Diamond boring machines
Diamond boring machines belong to the group of finishing machines.
They are designed for fine boring of precise cylindrical surfaces, and with additional equipment, for machining ends, grooves, conical and shaped surfaces of rotation; These machines are most effective in conditions of mass, large-scale, and sometimes small-scale production. Fine boring refers to the final finishing of holes performed with a diamond or carbide cutting tool. Diamond tools are used mainly for boring parts made of non-ferrous alloys, ebonite, textolite, rubber and other synthetic materials, and the processing of ferrous metals is carried out with carbide cutting tools. Diamond boring in some cases replaces grinding.
The parts for which diamond boring machines are used include connecting rods, bushings, liners, liners, block heads, pin holes in pistons and a number of others.
Features of the fine boring process. The fine boring process is characterized by high cutting speeds, low feed rates and small depths of cut, ensuring minimal roughness of the machined surface. Fine boring mode: cutting speed up to 1000 m/min, feed rate 0.01-0.1 mm/rev and cutting depth 0.05-0.55 mm. High accuracy of hole processing, deviation from roundness of 0.003-0.005 mm and surface roughness of 0.16-0.63 microns.
Diamond boring machines are subject to high requirements, the main of which are: high spindle speed, exceeding 6000 rpm; stable low feed rates (less than 0.04 mm/rev); stepless feed control, high speed of rapid strokes (4-7 m/min); high accuracy of spindle rotation without vibration.
The basic parts of diamond boring machines, such as beds, tables, slides, are made massive, rigid, with a large number of stiffeners
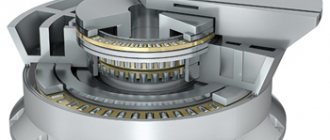
Particular attention is paid to spindles
The rotational accuracy of the spindle largely determines the output machining accuracy. The spindles are mounted on high-precision rolling or sliding bearings. The transmission of rotation to the spindle to obtain low roughness of the workpiece is carried out by a belt drive. The spindle and the parts attached to it are usually balanced. The use of a hydraulic installation makes it possible not only to apply stepless feed control, but also to automate the table movement cycle and other auxiliary operations. Electric motors, pumps and other machine mechanisms are isolated from precision elements by moving them outside the machine, which also helps to reduce thermal deformations of the basic parts of the machine.
Diamond boring machines are divided into two large groups based on the location of the spindle axis: horizontal and vertical. There are also special machines with inclined spindles and combined ones. In addition, they are single-spindle and multi-spindle, single-sided and double-sided.
www.4ne.ru
Operating rules
Boring machines are complex and very expensive equipment
That is why when using it it is important to adhere to the basic operating rules. Equipment care includes several activities:
- regular cleaning;
- lubrication of all technological components;
- inspection of the functionality of all units and parts.
The operator must maintain the coolant module and promptly correct any minor problems.
The operation of automated installations usually includes their maintenance and adjustment. The latter is performed by the adjuster, and the sub-adjustment is performed by the machine operator. The functionality of a machine operator includes:
- acceptance of workpieces, their installation;
- implementation of operational management and regular monitoring of condition;
- replacement of cutting tools;
- removing crumbs.
Particular attention should be paid to the hydraulic system. Caring for it involves controlling the heating of the oil so that the temperature does not rise above +50 degrees
Usually the oil is changed for the first time after a month of operation - this allows you to remove all the products from grinding in the working mechanisms. Subsequently, the frequency of oil changes is once a quarter.
The condition of the pipelines must be periodically checked to prevent air particles from entering the hydraulic system.
It is important to clean the filters in a timely manner. From time to time, device drives must be treated with lubricant
At least once every 6 months, the polarity of the functional contacts of switches, as well as buttons involved in the DC and AC circuits should be changed. If droplets of metal are found on the contacts or burning, they should be cleaned with a velvet file. Typically, all operational requirements for machines are specified in the user manual and are standardized by the current GOST. Strict compliance with these rules allows you to ensure uninterrupted and long-term operation of the equipment.
