Molding sands
Molding materials are developed in previously explored quarries. The composition of molding sands and the requirements for them depend on the weight of the casting and the composition of the alloy being poured.
The main materials for the production of molding sands are used molding sand (burnt) and fresh additives - sand, clay, water and special additives.
, molding sands are divided into facing, filling and single. The front layer of the mold, which is in direct contact with the liquid metal, is made from a mixture with great strength and is prepared more carefully. This mixture is called facing. The rest of the mold is made from a different mixture - less high quality and cheaper. This mixture is called filler. In mass production, molds are usually made from a homogeneous mixture called uniform.
The compositions of molding sands are different for molds that are dried before pouring and for molds that are poured wet. Raw molds are made from molding mixtures containing a small amount of clay. Dry molds are made from molding mixtures containing large amounts of clay; Sometimes organic substances are added to these mixtures, which burn out during the drying period, and thereby help to increase the gas permeability of the form.
Recently, domestic factories have begun to use quick-hardening molding mixtures with the addition of cement or liquid glass. Forms made from a mixture with liquid glass are dried by passing carbon dioxide CO2 through the mold for 15-20 minutes.
Carbon dioxide combines with liquid glass to form silicic acid gel films, which strengthen the molding sand.
For steel casting, molding and core mixtures must have greater non-stick properties, gas permeability, strength and ductility than for other alloys. Molding mixtures are prepared from various highly refractory materials: pure quartz sand, refractory clay, chromium iron ore, etc. For copper alloys, molding materials are based on fine-grained sands. To obtain a clean and smooth surface of the castings, fuel oil is added to the molding mixture.
For magnesium alloys, molding mixtures are made with the addition of 0.25÷1.0% boric acid and 0.25÷3.0% sulfur (sulfur color) in powder or 6÷10% fluoride additives. Magnesium can react with water in the sand to form hydrogen, which can cause an explosion. Additions of sulfur and boric acid protect magnesium from oxidation and combination with water. When the mold is filled with metal, the sulfur burns, resulting in the formation of a protective layer of sulfur dioxide and sulfur vapor between the metal and the ground. When drying the molds and cores and when heating the mold while pouring the alloy, boric acid forms a glaze on the surface of the mold and cores with sand, which insulates the alloy from contact with the moisture of the molding sand. Sometimes, instead of sulfur powder, ammonium salts are added to the molding mixture. Sulfur, boric acid and binders are also added to the core mixtures.
To prepare molding sands, most factories use semi-automatic and automatic installations (see Fig. 44
).
After filling the molds and cooling the castings, the molds 2 from the conveyor 1 are fed to the knockout grids 3, where the spent molding mixture is knocked out of the flask and falls onto the conveyor 4 located under the floor. This conveyor dumps the mixture onto a vibrating sieve, with the help of which pieces of rods are removed from the mixture.
The molding mixture that has passed through the sieve falls onto an inclined belt conveyor 5, which delivers it to the mixture preparation department. At the end of the conveyor belt 5 there is a magnetic pulley 6, with the help of which metal parts (that fall into the mixture during pouring of the mold) are separated from the waste mixture, and the cleaned mixture is poured onto the distribution belt 7 and into the hoppers 8. From the hopper, the waste mixture is poured using a dispenser 9 is poured in portions into mixing runners 10. Fresh molding materials are also poured into runners 10 and water is poured in, after which the mixture is mixed.
From the runners, the molding mixture is fed by an inclined belt conveyor 11 into the opener 12, located above the settling hopper 13. Then, after passing through the settling hopper, the mixture through the feeder 14 and conveyor 15 is fed into the second opener 16 and then distributed to the supply bins by a system of belt conveyors 17, 18 and 19 20, located above the molding machines 21. To pour the molding mixture from the hopper into the flask, press the shutter lever at the bottom of the hoppers 20.
Many factories began to use pneumatic transport to transfer molding materials and waste mixture. These mixtures are transported by air through pipes and do not pollute the atmosphere of the workshop with emitted dust.
Fig.44.
Automatic installation for preparing molding sand
Required Properties
To obtain a high-quality casting, you need a casting mold made from ingredients selected for casting a specific metal. The molding sand for casting must have a certain moisture content. At low humidity, the mold is prone to crumbling, which makes molding difficult.
Poor gas permeability provokes the formation of defects in the casting - gas pores and cavities. This is why coarse sand (more than 50%) is needed.
The properties of molding sands are characterized by hardness. It depends on the uniformity and degree of compaction. Compaction of the mold beyond the norm provokes the appearance of such defects as:
Casting in sand-clay mold
The high strength of the mold and core does not allow changing the geometry of the casting. To obtain it, special binding materials are used.
Casting at home
To independently cast bronze products at home, it is necessary to provide suitable conditions. The most important points are effective ventilation in the room and reliable fire safety measures. If you need to make small bronze products, then the work can be done in a small room. For larger structures, it is better to use a garage or workshop. It is worth noting that the flooring in the workroom must be made of some kind of non-combustible material.
In order to melt bronze, it is impossible to do without a special muffle furnace. It would be great if the equipment had a built-in heating temperature controller. If you do not have the opportunity to use such a stove, then at home you can use an ordinary forge.
