Self-tapping screws are widely used for fastening certain objects to almost any surface. The cross-section of the thread, which resembles a triangle, allows the self-tapping screw to make holes in any materials, unlike most similar fastening materials. This type of fastening is manufactured on special machines.
The equipment used to produce self-tapping screws consists of several separate machines that make up the production line. The main ones among them are the following:
- drawing mill;
- cold heading mill;
- thread rolling machine;
- hardening furnace;
- baths for applying anti-corrosion protection;
- drying installation;
- packing machine.
Drawing and cold heading mill
Drawing Mill
The first part of such equipment is the drawing mill, which produces thin rods from the metal that is used as raw material.
Since these rods do not heat up to a high temperature during the manufacturing process, the equipment used for the production of self-tapping screws does not require constant cooling. The machine does not heat the metal, it simply pulls it out, passing the wire through the dies.
At the next stage of production, the rods enter the second of the main components of the production line - cold heading machines, which cut the rods into pieces of the required length, which is equal to the length of the screw. In addition to cutting the workpieces into the required sections, this machine performs another important function - it also forms the head of the future self-tapping screw. At the same time, a slot is made in the head, with which the self-tapping screw can be tightened with a screwdriver or screwdriver.
The supply of metal rods from a cold heading machine is carried out under the influence of its spring mechanisms and lubricating fluid. As a result of this, the blank falls through a special chute into the tray of the next machine on the production line.
Design and use of cold heading machines
The process of making materials is as follows. The workpiece in the form of a wire or rod is pushed out into the matrix cutting hole until it stops by means of intermittently rotating grooved rollers. When the rod moves forward, a special cutting element cuts off the workpiece, after which it is delivered through a special transport line to the system, which directly upsets the product. With the help of a punch, the workpiece is pushed into the matrix, and then into the rod itself, with the next movement, the punch completes the heading process, after which it moves back and the rod pushes the finished product out of the matrix of the cold heading machine.
The entire cold heading machine has in its design such basic working elements as a mechanism that feeds material into the matrix of the machine, equipped with a special roller system. A mechanism that supplies the workpiece to the landing line. Also, the direct working tool of this equipment is a special slider, which pushes the finished product out of the matrix. Another important working element is a special mechanism that moves the punches themselves.
This equipment is a necessary part of the line for the production of all kinds of tools and materials. The performance of such equipment, of course, varies within different limits, it depends on the model, type and power of the unit. However, the average production rate is considered to be production from thirty to four hundred products per minute. This again depends on what diameter and length the finished product will be. The productivity of a two-impact cold heading machine is about two hundred and seventy parts per minute, and the power of such equipment reaches about seven kW per hour of operation, while the engine speed is equal to nine hundred and seventy revolutions per minute.
Automatic thread forming and hardening furnace
Self-tapping screw production line
A thread rolling machine, as the name implies, cuts threads on blanks of future self-tapping screws. The shape of the thread, along with its pitch, is adjusted by installing special dies of the required parameters into the machine. Therefore, different dies are used for each type of self-tapping screws. But at the same time, regardless of the diameter and length that the self-tapping screws must have, they can be manufactured on the same machine of this type. The accuracy and rigidity of thread cutting is achieved using special gripping mechanisms.
Self-tapping screws that have not been hardened are completely unsuitable for use due to their softness. To make them durable, they are cemented, so-called. "cementation process".
Inside such a furnace, the self-tapping screws are heated to 900 degrees Celsius, then cooled somewhat, which helps relieve internal stress in the metal. After this, the almost finished screws are sent to the washing line, where they are sharply cooled by jets of emulsion.
In principle, even with only the above equipment at your disposal, you can already produce fairly high-quality self-tapping screws that are completely ready for use.
But in order for such products to compete adequately with the most famous manufacturers, the production line must also have special machines in which they apply an anti-corrosion layer to the parts, dry the finished product and package it into bags.
Types of cold heading machines
The immediate purpose of a cold heading machine is the production of screws, self-tapping screws and similar material from special steel, calibrated type; the heading of the material itself occurs from rods or another form of steel material.
These machines are classified into two types: there are crank-type and crank-type machines. These devices also differ in the type of matrix installed in the machine, and come with a removable matrix, as well as with a solid type matrix. The difference between them is that machines with a removable matrix are capable of producing longer products, while machines with a solid matrix produce shorter materials.