Machine design
The supporting base of the unit is quite massive, which is due to the characteristics of the workpieces that are usually processed on such devices. The base of the structure is formed by a slab, a cabinet and a frame provided with grooved niches for attaching a functional platform. The working part is a spindle head for containing a processing tool with moving brackets and replaceable boring bars. The workpiece can be positioned in different ways - in vertical designs of a diamond boring machine, for example, a kind of object table with holding clamps is provided for parts.
In terms of the power base, most units of this type contain an electric motor with a drive infrastructure, lubrication and cooling systems. More technologically advanced versions also include an electrical unit with CNC elements, which automates the production process with the ability to intelligently configure processing parameters.
https://youtube.com/watch?v=CYkV3CSmD_Q
Main purpose
Machines of this type are used primarily, of course, for boring holes of different diameters in workpieces. But if necessary, they can also be used for:
- turning the external surfaces of cylindrical parts;
- machining the ends of workpieces;
- countersinking and reaming of holes;
- thread cutting;
- milling.
Equipment types
As a rule, there are three main types used in production:
- Horizontal boring machines;
- Coordinate boring;
- Diamond boring.
The first two types are the most common.
Horizontal boring machines
The main feature of such equipment is the horizontal position of the spindle, which allows it to extend. Thus, it is possible to make a hole even in inaccessible places of large parts (booms, frames, metal structures).
The main movement of the unit is rotational-translational, performed through a spindle. Not only the tools move, but also the workpieces themselves. If the need arises, you can change the feed and speed during operation. Sometimes a special substrate is used when feeding.
Depending on the configuration, there may be additional auxiliary movements:
- The spindle head moves along a vertical axis;
- The table moves along previously specified coordinates.
In some models, the design provides that the rest and rear pillar can move. They can be used for processing products made of cast iron or cast steel.
Boring machines are used to work with complex parts that contain numerous holes, grooves, and ledges. According to their layout they are divided into:
- Models with a spindle no more than 125 mm. Designed for processing small workpieces. The table is movable along two axes, the boring heads move in the vertical direction.
- Models with spindle 100−200 mm. Allows you to work with medium and large parts. The table moves only along one axis.
- Models with spindle 125−320 mm. With their help you can process very large parts. The table is motionless.
Jig boring machines
Such machines are designed for drilling holes according to certain parameters. Perform operations on various workpieces. High-precision processing is obtained due to the presence of special devices: electronic, mechanical and optical. In addition, rotary tables also help to achieve the desired results: the hole can be made without moving the part. The models are not too large and take up little usable space.
Diamond boring type models
They allow fine boring of cylindrical surfaces. If there are additional components, then conical surfaces and ends with rotation grooves can be processed. It is permissible to drill a pair of holes that have parallel axes. Machines of this type can be:
- Vertical;
- Sloping;
- Combined;
- Horizontal, the table is movable.
Types of units
Today there are the following types of these machines:
- Turning and boring.
- Diamond boring.
- Coordinate boring.
- Horizontal boring.
Jig boring units are recognized as the most universal and multifunctional, which allows them to be used for almost all known operations related to hole processing. Such units can carry out marking procedures that require high precision, because they are equipped with electronic, mechanical, inductive and optical counting devices, which guarantee impeccable measurements of the movements of moving units.
The second significant advantage is the universal rotary work table, thanks to which you can work with inclined holes.
Spindle rotation is the main (working) movement, and vertical movement is the feed movement. The composition includes one or two racks.
Options and explanation of modification options
The marking of equipment shows what features it has and its scope of application.
Lathes have a letter and a number name. Letter designations characterize its design features: level of automation, degree of processing accuracy, modification, type of CNC.
Meaning of letters in device markings:
- C – special accuracy.
- B – high accuracy.
- N – normal accuracy.
- A – particularly high accuracy.
- P – increased accuracy.
The numbers indicate:
- the first digit 1 indicates that it is a lathe;
- the second digit indicates the device type;
- the third and fourth show the processing features.
For example, 16K20T means:
- 1 – lathe;
- 6 – frontal type;
- 20 – 200 mm main parameter;
- T – modified.
