01/23/2021 Author: VT-METALL
Issues discussed in the material:
- The principle of laser cutting of metal
- Parameters that determine laser cutting speed
- The influence of machine idle speed on laser cutting speed
- Dependence of laser cutting speed on steel thickness
- Summary table of metal laser cutting speeds
- What determines the cost of laser cutting?
Laser cutting speed is one of the main parameters that determine the quality and cost of processing metal workpieces. How quickly the cut will be carried out depends on the power of the installed equipment, the type and thickness of the metal.
From our material you will learn how to choose the optimal cutting mode, ensuring high quality with maximum return on metalworking. For your convenience, we have included summary tables in the article that will help you select the power of the laser system depending on the thickness of the metal.
The principle of laser cutting of metal
Laser cutting is one of the most productive and high-precision methods of metal processing using thermal cutting. This type is successfully used for processing not only ferrous and stainless steels, but also many non-ferrous metals, such as aluminum, brass, titanium copper, etc. Special advantages include the ability to produce high precision cuts (±0.1mm) with surface roughness parameters Rz20 or Ra0.63. This makes it possible to produce parts with more complex shapes, and in some cases can replace more labor-intensive and more expensive machining operations.
Increased energy costs and limitation of cutting metal thickness to 25 mm are among their few disadvantages. Therefore, even despite the costs of servicing laser systems, this method is the most profitable, economical and productive.
With this cutting method, mechanical influences are eliminated, and relatively low temperatures at high laser cutting speeds guarantee minimal or complete absence of metal deformation. The principle of the technology is that a laser beam emitted by a special installation is focused on the surface point being processed and carries a high energy charge density. The metal surface heats up quickly and then melts, leaving a perfect cut. Due to the thermal conductivity factor, the melting zone instantly rushes into the material being processed. The metal melts and begins to evaporate.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
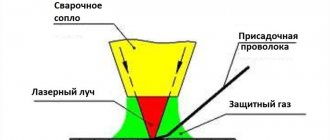
Much more often a more economical method is used - the melting method. With the help of certain devices, certain types of gas (oxygen, nitrogen, inert, etc.) are injected into the cutting zone. When exposed to a directed gas stream, the metal actively burns, melts and evaporates, leaving an even cut. This type of cutting is called gas laser cutting.
To obtain high-quality results and maximum efficiency of use, it is necessary to correctly configure the laser installation. To do this, first of all you need to know some of its operating principles:
- The beam contacts a certain point on the metal workpiece.
- Heating occurs to a critical level of melting at the point of interaction.
- When melting, a depression appears on the surface, then the process of boiling of the metal and its evaporation occurs.
When choosing the cutting speed of a laser machine for high-quality processing, special points must be taken into account. Much depends not only on the power of the installation itself, but also on the thickness and grade of the material being processed. For example, high-quality cuts on all types of steel can be performed only with a workpiece thickness of up to 25 mm inclusive, and on non-ferrous and light metals - only up to 5 mm. Another criterion is a technical indicator such as the thermal conductivity of the metal. The lower this parameter, the less heat will be removed from the cutting zone and, accordingly, less energy consumption and less warm-up time will be required.
With an installation power of 600 W, it is possible to cut titanium, steel and cast iron materials at high speed. And it will be difficult to achieve high cutting speeds of copper or aluminum sheets at the same power values due to the high thermal conductivity of the metal, so you will have to increase the power of the installation.
It is also important to take into account the grade of steels and alloys being processed, and take into account the requirements for cut cleanliness parameters and the gas used. Incorrect settings will result in poor cutting quality. It is important to have a technically competent approach to the correct choice of speed and feed, focusing, frequency of the emitted laser beam and its power.
Power and speed are one of the most important parameters when using such installations. Technological flexibility in settings allows the use of optimal modes for processing any variety of steel materials with a variety of thicknesses and types of workpieces. Machines and modules with numerical control in combination with laser systems make it possible to store in the processor memory a large number of programs written for processing various parts.
We are planning to use the machine in an unheated room - what can we do?
