Welding work is in demand wherever the use of metal structures is implied. Not a single sector of the economy can do without them. And every year the need for such services only increases. Therefore, along with the old welding enterprises that have existed for several decades, new ones are being opened. Due to the low popularity of the welding profession, there is a shortage of specialists, especially highly qualified ones. At the same time, the requirements for specialists employed in production are increasing.
Welding training
A welder is a profession that requires intense thinking when performing work and the ability to make non-standard decisions. However, it is blue-collar occupations that play the main role. Training in the basics of welding at this level is essential.
The specialty of an expert in welding production can be obtained by completing the courses intended for this. They teach the basics of welding, including theory and practical exercises. This profession can also be acquired at a college or technical school where there are appropriate faculties.
Course programs include:
- Training in equipment and welding technology.
- Principles of electric arc welding.
- Semi-automatic welding.
- Gas welding and metal cutting.
- TIG welding.
- Argon welding.
- Types of defects, their control and correction methods.
- Safety rules and first aid.
After listening to lectures, practical training takes place under the guidance of experienced master teachers. Classes are group. To enroll in the courses, you must have a minimum education of 9 classes. The courses can also improve your existing rank. Retraining is possible. For example, a master in gas welding can acquire the more prestigious profession of an argon welder.
After the end of classes, it is time for the exam, where the commission evaluates the knowledge gained. If the decision is positive, the student is issued a certificate indicating the assigned rank. A welding production technician can have a rank from 1 to 6.
To obtain a higher education in welding, you will have to graduate from a higher educational institution of the relevant profile. The welding engineer must have more in-depth knowledge in this area. In addition, his responsibilities include general management of the process at all stages, so he must have organizational skills. His training program includes various disciplines that provide knowledge and broaden his horizons.
Higher education in welding production gives the right to perform the following work:
- Carry out your own developments and implement them into production.
- Actively participate in preparatory work. Procure the necessary consumables and equipment.
- Monitor the progress of the technological process and compliance with existing rules.
- Monitor the efficiency of consumables.
- Monitor compliance with safety rules.
- Select the correct equipment and ensure its correct operation.
- Select the necessary modes for a specific type of welding work.
- Participate in quality control of the resulting weld.
After obtaining a profession related to equipment and welding technology, who to work with is a wide choice. At a higher educational institution you can obtain the profession of engineer and welding technologist. Engineers and technologists are required to perform the duties specified in their job descriptions.
If a welder has to perform work that is new to him, then he needs additional preparation in terms of training. Since the competition in this field is not too great, over time you can make a career and grow to a higher and well-paid position.
The list of educational institutions teaching this profession is quite large. They are located in many large cities of Russia.
Requirements for specialists
In any case, the final result depends on the person - either a welder or an operator of automatic lines.
The primary production link is welders. Depending on the volume of products produced, the enterprise hires two or more specialists. Each of them has a professional certificate confirming their qualifications and rank. It is also indicated what type of work the owner of such a document can perform. Welders with a low professional level are allowed to perform the simplest operations that do not require special skills and extensive experience.
Chief welders are not so busy in production as in supervising the work of primary care specialists. in addition, they instruct workers on certain technological operations, give orders to perform a specific amount of work, etc. This is the second level of specialists involved in the production of welded metal structures.
At the third level are technologists. They supervise the work of first and second level specialists. Quality control of manufactured products is also part of their direct responsibilities.
The last fourth level of the production hierarchy is occupied by engineers. They are responsible for all technological operations in production. If for some reason an engineer makes a mistake, it will certainly manifest itself, and the manufactured product will be defective. The engineer develops documentation and decides in what mode and with what equipment welding work is performed. As a rule, all fourth-level specialists have a higher specialized education.
Regardless of their position and degree of qualification, all company employees are required to confirm their professional suitability to a special commission every few years. To meet ever-increasing demands and keep abreast of the latest developments, welders constantly undergo advanced training courses. Upon completion, exams are taken.
Organization of welding production
Proper organization of welding production is the key to success. If it is carried out incorrectly, all efforts and material costs may be wasted.
There are different types of objects on which welding work is carried out. This can be a special workshop at the enterprise that serves all other departments, or a separate plant where parts are brought for welding. If it is necessary to weld outdoors, for example, pipelines, then we will go to the site with all the necessary equipment. This option is more complex and depends on weather conditions.
Shop welding is more versatile. It is possible to perform work of any complexity. Moreover, the same equipment can perform not only welding, but metal cutting. Proper organization of the welding area is a necessary step to obtain the desired result during welding work.
There are requirements that apply to all of the options listed, including safety and environmental friendliness.
When organizing, it is necessary to comply with all rules for the production of welding work. First of all, this concerns equipment and technology of welding production. Modern technical equipment, mechanization and automation, correct preparation of technical documentation are an integral part of modern production.
Competent organization and the involvement of qualified specialists at all levels are the basis on which these works, which are in demand in all areas, will be successfully carried out.
Preparing the site
The welding work itself is carried out at a pre-prepared site, equipped with all the necessary equipment and fire-fighting equipment. If necessary, a welder’s tent is laid out at the work site, made of canvas material and protecting it from bad weather.