Variety of boring equipment
But not only coordinate machines have their own characteristics, but also other types of boring equipment have individual technical characteristics. This includes speed, which is increased, and procedures that perform cutting actions, and small feeds. All types of machines are divided according to their characteristics into single-spindle and multi-spindle. They can be horizontal or vertical, as well as one-sided or double-sided. Diamond machines can be found at various plants, the main focus of which is the creation of products for aviation, automobiles and agriculture. Such equipment only works with those products that are processed using special cutting tools that have carbide and high-precision characteristics. They allow cutting of a wide variety of parts: cylindrical blocks, engine liners required for vehicles, block heads and connecting rods.
Horizontal lathes are varieties of already known coordinate equipment. They differ in the movement and location of the spindle. Boring equipment is used quite rarely nowadays.
Semi-automatic finishing and boring machine 2705
Diamond boring machine 2705 with auto-programming cycle function, which is designed for grinding cylindrical, precise conical or shaped surfaces to cut grooves, trim internal or external ends. The capabilities of this machine help to process a couple of small holes in small-caliber elements at once in just a few approaches.
Diamond boring machine 2705
The device of the machine allows you to fix parts with a special device on the working surface, which produces a working transmission with fast convention and stepless speed control. The 2705 mechanism can be used in enterprises and factories that carry out large-scale and mass production of metal components.
Characteristics of diamond boring machine 2705:
- hole caliber due to boring – 8-200 mm;
- table plane dimensions – 320x500 mm;
- voltage is 220/380 V;
- the number of spindle heads mounted on the bridge is 3221.
A more detailed overview of the machine shows the weight and many other characteristics of the product. You can also see a photo of a diamond boring machine.
Numerical and letter designation
According to the standard classification, a boring machine belongs to the drilling group, which is indicated by the first number “2” in the model name. The numbers “4” and “7” indicate that the device belongs to jig boring and horizontal boring metal-cutting machines, respectively.
The letters between the numbers indicate an upgrade relative to the base model. For example, the basic model of the 2A450 machine is 2450.
Letters after numbers indicate accuracy. For example, 2622A is a boring machine of particularly high precision, and 2435P is of increased precision.
The two numbers at the end of the name indicate the maximum processing diameter.
Diamond boring machines – Tekhner
Diamond boring machines perform fine boring of precise cylindrical and conical holes, and with additional equipment they are also used for processing ends, grooves, shaped surfaces of rotation, etc. Diamond boring machines are divided into vertical and horizontal, single and multi-spindle. Horizontal machines can be single-sided or double-sided.
Diamond boring machines process parts at high cutting speeds (up to 1000 m/min), low feeds (0.01 - 0.1 mm/rev) and small cutting depths (0.05 - 0.5 mm). Diamond and carbide cutters are used as tools.
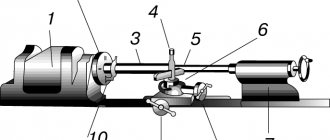
Movements in the machine (Fig. 11.9). The main movement in diamond boring machines is the rotation of the spindle with the tool. Vertical single-spindle diamond boring machines have a divided drive of the main movement, i.e., rotation of the spindle from the gearbox is transmitted through a belt drive. In horizontal diamond boring machines, designed for more precise work, there is no gearbox; The electric motor is located outside the machine, and the spindles of the boring heads are rotated only by a belt drive. The required spindle speed is adjusted using stepped or replaceable pulleys.
The feed movement in vertical single-spindle machines is communicated to the spindle, in horizontal single-sided and double-sided machines - to a table with an installed device for securing the workpiece. The table makes a complex cycle of working and rapid movements, feeding the workpiece first to one or the other spindle heads mounted on bridges. In specialized diamond boring machines, the feed movement is transmitted to the spindle heads, and the workpiece remains stationary. To obtain feeds, a hydraulic drive is most often used, which continuously regulates the feed.
