Самозащитная порошковая проволока E71T-GS Тип продукта: сварочный материал. Самозащитная порошковая проволока, со стыком в нахлест, для однопроходной сварки, без защитной газовой среды во всех пространственных положениях. Прежде всего, предназначена для использования вне обычных рабочих условий сварки на верфях или, где трудно использовать процедуру полуавтоматической сварки в среде защитного газа.
Подробнее
Порошковая проволока E71T-1 оптом Тип продукта: сварочный материал. Рутиловая порошковая проволока, для сварки во всех пространственных положениях низкоуглеродистых сталей и сталей средней прочности, в том числе и судовых сталей как в смеси Ar / CO2, так и чистом CO2. По сравнению со сваркой сплошной проволокой, порошковая проволока имеет большую производительность, лучшее качество шва, меньшее разбрызгивание.
Подробнее
Купите самозащитную сварочную порошковую проволку в Gweld.ru оптом — мы предлагаем лучшие цены, клиентский сервис и условия доставки на рынке — звоните!
Тел: 8 800 500 4468 (многоканальный)
Общие сведения
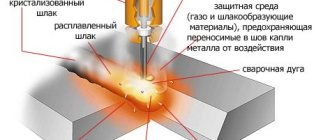
Порошковая проволока для сварки без газа внешне выглядит, как металлическая полая трубка. Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Такой тип проволоки находит применение при полуавтоматической сварке, во время которой не требуется защита с помощью газа. Самозащитная сварочная проволока может применяться без использования газового баллона, что служит несомненным преимуществом. Это обеспечивается нахождением внутри стальной оболочки флюса, который при начале плавления проволоки постепенно освобождается наружу и образует своеобразное облако, которое обладает такими же защитными свойствами, что и газ.
Внутри трубки содержатся мелкие фракции таких элементов, как железо, фосфор, хром. Это гарантирует такие обстоятельства:
- достижение подходящей температуры возле дуги и ванны и стабилизация ее;
- усиление перемешивания расплавленного металла;
- равномерное покрытие шва;
- отсутствие разбрызгивания металла;
- равномерность кипения расплавленного металла.
Также происходит увеличение скорости прохождения процесса. Имеется возможность осуществлять не только сварку, но и наплавку металлов. Порошковая проволока для полуавтоматической сварки находит широкое применение в автомобилестроении и ремонте различных металлических изделий. Особо следует отметить возможность потолочного вида сварочных работ.
Розничные цены на порошковую проволоку для полуавтомата
| Марка по AWS (ГОСТ) | Диаметр, мм | Упаковка, кг/уп | ЦЕНА, руб./кг. с НДС |
| E71T-GS (самозащитная) | 0,8 | 5,0 (D200) | 579,2 |
| 0,8 | 1,0 (D100) | 634,9 | |
| E71T-1 (Морской регистр) | 1,2 | 15,0 (D300) | под заказ |
| 1,2 | 5,0 (D200 | под заказ | |
| 1,6 | 15,0 (D300) | под заказ |
Купить порошковую проволоку в розницу можно в нашем интернет-магазине. Оптовые цены уточняйте у менеджера.
Отправить заявку можно через сайт, выбрав то, что нужно и заполнив необходимые поля.
Если не нашли подходящего вида, стоит связаться с менеджером, чтобы уточнить наличие или возможность индивидуального заказа.
Сердечник проволоки
Сердечник проволоки представляет собой комбинацию из различных элементов, минералов, ферросплавов. Их совокупность гарантирует получение соединений с заданными эксплуатационными свойствами. Все добавки, входящие в сердечник, разделяются на следующие виды:
- Раскисляющие. Входят активные компоненты.
- Стабилизирующие. Обеспечивают стабильность горения дуги.
- Газообразующие. Входят компоненты, помогающие образовывать газовое облако вокруг сварочной ванны.
- Легирующие. Содержат легирующие компоненты, придающие металлу нужные качества.
- Шлакообразующие.
- Специальные. Как правило — это железный порошок.
Наиболее часто применяется порошковая самозащитная сварочная проволока, относящаяся к группе «специальные».
Обозначения и маркировки
Маркировка сплошной проволоки для сварки (наплавки) на отечественном рынке производится согласно ГОСТ 2246-70. Нержавеющая сварочная проволока обозначается как любая другая легированная. Единственное отличие в химическом составе – повышенное содержание хрома и никеля.
Пример: 3 Св.–01Х19Н9 – Ш – Э – О ГОСТ 2246-70.
- 3 Св. — обозначает технологию применения (сварочная) и ее типоразмер 3,0 мм.
- 01Х19Н9 – химический состав материала:
- 01 – углерод (не более 0,03%);
- Х19 – содержание хрома около 19%;
- Н9 – содержание никеля около 9%.
Обозначение химического состава может заканчиваться буквой А или сдвоенной АА. Здесь оговаривается содержание вредных примесей фосфора и серы: А – стандартное, АА – уменьшенное.
- Ш – проволока изготовлена технологией электрошлакового переплава.
- Э – проволока применяется для приготовления электродов.