Before working with a welding inverter or other welding machine, you should prepare all the necessary auxiliaries (fluxes, solders and other consumables).
It is also necessary to check the integrity of the braid and the adequacy of the length of the supply cables to ensure that it corresponds to the distance from the welding unit to the specific place of work.
To enclose the working area when welding with an open arc in rooms of limited area, a special protective awning or screen in the form of a screen made of non-flammable materials must be used (its height must be at least 1.3 meters).
In open spaces, such barriers are necessary when several operators are working simultaneously close to each other.
Before carrying out welding work, you should also take care of protective equipment for your face and skin. To do this, you need to stock up in advance with a protective face mask (shield), thick canvas gloves and a special fire-resistant overall, issued to welders according to the order.
Welding functions
The main functions of welding production are as follows:
- Technological preparation of production. Organization of welding production and process management.
- Purchasing the necessary equipment for welding and repairing it if it fails.
- Carrying out procurement operations for welding production.
- Purchasing the necessary consumables in the right quantities.
- Monitoring compliance with established deadlines for providing everything necessary for production.
- Accounting for material resources.
The main tasks of the welding service include:
- Participation in the design of components and parts of structures from the point of view of manufacturability of their implementation. If the drawings are made by a third party, then their approval is necessary.
- Development of technological processes.
- Issue of technical specifications for the design and manufacture of technological equipment.
- Drawing up work schedules.
- Control tests.
- Carrying out incoming inspection of purchased materials and equipment.
- Training of welders and their periodic certification.
- Mastering advanced methods and their implementation in production.
- Step-by-step control over the implementation of welding processes.
- Ensuring the quality of the results obtained.
- Reducing the cost of work performed and increasing labor productivity.
The main objectives also include a general increase in the culture of welding production and improvement of working conditions for welders.
Process development
Workers who have a specialty in equipment and welding technology have the right to develop the technological process. It must comply with the rules of the ESTD regulatory document. In this case, it is necessary to take into account standard documentation.
The technical process is a separate document. It can also be included as an integral part in the overall technical process of the entire structure, which also includes assembly and installation work.
Contents of the document representing the technological process:
- assembly requirements before welding;
- requirements for materials to be welded;
- availability of appropriate qualifications of welders, engineers and technologists;
- welding modes;
- security;
- type of equipment for welding;
- necessary technological equipment;
- the need for heat treatment, its modes and the equipment necessary for this;
- number of performers;
- mass of metal for surfacing;
- methods for quality control of welds.
When developing a technological process, it is necessary to take into account the material capabilities of the enterprise carrying out such work.
A correctly executed technological process that has all the necessary signatures is an official document, the requirements of which are subject to mandatory compliance. The storage location of this document at the enterprise is the department of the chief technologist.
Practical recommendations
Seams can be made in one pass, and then such a solder is called single-layer. If the weld was formed by several passes of electrodes, then it is a multi-layer weld. The joint formed during single-layer welding is not ductile and looks quite rough. This is due to the fact that the metal in the area where the connection was made was very overheated. But at the same time, it is the seam obtained in one pass that is economical and productive.
Multilayer welding forms a neat seam as a result of the fact that each pass heats only a certain area of the metal. In this case, a thin seam is made, which increases slightly during the second pass. In multilayer welding, the layers can be arranged in a sequential or cascading manner, in a slide. With the sequential method, each of the following layers is applied to the previous one only after a complete pass along the entire seam has been completed.
The cascade method and the “slide” are used when welding thick layers of metal. With any of the multilayer welding methods, one pass must be performed especially carefully; the strength of the resulting joint depends on this.
Welding production project
The documents required for welding include a welding production project (WPP). It is developed on the basis of existing regulatory documents.
The document is assigned an identification number.
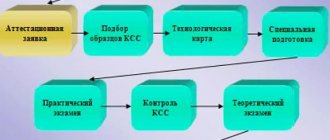
Such a task can be performed by third-party organizations for a fee, provided that they are provided with all the information necessary for this. In this case, specialists in this field are involved who have the 3rd or 4th level of qualification, as well as NAKS certification.
The purpose of the PPSR is to describe the following points:
- the order in which the welding section is organized;
- the number of required posts and their configuration;
- estimated time frame within which welding work must be completed;
- delivery date schedules for required materials;
- requirements for environmental safety of the work being carried out;
- occupational health and safety requirements.
The document indicates the selected technologies. Methods for quality control of welded joints are also indicated.
Drawing up a PPSR for a specific job is necessary, since existing regulatory materials cannot cover the entire variety of existing options for welding work. Creating an individual plan will make this type of activity easier to implement. However, it is necessary to adhere to the basic requirements of official regulations.
A sample project for the production of welding work will help with its correct design. The PPSR must include mandatory sections, starting with the introduction and ending with safety requirements, both fire and environmental. In addition, the document in various sections must contain a description of the design, methods of incoming inspection, the necessary qualifications of welders, methods for monitoring results, the equipment used, the selection of consumables, the sequence of operations, methods for correcting detected defects.
