortunately, such instruments also have their drawbacks: they are easily deformed, leading to significant measurement errors.
Types of devices
The following types of calibers exist:
- Traffic jams.
- Staples.
- Probes.
- Cone gauges.
- To check the relative position of surfaces.
- For inspection of cylindrical threads.
Plug gauges
They are a rod with cylindrical elements at both ends. One of them has the largest maximum hole size and is called a no-go plug (NOT), and the second is the smallest and is called a go-through plug (PR). The no-go plug is noticeably shorter than the go-through plug, thanks to which the worker or inspector quickly and correctly determines the suitability of the parts.
Smooth plug gauges are made in composite parts, with steel or plastic handles in which inserts with conical shanks or cylindrical attachments are attached. To check holes in the range from 2 to 50 mm, conical shanks are made, and for holes in the range of 30-100 mm, cylindrical nozzles are made. If the insert is only on one side of the handle, then such plug gauges are called one-sided.
Gauge gauges
They are used to control shaft diameters; they are available in single-sided and double-sided designs. just as in the case of plugs, the PR bracket must pass, and the bracket must NOT pass along the shaft. Otherwise, the shaft is considered unusable, and the defect will be correctable only if it is necessary to remove excess metal to achieve the desired result.
When using brackets, under no circumstances should they be forced onto the shaft, as the bracket may “open up” and increase the distance between the measuring surfaces due to the compliance caused by its design. To prevent this, you should put the bracket on a horizontal shaft only under the influence of its own weight. At the same time, the shaft is also rotated, which at the same time allows one to check deviations from the round profile in the cross section.
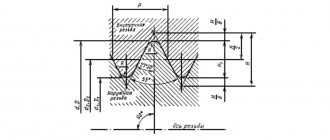
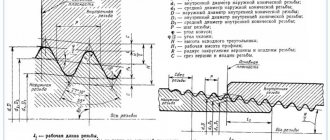
Features of calculating thread gauges
When designing thread gauges, the following indicators are taken into account:
- step;
- controlled thread tolerance fields;
- make-up length;
- external nominal cross-section.
To calculate metric threads, the nominal internal and average cross-section of the connection is taken into account. For trapezoidal threads, the diameters of the nut (internal and external) and screw (internal) are also taken into account.
The specific shape of the gauge is selected depending on the type of tool.
In modern production, caliber calculations are carried out using special programs.
Sequence of application
Determined by the purpose of the tool. In addition to matching the sizes of cavities, threads or holes, plug gauges can be used to establish the coaxiality of structural elements, the radial runout of their constituents, and the accuracy of the resulting thread (in the latter case, threaded plug gauges are used in accordance with GOST 17758-72).
The order of the main operations is as follows:
- Select a pair of measuring pins whose dimensions correspond to the limits of the tolerance field to be checked.
- Insert and secure the pins in the tool handle.
- Clean the surfaces of the hole/shaft being measured from traces of dirt, oil, scale, etc.
- Take quality measurements of the size one by one.
To identify the results, it is recommended to perform all measurements at least three times, and under the same conditions. Do not use gauge plugs at subzero outside temperatures.
When using the described tool, it is forbidden to apply excessive force, avoid distortions, and also make measurements using an unverified tool.
Gauge plugs are prescribed to be stored only in the original packaging and in a room adapted for these purposes. The manufacturer must have a license certifying the right to produce these instruments.
Rigging scrap. Simple and effective
Furnace for calcination of welding flux
Basic requirements for calibers
Regardless of the type and purpose, any caliber must meet certain requirements:
- Manufacturing accuracy - the working dimensions of the tool must correspond to the manufacturing tolerances established.
- High rigidity with low weight is necessary to reduce errors in the deformation of gauges (especially large staples) during measurement. Light weight makes it possible to increase the sensitivity of control of medium and large sizes.
- Wear resistance - this indicator is necessary to ensure minimal costs for the manufacture and periodic checking of calibers. For this purpose, the working surface of the tool is made of alloy steel, which is subsequently hardened to increased hardness and chrome-plated.
- The optimal design of the gauges ensures high performance when performing measurements.
- Incorporating heat treatment into the production stage allows for stable tool dimensions to be achieved.
- Anti-corrosion properties are extremely important for the safety of calibers.
GOST standards
GOST 25548 82 is the current standard in the Russian Federation. It defines concepts regarding the operation and storage of calibers. They are described by terms in documentation and technical literature on standardization to obtain positive results.
The standard meets all the requirements of ST-SEV-5617. It contains additional requirements regarding the specific conditions in different industries. This standard is prescribed to be used with GOST25548 and GOST25346.
The requirements of ST-SEV-5617 correspond to GOST 272-84, which is shown in the table:
| GOST-27284 | ST-SEV-5617 | ||
| GOST clauses | Requirements | CMEA points | Requirements |
| clause 8.1 | Gauge with threaded surface | clause 2.1.3 | Straight thread gauges |
| paragraph 27 | Bushing gauges | clause 2.2.4 | Taper bushing gauges |
| paragraph 25 | Depth (height) gauges for measuring benches - a gauge with more than two working surfaces with non-pass and pass limits and with one or two base surfaces; for the depth (height) of parts of parts | clause 2.2.5 | Gauges for measuring the depths or heights of ledges - gauges with two or more working surfaces with a non-pass and pass limit, as well as one or two base surfaces for measuring the depth and height of parts of parts |
GOST 24851-81 establishes calibration templates for holes and shafts. These are smooth patterns standardized as ISO-R1936-1971.
Industrial calibers are coded by purpose. According to GOST 24994-1981 for metrics, this is:
- guide rings and plugs - PR
- no-go plugs and rings - NOT
- for plug passage rings - KI
- counter-calibers - KI-NE.
There are 2 accuracy classes with different tolerances for deviations. Accuracy and quality are controlled in different ways, but using template calibers it is easier and more accurate.
Manufacturing materials
Any material used for the manufacture of critical products that will be subject to loads must be resistant to shock and dynamic influences. In our case, these are calibration templates, which are made from high-quality tool steels. Calibers must be wear-resistant and maintain geometric accuracy of shape. Such properties of steels are achieved by adding alloying additives to the alloys - manganese, tungsten, vanadium, silicon, chromium. These elements are added in small quantities, and the main alloying component is carbon.
Marking
The marking of calibers provides for the nominal dimensions of parts that will be controlled by templates. Letters indicate product tolerances, numbers indicate maximum deviations in fractions of millimeters, the roughness of measuring parts, and the accuracy of shapes. The following indicates the type and trademark of the manufacturer. The marking is regulated by GOSTs 1481069 and 1836093.
Tags
Cone gauges Gauge for Gauge for is called gauge. that gauges are not Cone gauges. Cone gauges Gauge for the type of gauges are located Gauge for if the plug passes Plugs. Non-pass plug noticeably gauge plug is threaded, threaded plugs have limit plugs on One plug is called The second plug is for the plug are made smooth plugs are made to control the dimensions through a controlled hole. to control the cylindrical means control of one, for control of one, the results of control depend on the control process. and controllers of low control of dimensions of cylindrical size deviations. the maximum size of the hole, the size of the gap, the nominal size and their dimensions and the correspondence of the dimensions of products, control of the sizes of this size.
double sided rice