- О – поверхность нержавеющей проволоки может покрываться медью. Такая проволока используется для особо ответственных соединений, где требуется стабильность дуги.
Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Маркировка порошковой проволоки, применяемой для сварки нержавеющих сталей производится по ГОСТ 26271-84.
В международном формате пользуются маркировкой по стандартам AWS (американского общества сварки).
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.
Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Особенности использования
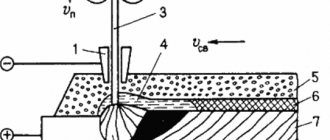
Применение порошковой проволоки проводится приблизительно так же, как сварка обычными электродами с использованием флюса. Порошковую проволоку можно держать в руке и подавать ее самостоятельно в зону сварки. Также ее можно заправлять в полуавтомат, чтобы она двигалась с помощью подающего механизма оборудования.
При работе с этим видом расходного элемента рекомендуется устанавливать постоянный ток, а полярность выставлять обратного типа. При работе необходимо следить за длиной вылета порошковой проволоки. Он должен составлять 1,5-2 сантиметра.
Перед началом сварки требуется прогрев проволоки в течение длительного времени. Рекомендуется предварительно делать пробный шов и в зависимости от результатов корректировать устанавливаемый режим.
Когда от сварки самозащитной проволокой лучше отказаться
Здесь всего два недостатка — это высокая стоимость и более низкое качество сварного шва, чем при сварке полуавтоматом в среде защитного газа. Довольно плохо зарекомендовала себя порошковая проволока и при сварке труб под давлением. Поэтому данный способ совсем не подходит для выполнения этих работ.
В общем, как видно, при использовании самозащитной проволоки есть свои плюсы и минусы. Преимущества связаны с возможностью сварки в труднодоступных местах и при любой погоде, а недостатки, с высокой ценой и более низким качеством шва.
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
По структуре проволока бывает сплошной, порошковой и активированной. Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки. Обозначение проволоки
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали. Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%. Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
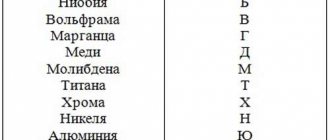
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) . В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Методы испытаний. Упаковка. Гарантии на проволоку
Методы испытаний порошковой проволоки
Твердость наплавленного металла определяют по методу Роквелла (ГОСТ 9013-589) или методу Бринелля (ГОСТ 9012-59). Принимается среднеарифметическое значение не менее трех измерений.
Для проверки: относительного расхода проволоки, химического состава и твердости наплавленного металла наплавка выполняется на пластины из стали марки Ст3пс или Ст3кп, или Ст3сп по ГОСТ 380-71.
Размер пластины — не менее 69 х 150 мм, толщина не менее 14 мм. Наплавка выполняется валиками шириной 12-18 мм, длиной 100-120 мм для проволок:
- типа С и Г — в три слоя;
- для проволок тип Ф — в четыре слоя,
на постоянном токе обратной полярности («минус» на образце), режимы — таблица 4.
Наплавленный металл обрабатывается шлифованием.
Таблица 4 — Режимы наплавки порошковой проволокой при испытаниях. Относительный расход порошковой наплавочной проволоки
| Марка порошковой наплавочной проволоки | ø, мм | Режимы наплавки при испытаниях | Относит. расход проволоки | ||
| Ток, А | Uд, В | Скорость наплавки, м/ч | |||
| ПП-Нп-200Х12М-Т-Ф (ПП-АН103) | 3,6 | 350-400 | 30-32 | 25-30 | 1,15 |
| ПП-Нп-200Х12ВФ-Т-Ф (ПП-АН104) | 3,6 | 350-400 | 30-32 | 25-30 | 1,15 |
| ПП-Нп-90Г13Н4-Н-С (ПП-АН105) | 2,8 | 220-240 | 20-22 | 20-30 | 1,25 |
| ПП-Нп-10Х14Т-Т(Н)-С(Ф) (ПП-АН106) | 2,8 | 260-320 | 24-26 | 15-20 | 1,30 |
| ПП-Нп-18Х1Г1М-Т(Н)-Ф (ПП-АН120) | 3,6 6,0 | 380-400 600-650 | 26-28 30-32 | 18-20 25-30 | 1,15 |
| ПП-Нп-30Х5Г2СМ-Т(Н, Д)-У (ПП-АН122) | 2,6 | 320-360 | 25-27 | 15-20 | 1,25 |