Also, the difference between cold heading machines lies in the number of blows with which they produce the heading of products. Today there are three such types, and the machines can be single-strike, two-strike and three-strike. This means that a single-impact machine produces the finished product with one stroke of the punch, respectively, that two- and three-impact machines do this in two or three blows.
However, it is worth noting that a single-impact cold heading machine produces a product that does not exceed two to two and a half diameters of the workpiece in length, that is, it produces products such as screws and rivets, while machines with a large number of blows produce products that are large in length.
Machines for coating, drying and packaging
Ready-made screws
The last components that almost any machine for the production of self-tapping screws have are special baths for applying a layer of protection for self-tapping screws from corrosion and oxidation, as well as installations for packaging finished products.
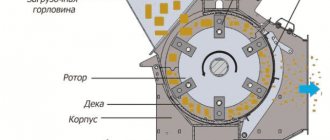
The first such component is a coating bath, which prevents corrosion and other damage to the screws. This coating is applied by galvanization. The coating application technology depends on its type.
Inside this machine there is a special drum that rotates inside the bath. This is where the self-tapping screws go. First, this drum is placed for some time in a container with a disinfectant. After this, it is automatically placed in a container with phosphate, also for a predetermined time. Next comes the chemical oxidation tank, after which the screws are washed with water and a zinc coating is applied to them.
After treatment with corrosion protection, the screws can be dried. This is carried out in a special installation using compressed air and high temperature. Upon completion of this process, the screws are completely ready for use. At the last stage of production, in special equipment they are packaged in bags or boxes, after which they are delivered to points of sale.
Manufacturers of equipment for the production of self-tapping screws
The modern construction equipment market offers quite a lot of equipment that produces high-quality self-tapping screws of different diameters, lengths and thread pitches.
The highest demand is for similar equipment manufactured by KONNAR and FOB companies - all of their products are of high quality, reliability and durability in use.
One of the most popular models of machines for the manufacture of such construction devices - RH-65B - allows you to produce a little more than a hundred screws in one minute. Despite such high production rates, this model of equipment is highly reliable and easy to operate, which is confirmed by years of successful use.
The finished products produced on this model are of the highest quality, so they can operate at a fairly high level of accuracy. But the cost of such a model is not very low. However, the RH-65B equipment for the production of machine tools pays for itself in a fairly short period of time due to its economical use, as a result of which the demand for it in our time is quite high and continues to grow.
General view of cold heading machine A0216
General view of cold heading machine A0216
Photo of cold heading machine A0216a
Photo of cold heading machine A0216
Kinematic diagram of cold heading machine A0216
Thread rolling machines
| Model | JDY-50 | JDY-30A | JDY-3T |
| Rolled thread outer diameter range | 6~80mm | 8~40mm | 2~12mm |
| Thread pitch | 1.0p~6.0p | 0.5p ~ 2.5p | 0.4p~1.5p |
| Thread rolling speed | 10/20/28/38 rpm | 250/500 rpm | 40 rpm |
| Maximum outer diameter of knurling dies | 180 mm | 80 mm | 98 mm |
| Inner diameter of rolling dies | 54 mm | 25.4 mm | 50.5 mm |
| Performance | 4 ~ 30 pcs/min | 4 ~ 30 pcs/min | 24 ~ 40 pcs/min |
| Spindle motor | 10 HP | 2 HP | 1 HP |
| Weight | 2700 kg | 520 kg | 280 kg |
| Dimensions | 1800 x 1500 x 1300 | 1150 x 920 x 1360 | 800 x 600 x 750 |
JDY-50
JDY-30A
JDY-3T
Cold heading machines
| Model | 1005 | RH-65B | 1025V |
| Screw diameter, mm | 2,5 | 5 | 8 |
| Screw length, mm | 16-20 | 50 | 125 |
| Stroke, mm | 38 | 80 | 134 |
| Productivity, pcs/min | 200-240 | 120-160 | 50-60 |
| Die diameter, mm | 20 | 34,5 | 43 |
| Punch 1st, mm | 18 | 31 | 34 |
| Punch 2nd, mm | 18 | 31 | 34 |
| power, kWt | 0,75 | 1,6 | 3,7 |
| Dimensions, cm | 120x63x100 | 198x112x136 | 270x145x165 |
| Net/gross weight, kg | 650/780 | 1000/1100 | 4000/4200 |