Example of a welding project:
Design takes place on drawing sheets of the established size. The stamp at the bottom must be filled out correctly. The text part lists the requirements for welding work.
General procedure for obtaining admission
According to the current standards and provisions of the PUE, before carrying out welding work, it is necessary to issue a work permit signed by the head of the department, and also obtain permission agreed with the fire service.
These documents, drawn up by the responsible executor, stipulate the conditions for carrying out welding activities, the equipment used and the safety measures applied.
The work order specifies a list of persons admitted to current work (team composition), their clearance group and the specific task being performed. Before they begin, the responsible person briefs the team members with a mandatory note about its contents in the accompanying document (work order).
Welding wiring
As a rule, welding production develops gradually. It starts with one or more welding stations, consisting of a welding machine and one pressurized gas cylinder. After some time, the number of such welding posts may increase, which begins to cause certain problems.
The solution to these problems is welding wiring at the enterprise. It is a centralized gas supply for welding work. Cylinders are canceled and replaced by a pipeline through which gas flows for welding. It has branches for each welding station. This gives great advantages:
- there is no need to constantly check the fullness of each cylinder individually thanks to automatic switching;
- the presence of rotameters at each post makes it possible to regulate the gas flow;
- by moving containers with gas outside the area where welding work takes place, their safety increases;
- when installing a gas mixer, it becomes possible to regulate the composition of the gas mixture;
- there is no need to return incompletely used cylinders when they are no longer needed;
- The issue of ordering new cylinders, their connection and storage is being resolved.
There is a limitation - the pressure of liquefied gas should not exceed 150 kPa. Otherwise, it becomes necessary to install a network reducer, which reduces the gas pressure when supplying it to the welding station.
Procedure for placement and use of equipment
The placement of any welding device must allow free access to it from any side. To do this, the passages in the workroom in which the workpieces are supposed to be cooked must have a width of at least 0.8 meters.
All welding units, as well as auxiliary equipment that are intended to be operated outdoors, must be equipped with reliable protection from rain and splashes. In the absence of such protection, work will need to be stopped during precipitation.
The decision to continue or stop work (taking into account precipitation) is made by the manager responsible for its implementation.
Separate welding installations, which must be worked at a meter height, must be equipped with working platforms with flooring, stairs and railings. In addition, it is necessary to take special measures for their high-quality lighting.
According to the set of rules for welding (SP), the connection of power sources (inverters or transformers) is carried out according to the markings on the terminals. In case of simultaneous operation with units located nearby, they are installed at a distance of at least 0.35 meters from each other.
If there is an acetylene generator at the construction site, the equipment used for welding is installed at a safe distance from it, which is at least 3 meters.
Welding wires coming from the unit, if there are flammable gas cylinders in the welding zone, must be laid at a distance of at least 10 meters from them.
The length of the connecting cables between the AC or DC source and the mobile (mobile) unit also cannot exceed 10 meters.
Among other things, in mobile installations it is desirable to have a separate switch that does not allow the operations of connecting and disconnecting wires if the latter are under load.
Mechanization of production
Mechanization of welding production is a modern method of improving the welding process. This allows you to free up extra workers and make do with a minimum number of them. Mechanization of welding operations reduces errors that even highly qualified welders can make. An important factor is a significant increase in labor productivity.
One of the main methods of mechanization is the use of inverters as welding equipment. This does not require unreasonably high costs, but significantly improves the quality of welding results. Learning how to use this device correctly does not take much time.
When mechanizing arc welding, innovation may consist in the mechanical supply of filler materials and shielding gases to the working area. The advantages include timely supply and increased possibility of continuous welding. To ensure continuity of the arc, mechanisms can be used to move the welding equipment. This is especially important for long suture lengths. Auxiliary work is also subject to mechanization. These include the delivery of parts with a large mass and the removal of the welded product from the work area. Mechanization will include the movement of equipment along the welded line to the required location. Mechanization includes the organization of reliable fasteners for fixing welded parts.
It is possible to mechanize both the entire production as a whole and its individual sections. Partial mechanization affects certain aspects of the production process. With an integrated approach, the mechanisms are installed sequentially according to the technological route.
Mechanization of assembly work involves installing special stands for welding large parts, as well as resolving the issue of their movement. Equipment for placing parts in a position convenient for welding includes manipulators, positioners, tilters, rotators, and roller stands.
Welding rotator
Welding positioner
Welding robot
Mechanization makes the welder's work easier and more attractive.
Automation of production
To increase labor productivity, automation of welding production is used. The costs of its implementation will pay off the faster, the more multi-batch the production is.
The main advantage of automating the welding process is the improved quality of the results obtained. This occurs due to the fact that during automation, the algorithms of computer systems take over the leadership. Accordingly, defects decrease and quality increases. The seams are identical, close to existing standards. It becomes possible to weld structures that have increased responsibility.
In addition, the advantages include a reduction in material costs and a reduction in the number of performers. They may have lower qualifications and, accordingly, savings occur on paying them wages. Mechanization and automation of welding production make it possible to optimize all stages of the welding process.