| ПП-Нп-25Х5ФМС-Т(Н)-Ф (ПП-25Х5ФМС) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,28 |
| ПП-Нп-25Х5ФМСТ-Т(Н)-С (ПП-АН130) | 2,2 2,8 | 259-300 320-360 | 24-26 25-27 | 12-15 15-20 | 1,25 |
| ПП-Нп-30Х2М2ФН-Т(Н)-Ф (ПП-АН147) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,10 |
| ПП-Нп-200ХГР-Т-С (ПП-АН160) | 1,8 | 160-180 | 19-20 | 8-12 | 1,20 |
| ПП-Нп-40Х4Г2СМНТФ-Т-С (-) | 2,0 | 190-240 | 22-26 | 12-18 | 1,20 |
| ПП-Нп-100Х4Г2АР-Н-У (-) | 3,2 | 350-400 | 30-35 | 35-50 | 1,20 |
| ПП-Нп-200Х15С1ГРТ-Н-С (ПП-АН125) | 3,2 | 340-380 | 28-30 | 15-20 | 1,15 |
| ПП-Нп-30Х4Г2М-Т-С(Ф) (ПП-АН128) | 2,0 | 230-250 | 23-25 | 16-18 | 1,28 |
| ПП-Нп-30Х4В2М2ФС-Н(Т)-Ф (ПП-АН132) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,05 |
| ПП-Нп-10Х17Н9С5ГТ-Т(Н)-Ф (ПП-АН133) | 2,8 3,6 | 260-320 340-380 | 26-28 32-36 | 18-25 15-20 | 1,05 |
| ПП-Нп-250Х10Б8С2Т-Н-С (ПП-АН135) | 3,2 | 380-420 | 30-34 | 8-12 | 1,25 |
| ПП-Нп-10Х15Н2Т-Н-У (ПП-АН138) | 2,6 | 270-320 | 24-28 | 16-18 | 1,30 |
| ПП-Нп-80Х20Р3Т-Н-С (ПП-АН170) | 3,2 | 400-420 | 30-32 | 8-12 | 1,20 |
| ПП-Нп-150Х15Р3Т2-Н-С(Ф) (ПП-АН170М) | 2,6 3,2 | 280-320 320-400 | 28-32 30-34 | 8-12 | 1,15 |
| ПП-Нп-350Х10Б8Т2-Н-С (-) | 2,6 3,2 | 260-300 350-400 | 26-30 28-32 | 8-12 | 1,15 |
| ПП-Нп-35В9Х3СФ-Т(Н)-Ф (ПП-3Х2В8) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-34 32-37 | 30-40 | 1,05 |
| ПП-Нп-45В9Х3СФ-Т(Н)-Ф (ПП-4Х2В8) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-34 32-37 | 30-40 | 1,05 |
| ПП-Нп-14ГСТ-Т(Н)-С (ПП-ТН250) | 3,0 | 260-320 | 24-26 | 15-20 | 1,25 |
| ПП-Нп-19ГСТ-Т(Н)-С (ПП-ТН350) | 3,0 | 260-360 | 24-26 | 15-20 | 1,25 |
| ПП-Нп-50Х3СТ-Т(Н)-С (ПП-ТН500) | 3,0 | 260-320 | 24-26 | 15-20 | 1,25 |
| ПП-Нп-35Х6М2-Т(Н)-Ф (ПП-8-ЖН) | 3,6 4,0 5,0 | 350-430 390-470 470-550 | 28-32 30-34 32-36 | 30-40 | 1,05 |
| ПП-Нп-12Х12Г12СФ-Т(Н)-Ф (ПП-35-ЖН) | 3,6 4,0 5,0 | 350-430 390-470 470-550 | 28-32 30-34 32-36 | 30-40 | 1,05 |
Упаковка порошковой проволоки
Масса партии проволоки должна быть от 100 до 20 000 кг.
Проволока поставляется:
- в мотках (должна состоять из одного отрезка);
- на барабанах или катушках по ГОСТ 25445-82.
Размеры мотков порошковой проволоки
| Диаметр проволоки, мм | Размер мотка, мм | Масса, кг | |
| Внутренний диаметр | Наружный диаметр | ||
| От 2,00 до 3,60 включительно | 150-250 | 350-400 | 3-60 |
| Свыше 4,00 | 250-350 | 450-500 | 5-80 |
Технология производства
Сварочная проволока порошкового типа производится по следующей технологии.
- Для изготовления трубки используется стальная лента шириною 10-15 см.
- Ее разрезают на отрезки, из которых будут скручиваться трубные изделия.
- Заготовки наматываются на специальные кассеты, при этом сразу же выполнятся чистка изделия и его сушка.
- Готовится сам порошок по необходимой рецептуре. Его обязательно просеивают и сушат. Важно, чтобы гранулы ингредиентов не были очень большими, потому что именно от этого зависит плотность наполнения трубчатой конструкции.
- Готовую шихту отправляют на волочильный станок, где происходит формовка трубки. Смесь поступает в засыпное устройство стана.
- Далее подготовленный порошок поступает на ленту, из которой будет формироваться сама проволока.
- Производится формовка трубки, внутри которой сразу же формируется и порошковая смесь.
- После чего проволоку протаскивают через шесть волочильных барабанов. На каждом она уменьшается в диаметре и увеличивается в длину. Кстати, скорость волочения проволоки достаточно большая – 300 м/мин.
После этого готовое изделия проходит несколько видов контроля. Основных два. В первую очередь проверяется порошковая присадочная проволока на коэффициент заполнения. Он рассчитывается, как отношение веса одного метра проволоки на вес всей бухты. Оптимальный диапазон: 25-40% (все зависит от марки). Второй вид контроля – определение механических и сварочно-технологических характеристик. Для этого просто производится сварка небольшим отрезком проволоки, после чего шов проверяется и тестируется.