The rotational accuracy of the spindle largely determines the output machining accuracy. The spindles are mounted on high-precision rolling or sliding bearings. Rotation on the spindle to obtain small roughness parameters of the workpiece is transmitted by a belt drive. The spindle and the parts attached to it are usually balanced. The use of a hydraulic installation makes it possible not only to use stepless feed control, but also to automate the table movement cycle and other auxiliary operations. Electric motors, pumps and other machine mechanisms are moved outside the machine, which also helps to increase accuracy and reduce thermal deformation of the basic parts of the machine.
Fine (diamond) boring has the following advantages: in the pores of the treated surface there are no abrasive grains observed during processing with an abrasive tool (grinding and honing); high precision of hole processing, roundness deviation of 0.003–0.005 mm and surface roughness parameter Ra = 0.16…0.63 µm.
tehnar.net.ua
Description of the components of the 400V machine
Machine base
Base - the base of the machine, a unit that includes: bed, table, column.
The frame (1) is a cast rigid structure in the shape of a box. The column (4) moves along the guides fixed to the frame, and the drilling head (3) moves vertically along it. The table (2) moves along other guides of the frame. The movement of the table, column and drilling head is carried out by individual drives with high-torque DC electric motors using rolling screw pairs. The screw pairs are mounted in supports and connected to the engines through couplings that compensate for the misalignment of the screw and the engine shaft. The X and Y axis guides are lubricated by a centralized lubrication system; the Z axis guides are lubricated manually through a grease nipple.
The table is designed for installation and movement of the workpiece. The table drive provides fast movement, positioning in a given coordinate, as well as working feed of the workpiece. The table also has outlets for removing chips and waste coolant coming from the cutting zone.
The column moves along guides fixed to the frame. The column consists of upper and lower parts connected to each other.
Linear drive - X, Y, Z axes
Drives for longitudinal, transverse movement in accordance with Figure 6.4, vertical movement in accordance with Figure 6.4a are designed to move the working parts of the machine.
The movement is carried out by high-torque synchronous electric motors pos. 1, connected to a ball screw, pos. 2 using a split coupling pos. 3. Screw pairs are mounted in supports pos. 4 and 5 installed on the frame (drive X, Y). The moving body (table - drive X, lower column - drive Y) is connected to a nut pos. 6 ball screw drive.
Specification of drives in accordance with tables 6.4, 6.5.
Headstock
Headstock in accordance with Figure 6.5.
Spindle head housing pos. 1 is a cast part in which the spindle assembly pos. 2, mechanism for pressing and blowing the tool pos. 3, main movement electric motor pos. 4. Roller guides for movement along the Z axis are mounted on the rear of the housing.
Rotation from the electric motor to the spindle is transmitted through pulleys pos. 5, 6 and toothed belt pos. 7 with a gear ratio of 1:1.
Spindle unit
Spindle assembly in accordance with Figure 6.6.
The spindle assembly is secured in the spindle head housing using screws pos. 12. In the spindle assembly housing - glass pos. 2 in high-precision angular contact bearings pos. 13 spindle rotates pos. 1. The optimal degree of bearing tension is achieved by precise adjustment of the spacer bushings pos. 14 and rings pos. 11. During operation, no additional adjustments are required.
At the lower end of the spindle there are two keys, pos. 5, which serve to transmit torque to the tool.
Inside the spindle there is a tool clamping mechanism, which consists of a rod pos. 8 with a package of disc springs assembled on it, pos. 7, set to a force of 5900±10% N.
At the lower end of the rod pos. 8 in the holes there are 6 steel balls pos. 9, which capture the tool pos. 6 when moving the rod. The vertical movement of the rod is carried out by a unit for pressing and blowing the tool. The cone is blown through a through hole in the rod. To protect the spindle bearings during operation, labyrinth seals are provided on the upper and lower flanges, pos. 10, 11, 16. Setting the spindle perpendicular to the table is done by adjusting the compensators pos. 15.
Mechanism for squeezing the tool and blowing the tool cone
The mechanism for pressing and blowing the tool in accordance with Figure 6.7 is located inside the spindle head behind the main movement drive motor. It consists of a pneumatic cylinder pos. 1, on the rod of which the fork pos. 2, pivotally connected to the lever pos. 4, sitting freely on the axis pos. 7. The lever has an adjustable stop pos. 5.