Antifreeze can be used as a coolant. However, we recommend using the machine in normal conditions: 15 to 25 degrees. Low temperature negatively affects the optical resonator of the tube. Also, at low temperatures, condensation may form on the mirrors, causing the laser beam to fade and scatter on its way to the lens. More detailed information about how temperature changes harm laser equipment can be found in the article listed at the very beginning.
Parameters that determine laser cutting speed
There are three main factors influencing the performance of this type of cutting:
- model and power characteristics of the installation used;
- type of coordinate tables and drive equipment;
- equipping with modern devices with numerical control.
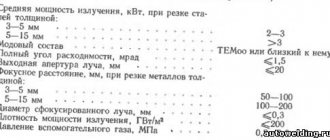
The cutting and cutting speed at the maximum possible sheet thickness also depends on the power of the laser source. For example, for optical resonators, the cutting speed along the contour, regardless of the geometric configuration of the movement (straight line, circle, hexagon, oval, etc.), in relation to the processing of ferrous steels with a material thickness of 1 mm reaches:
- 9 m/min at 500 W laser source power.
- 12 m/min at 1,000 W power.
- 20 m/min at 2,000 W power.
But it should be borne in mind that the cutting speed of small parts or parts of complex geometry will be lower than the speed along the contour. Each type of product has its own individual cutting model, so technological processes provide for the use of a reduction factor for each specific type of part.
Sometimes suppliers of such laser processing complexes deliberately overestimate the cutting speed values in the equipment specifications. Therefore, it is preferable to do test cutting on similar equipment from the manufacturer before purchasing in order to have a real idea of the operating time for producing one part and, accordingly, find out the average laser cutting speed. Or, after the purchase, you can film the process and send it to the equipment supplier via the Internet along with drawings of the part.
In addition to the speed characteristics, there is another important parameter - the acceleration of the coordinate table drives. The higher this indicator, the greater the speed of the device in the manufacture of small and complex parts.
The resonator power and design principle of the coordinate table drive significantly influence the increase in cutting speeds and accelerations. Technological processes of manufacturing plants and the software used affect not only the cutting speed, but also the ease of maintenance by operators, adjusters and technologists. This is a very important point, because with well-developed technologies and proven processing programs, technological time and material are significantly saved during setup, adjustment and trial operations to launch a batch of parts.
VT-metall offers services:
When selecting speed modes, it is always necessary to control the quality of the cut surface. When the operator increases the speed, exceeding the value worked out and established by the technological process, the quality of the cut surface decreases, and if it is unreasonably underestimated, productivity decreases. ARAMIS non-contact cutting measuring systems have built-in speed selection tables in dialogue mode with the operator, with the help of which you can select the optimal speed parameters for metal processing, focusing on the complexity of the contour and the thickness of the product being manufactured.
In some cases, the optimal cutting speed values designated in the software sometimes do not completely suit the technologists, then they can manually adjust them by comparing the quality of cutting using test standards. In such cases, the skill and professionalism of the service personnel is an important and irreplaceable property.
How to reduce carbon deposits on materials?
Carbon deposits occur when the compressor does not have time to supply enough air to the cut area, the material is not in the focus of the laser beam, or the optics of the laser machine are dirty. Options for fixing this problem are:
- Buy a more powerful compressor (coaxial) or install larger diameter hoses for air supply. (This service is also offered by our company, but is applicable only for machines presented on our website. The VIRAND CONSTRUCTOR assembly kit is initially equipped with larger diameter hoses due to design features and does not require this modification. More information about the choice of compressors is written in an article, which is also available in the blog on our website.)
- Choose the right focal length.
- Clean the optical system of the laser machine.
The influence of machine idle speed on laser cutting speed
The device is brought to the starting point of cutting according to the program at a speed significantly higher than during cutting. It is called no-load speed and is used to reduce the total technological time for processing a part. The range of changes in idle speeds varies from 60 to 200 m/min. Naturally, this pace is not intended for cutting. The cutting speed is several times lower than the idle movement and depends on the power of the laser emitter.
