Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
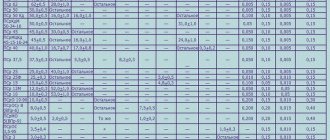
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях.
Область применения
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.
Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Разновидности
Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра.
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Высокое содержание основного металла позволяет применять припой с серебром для ответственных высоконагруженных соединений, контактов в электротехнике и электронике, ленточные пильные полотна и тому подобные.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.
Приготовления припоя в домашних условиях: особенности и алгоритм
Пайка серебряным припоем в домашних условиях предполагает и обратный процесс – превращение жидкого металла в твердое состояние. Сначала серебро важно полностью расплавить, затем его отливают в ингус. Вся работа подразделяется на три этапа: изготовление ложки – плавильни, добавка флюса, размещение в ложке шихты, расплавка исходного материала, помещение его в ингус.
Размещают на дне ложки небольшой картонный прямоугольник, потом пластину чуть большего размера, чтобы она обернула края ложки. Потом качественно обжаривают листы картона. Ложе должно быть вогнутым, чтобы достигнуть желаемого результата. Процесс плавления припоя в домашних условиях является длительным, поэтому придется запастись терпением. Сортировка шихты выполняется на ювелирных весах. Мастеру потребуются следующие материалы:
- ювелирные электронные весы;
- 20 г лома серебра 916 пробы;
- серебряный лом 875 пробы;
- чистое серебро (12 граммов);
- бура;
- металл для припоя;
- газовая горелка
Вся шихта делится на несколько кучек по 18-20 граммов. Смешивают серебро и лом 875 пробы. Для одной плавки потребуется примерно 6 граммов лома и 42% чистого металла. Магнитом оно очищается от примесей железа.
Для изготовления припоя берут серебро 875 пробы и медь, соотношение должно составлять 4 к 1 (потребуется серебряный полтинник и три медные монетки). Для флюса используется бура в соотношении 1 к 10. Далее выполняется регулировка пламени. Не рекомендуется слишком большой огонь, это приведет к сгоранию металлов, а не их плавлению. Над газовой горелкой помещают ложку. В процессе плавления меняется цвет серебра, оно стекает на дно.
Далее помещают ингус вблизи пламени, чтобы прогреть его. Для качественного расплавления сначала его смазывают воском. Нельзя допускать остывания и блеска расплава, это негативно скажется на технических характеристиках припоя. Жидкий металл медленно выливают в прогретый ингус. Затем пускают холодную воду. После полного охлаждения бруска вытаскивают его, перевернув для этого форму. Асбестовое либо картонное покрытие можно использовать для 3-5 плавок.
Несколько рекомендаций
Не стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды.
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам. Это идеальный показатель.
На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Какие применяют припои
Для запаивания предметов из серебра применяются, в том числе в промышленности, серебряные припои. Они представляют собой сплав серебра с прочими металлами, характеризуются надёжностью, прочностью и, что самое главное, невосприимчивостью сварных швов к коррозии.
Наиболее востребованными считаются ПСР-10, ПСР-15, ПСР-25 (число на конце отражает содержание драгметалла в процентах). А для усиления антикоррозийной защиты при пайке может применяться, допустим, ПСР-70.
Марки отличаются друг от друга не только составом, но также плотностью, температурой плавления, сопротивлением к электричеству.
Припои могут продаваться в виде уже готового порошка или нарезанных кусочков по 2-3 миллиметра. Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Химический состав
Технология процесса основывается на применении серебряного припоя, предназначенного для ступенчатой пайки. Учитывая, что припой должен выдерживать температуры до 600 °C, его компонентами являются: 33% кадмия, 30% серебра, 16% цинка, 20% меди. Состав является довольно хрупким, не выдерживает колебаний. При увеличении количества серебра до 52% получается текучая смесь, выдерживающая многоступенчатое спаивание.
Паяльный инструмент
Практически у любого человека может возникнуть необходимость запаять ювелирное изделие из серебра, например, серебряное кольцо с трещинкой или разорванную цепочку.
Конечно, можно обратиться к ювелиру-профессионалу, но подобные услуги могут стоить довольно дорого.
Гораздо экономней провести пайку своими силами. Это достаточно тонкая работа, но при должной аккуратности и минимальных навыках в пайке, выполнить её вполне реально.
Обычно в подобных случаях пользуются электрическим паяльником или газовой горелкой. Качество пайки серебра будет зависеть от той температуры, которую сумеет обеспечить рабочий инструмент.
Интересно, что не все электропаяльники обеспечивают достаточную для пайки припоями из серебра температуру плавления.
Например, если электропаяльник предназначен для припоев с температурой плавления до +350 градусов, то он не подойдёт, здесь нужна гораздо более высокая температура.
Кроме того, ювелиры, чтобы припаять украшения из серебра той или иной пробы, применяют специальные электропаяльники с тонкими жалами (хотя для разовой пайки подойдёт и жало стандартных размеров).
Подготовка материалов
Перед тем, как паять ювелирное серебро в домашних условиях, следует подготовить, помимо паяльного инструмента, соответствующие припои и флюс.
В этом случае лучшим флюсом для пайки считается колофоний – специальная смола, которая образует плёнку над местом пайки и не допускает реакции с окружающим кислородом.
Если колофоний найти в магазинах не получилось, можно сделать флюс для ювелирного серебра самостоятельно. В таком флюсе будет два элемента:
- бура (декагидрат тетрабората натрия);
- поташ (карбонат калия).
Их нужно совместить в пропорции один к одному. Буру для пайки стоит покупать в виде порошка, а не в виде водного раствора (в противном случае её сначала требуется просушить). Процесс приготовления этого флюса довольно прост: кристаллы буры растирают в ступке и перемешивают с поташом.
Само ювелирное изделие из серебра тоже нуждается в предварительной подготовке – его надо почистить и обработать спиртом (обезжирить).
Работа с титаном
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
Как происходит сам процесс
Ювелирное изделие из серебра следует поместить на подходящую поверхность, которая обладает низкой теплопроводностью, не разрушится от воздействия высоких температур, например, на кирпич.
Затем место, где будет находиться сварной шов, нужно обмазать флюсом и поместить туда кусочек припоя.
Теперь можно взять горелку и плавно подвести к изделию. Обрабатываемая зона должна равномерно прогреться. А как только флюс полностью расплавится, огонь надо увеличить и продолжать пайку до того момента, пока не возникнет действительно надёжный шов.
Если же припой и флюс внезапно закончатся, необходимо аккуратно добавить их новые порции на то же место.
По завершению пайки изделие необходимо очистить от флюса и остатков припоя. Для решения данной задачи подойдёт наждачная бумага. Дополнительно поверхность серебра можно подвергнуть обработке раствором лимонной кислоты в целях осветления или раствором йода для зачернения.
Не стоит забывать, что пайка должна производиться в проветриваемом помещении, а человек, осуществляющий эту операцию, обязательно должен быть защищён маской или очками