When the tool is pressed, air is supplied to the upper cavity of the pneumatic cylinder, the rod through the fork pos. 2 turns the lever pos. 4 on axis pos. 7. Stop pos. 5 presses on the pusher pos. 6, which, having overcome the free play “a”, begins to move the nut pos. 8 clamp nodes all the way. In this case, the rod moves, the balls from the locking part move into the annular boring and release the tool shank.
Machine lubrication system 400V
The lubrication of the machine is provided by a centralized pulse system and packing.
The pulse system provides lubrication of the bed guides (X-axis) and X-slide (Y-axis), screw pair nuts in the drives for longitudinal movement of the slide (X-axis) and transverse movement of the Y-slide (Y-axis), and supports for screw pairs of the X, Y axes.
Lubrication of the spindle bearings, bearings, Z-axis nut and guides, disk and guides and magazine bearings is carried out by packing.
The centralized pulse lubrication system consists of a lubrication station, three- and five-point pulse lubrication feeders, pressure switch, pressure gauge, piping and related connections.
Best models
The most popular manufacturers of jig boring machines, therefore, are MZKRS and Stan-Samara. The most popular models in production are:
- jig boring machine 2A450;
- model 2D450;
- machine 2V440A;
- equipment 2431;
- machine 2421.
What technical characteristics these machines have can be seen in the table below.
| Parameter | 2A450 | 2D450 | 2V440A | 2431 | 2421 |
| Working surface of table (mm) | 1100 x 630 | 800 x 400 | 560 x 320 | 450 x 250 | |
| Machine weight (kg) | 7300 | 7800 | 3630 | 2510 | 1610 |
| Minimum/maximum hole diameter (mm) | 30/250 | 25/250 | 18/125 | 12/80 | |
| Maximum weight of workpiece processed (kg) | 600 | 320 | 250 | 150 | |
| Spindle speed (revolutions per minute) | 50-2000 | 75-3000 | 135-3000 | ||
| Total power of electric motors (wKt) | 4,5 | 2 | 2,2 | 2,81 | 10 |
All these models of jig boring machines are distinguished by reliability, high productivity and maintainability. Such machines can be used at enterprises in the metallurgical industry, mechanical engineering, etc.
400V Vertical Drilling Machine Manufacturer Details
The manufacturer of the drilling-milling-boring machine model 400V is the Sterlitamak Machine Tool Plant , founded in 1941.
The history of the Sterlitamak Machine Tool Plant begins on July 3, 1941, when the evacuation of the Odessa Machine Tool Plant to the city of Sterlitamak began.
Already on October 11, 1941, the Sterlitamak Machine Tool Plant began producing special modular machines for the defense industry.
Currently, the plant produces metalworking equipment, including CNC lathes and milling machines, multifunctional machining centers.
Products of the Sterlitamak Machine Tool Plant
- 2135
— universal vertical drilling machine, Ø 35 - 2A125
- universal vertical drilling machine, Ø 25 - 2A135
- universal vertical drilling machine, Ø 35 - 2A150
- universal vertical drilling machine, Ø 50 - 2G175
- universal vertical drilling machine, Ø 75 - 2N125
- universal vertical drilling machine, Ø 25 - 2N135
- universal vertical drilling machine, Ø 35 - 2N150
- universal vertical drilling machine, Ø 50 - 2R135F2
- CNC vertical drilling machine, Ø 35 - 2С50
- universal vertical drilling machine, Ø 50 - 2S125, 2S125-1 (2S125-01), 2S125-04
- universal vertical drilling machine, Ø 25 - 2S132, 2S132K
- universal vertical drilling machine, Ø 32 - 2С150ПМФ4
- vertical drilling-milling-boring machine with CNC and ASI, 500 x 1000 - 2С550А
– radial drilling machine, Ø 36 - 400V
- vertical drilling-milling-boring machine with CNC and ASI, 400 x 900 - 500V (STC F55)
- vertical milling center, 630 x 1200 - SF-16, SF-16-02, SF-16-05
- tabletop milling and drilling machine, Ø 16 - SRB50
– radial drilling machine, Ø 3..50