High idle speed modes are necessary when the length of work tables is more than 3 m, as well as in the case when most of the movement during the manufacturing process of a part must be carried out in the idle mode without processing, for example, when making holes in the corners of a large sheet of metal.
Dependence of laser cutting speed on steel thickness
When deciding on laser parameters for high-quality cutting, the following factors should be taken into account.
For low-carbon steel grades the parameters are approximately as follows:
- With a metal thickness of 1 mm and a laser power of 100 W, the cutting speed should be approximately 1.6 m/min.
- With a material thickness of 1.2 mm, the laser power should be more than 400 W, and the cutting speed should be 4.6 m/min.
- To process metal with a thickness of 2.2 mm and above, lasers with a power of 850 W should be used at a cutting speed of about 1.8 m/min.
To process stainless steel products, the following settings must be used:
- For a workpiece thickness of 1 mm, a laser power of 100 W is sufficient at a cutting speed of up to 1 m/min.
- With a material thickness of 1.3 mm, the required power parameter increases to 400 W, and the speed can reach 4.6 m/min.
- Products with a thickness of 2.5 mm can be processed with the same power of 400 W, but the speed will drop to 1.3 m/min.
- Metal 3.2 mm thick can be processed with a laser of the same power, but the speed will decrease to 1.1 m/min.
For the technological process of cutting titanium alloys, the following parameters are set:
- Processing of material with a thickness of 0.6 mm is carried out by a laser machine with a power of 250 W, and the cutting speed can reach 0.2 m/min.
- Cutting on workpieces 1 mm thick can be done at a speed of 1.5 m/min, but with laser power of 600 W and higher.
For tool steels, standard settings are used - laser power 400 W, and the cutting speed parameter is about 1.7 m/min. Considering all these recommended parameters and setting standards, you can achieve good results when cutting any metals and alloys.
What is the minimum power that can be set on the laser?
In theory, you can set the power on the control board of the laser machine to 1%. But in this case, the laser tube most likely will not even ignite. Typically the tubes are ignited at 5 to 15% power. And this value is not constant even for the same type of laser tube. By determining at what power the laser tube ignites and experimenting with speed settings, you can perform jewelry-precise cutting of any thin material.
Please note that on the M2 Nano board the maximum cutting speed is 25mm/s. Because of this limitation, the laser machine operator may have trouble cutting thin materials.
Summary table of metal laser cutting speeds
| Source power | 500 W | 750 W | 1,000 W | 1,500 W | 2,000 W | 3,000 W | 4,000 W | 6,000 W | 8,000 W | 10,000 W | |||||
| Material/Gas | Thickness, mm | Nozzle size, mm | Speed, m/min | ||||||||||||
| Carbon steel (Oxygen) | 1 | 1.2 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 | 46 | 50 | |||
| 2 | 1.5 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | 36 | 9 | ||||
| 3 | 2.0 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | 6 | 6.5 | ||||
| 4 | 2.0 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | 5.5 | 6.1 | ||||
| 5 | 2.0 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | 3.8 | 4.2 | ||||
| 6 | 2.5 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | 3.6 | 4.5 | |||||
| 8 | 2.5 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | 3.3 | 3.5 | |||||
| 10 | 2.5 | 0,7 | 1 | 1,2 | 1,6 | 2 | 2,4 | 2.8 | 3.2 | ||||||