In addition to a furnace that can melt a metal alloy, for casting bronze products you will need:
- Crucible - a cast iron or steel container with a spout (for pouring material into molds and melting);
- Special tongs with which the crucible will be removed from the muffle furnace;
- Hook;
- Casting mold;
- Coal from wood that will act as fuel (when using a smelting forge).
So, the casting procedure is carried out according to the following scheme:
- A metal alloy that needs to be melted, crushed and placed in a crucible.
- The crucible is placed in a furnace and heated to the required temperature.
- After the metal alloy is melted in the crucible, it is heated in the furnace for another four to five minutes. This is necessary for the purpose of making the material as fluid as possible and filling the entire casting mold.
- The crucible, which contains the molten metal alloy, is removed from the furnace using tongs and a hook.
- The liquid metal is cast into a mold through a special hole. When performing this procedure, it is necessary to ensure that the stream is not intermittent or too thin.
The casting mold must be properly prepared in advance by properly calcining it inside the furnace. To do this, the oven must be brought to a temperature of 600 degrees and only after that the mold should be placed in it. Next, the temperature must be increased to 900 degrees and the mold must be kept in the oven for two to four hours. The larger the mold, the longer it needs to be kept in a heated oven.
Filling Features
If a molten metal alloy is cast into a large mold, then its mass will be sufficient to displace the accumulated air. If small molds are used for casting, then you should resort to special technological methods.
In this case, the forms are placed in centrifuges that operate either electrically or manually. During the rotation process, centrifugal energy is generated, ensuring uniform distribution of the metal alloy over the inner surface of the mold. However, this technology is only effective in a situation where the metal alloy is still liquid and not frozen.
After the casting is completed and the material has cooled, the product is removed using ordinary devices (tweezers and a hook). It must be remembered that the surface of recently removed structures cannot boast of a high level of quality, so they need to be subjected to special mechanical processing.
Manufacturing of casting molds
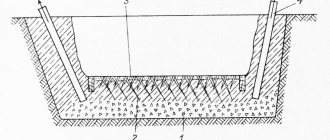
The level of quality of the resulting products is also influenced by the correctness of the casting mold, which allows the product to be endowed with the necessary geometric parameters and configuration. To create molds, a special tool is often used - a flask. The flask, the dimensions of which should be approximately one and a half times larger than the dimensions of the finished structure, includes a lower drawer and an upper frame.
The parts of the device can be connected to each other using side clamps.
The composition of the standard molding mixture includes:
- Clay;
- Fine sand;
- Stone dust.
When these components are mixed, a homogeneous mixture is obtained. To make a mold, you also cannot do without a model made of wood or other fairly soft material.
The production of the molding structure itself is carried out as follows.
- The molding mixture is placed inside the bottom drawer of the flask, which needs to be tamped down a little.
- The model is placed in the prepared composition, which must be coated in advance with powdered graphite or talc.
- The upper frame is attached to the bottom of the flask, after which it is filled with molding solution. Before backfilling, you need to make a hole for the future sprue. To do this, you can use a special conical plug.
- After the molding mixture has been compacted, the mold must be divided in two. To do this, you can use any sharp device.
- The final stage involves eliminating defects and leveling out unevenness.
The made form must be dried, only then can it be used.
Types of alloys
Bronze contains copper and alloying additives (beryllium, lead, aluminum, silicon and tin). All its alloys also contain components such as zinc, phosphorus, etc. In addition to bronze, the modern industrial industry is engaged in the production of other alloys from copper - constantan, copel, nickel silver, cupronickel, brass, etc.
The amount and type of alloying components in a bronze alloy determines its chemical and physical characteristics, as well as the color of the material.
Brands of bronze alloys, the melting point of which lies in the range from 930 to 1140 degrees Celsius, have their own markings. , bronze-based alloys
People learned to combine tin with copper to produce bronze a long time ago. Tin makes the material stronger and also reduces its melting temperature. A striking example of this type of alloy is bell bronze. It contains twenty percent tin and eighty percent copper. However, products made on the basis of bell bronze are characterized by high fragility.
Read also: Ax from a circular saw blade drawings
Tin-free bronzes, as the name suggests, do not contain tin. Such alloys today are classified into separate categories of bronzes:
- Beryllium is the strongest and has many characteristics superior to steel;
- Silicon-zinc - have increased resistance to abrasion (the advantage of such bronzes of this group is that when molten they have high fluidity);
- Based on aluminum and copper, they have high anti-corrosion protection and excellent anti-friction properties.
Currently, the most common bronzes are those containing tin. For the purposes of marking the material, regardless of the composition, the designation “Br” is used, after which the additives used and their content in the material are indicated. For example, you can decipher the bronze “BR OTSSNZ-7−4−2-. This tin alloy contains tin, zinc, lead and nickel. The numbers indicate their percentage in bronze. The composition of any brand of bronze may contain other elements having the following designations:
- A - aluminum alloys;
- B - beryllium-based alloys;
- F - ordinary iron;
- K - silicon element;
- Mts - ordinary manganese;
- F - phosphorus.