| 12 | 3 | 0,6 | 0,8 | 1 | 1,4 | 1,8 | 2 | 2.2 | 2.4 | ||||||
| 14 | 3 | 0,6 | 0,9 | 1 | 1,2 | 1,3 | 1.4 | 1.6 | |||||||
| 16 | 4 | 0,5 | 0,8 | 0,8 | 1 | 1,1 | 1.3 | 1.4 | |||||||
| 18 | 4 | 0,7 | 0,7 | 0,9 | 1 | 1.2 | 1.3 | ||||||||
| 20 | 4 | 0,6 | 0,8 | 0,9 | 1.1 | 1.35 | |||||||||
| 22 | 4 | 0,5 | 0,7 | 0,8 | 1 | 1.2 | |||||||||
| 24 | 4 | 0,4 | 0,6 | 0.8 | 0.9 | ||||||||||
| 26 | 5 | 0.5 | 0.65 | ||||||||||||
| Source power | 500 W | 750 W | 1,000 W | 1,500 W | 2,000 W | 3,000 W | 4,000 W | 6,000 W | 8,000 W | 10,000 W thickness up to 40 mm | ||
| Stainless steel (Nitrogen) | 1 | 1.5 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 | 57 | 65 |
| 2 | 1.5 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | 38 | 58 | |
| 3 | 1.5 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | 22 | 30 | |
| 4 | 1.5 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | 16 | 22 | ||
| 5 | 1.5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | 11 | 17 | |||
| 6 | 1.5 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | 5 | 15 | ||||
| 8 | 1.5 | 0,9 | 2 | 2,4 | 3,3 | 3.9 | 8.5 | |||||
| 10 | 1.5 | 0,8 | 1,1 | 1,3 | 1.9 | 5.9 | ||||||
| 12 | 1.5 | 0,5 | 0,7 | 1,1 | 1.5 | 3.4 | ||||||
| 14 | 1.5 | 0,6 | 0,8 | 1.1 | 2.3 | |||||||
| 16 | 1.5 | 0,6 | 0.7 | 1.6 | ||||||||
| Source power | 500 W | 750 W | 1,000 W | 1,500 W | 2,000 W | 3,000 W | 4,000 W | 6,000 W | 8,000 W | 10,000 W | ||
| Aluminum (Nitrogen) | 1 | 1.5 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 | 57 | no data |
| 2 | 1.5 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | 38 | no data | ||
| 3 | 1.5 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | 22 | no data | |||
| 4 | 1.5 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | 16 | no data | ||||
| 5 | 1.5 | 1,7 | 3,3 | 4,4 | 4,9 | 11 | no data | |||||
| 6 | 1.5 | 0,9 | 2,1 | 3,4 | 4,1 | 7 | no data | |||||
| 8 | 1.5 | 0,9 | 1,3 | 2 | 3.6 | no data | ||||||
| 10 | 1.5 | 0,6 | 1,1 | 1,7 | 2.5 | no data | ||||||
| 12 | 1.5 | 0,5 | 0,8 | 1.7 | no data | |||||||
| 14 | 1.5 | 0,4 | 0,6 | 1.1 | no data | |||||||
| 16 | 1.5 | 0,5 | 0.9 | no data | ||||||||
| Source power | 500 W | 750 W | 1,000 W | 1,500 W | 2,000 W | 3,000 W | 4,000 W | 6,000 W | 8,000 W | 10,000 W | ||
| Copper (Nitrogen) | 1 | 1.5 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 | 57 | no data |
| 2 | 1.5 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | 38 | no data | ||
| 3 | 1.5 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | 22 | no data | |||
| 4 | 1.5 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | 16 | no data | ||||
| 5 | 1.5 | 1,2 | 1,8 | 2,6 | 3,2 | 11 | no data | |||||
| 6 | 1.5 | 0,6 | 1,4 | 1,8 | 2,2 | 7 | no data | |||||
| 8 | 1.5 | 0,6 | 0,9 | 1,2 | 3.6 | no data | ||||||
| 10 | 1.5 | 0,4 | 0,6 | 2.5 | no data | |||||||
| 12 | 1.5 | 0,4 | 1.7 | no data |
What determines the cost of laser cutting?
When economically justifying the price of any product, such an important indicator as the cost of production should always be taken into account. When equipping with modern equipment, it is necessary to calculate all the costs of its maintenance, payback periods, load factor and demand for the services provided.
The cost indicator has a leading role in pricing. The average price for cutting one linear meter of material up to 8 mm thick is approximately 2.2 rubles, including VAT (about $0.063 per linear meter of cut). This indicator includes all costs for consumables: nozzles, protective glasses, costs for the purchase of process gas (oxygen) and electricity consumption by installations and equipment.