Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Как сделать пружину своими руками из проволоки и на производстве
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.
Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Конструктивные особенности станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Принцип работы
Главное отличие этого вида механизма от наждаков – уровень обрабатывания заготовок. Оно сгодится не лишь для затачивания режущих приспособлений, но и для уборки ненужных слоев материала.
Физически станок комплектуется силовым механизмом (электродвигателем). За счет передаточных элементов (ременной или зубчатой передач) вращается заточный вал. Для надежного фиксирования заготовок предусматривается основа, зачастую присоединяемая к корпусу механизма.
Зависимо от конструктивных особенностей, обрабатывающие механизмы могут быть таких видов:
- положение рабочего органа – вертикальный или горизонтальный шпиндель. Это напрямую отражается на методике обработки;
- точность при удалении ненужных слоев. Для производственных модификаций это десятые части микрона. В самодельных машинах получить такие параметры очень сложно;
- передвижной орган. Для обрабатывания габаритных деталей может меняться расположение шлифовального элемента или непосредственно детали. Во втором случае появляется необходимость в комплектации движущимся столиком.
Для изготовления плоскошлифовальной машины собственными руками применяются приемы с ручными настройками. Невзирая на достаточно значительные погрешности, их отличает простота исполнения.
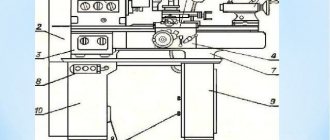
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.
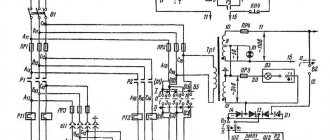
Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Скачать паспорт плоскошлифовального станка 3Г71
Видео ремонта 3Г71
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Растворитель ржавчины для кузова авто, болтов, труб
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
Установочный чертеж 3Е711В
§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<��Предыдущая страница Оглавление книги Следующая страница>>
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. Основным параметром, характеризующим плоскошлифовальные станки, является размер стола.
Плоскошлифовальный станок 3Е711В с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка 3Е711В. Размеры рабочей поверхности стола (длина X ширина) 630×200 мм; пределы скоростей продольного перемещения стола 2-35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01-1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001-0,09 мм; габаритные размеры станка 2700x1775x1910 мм.
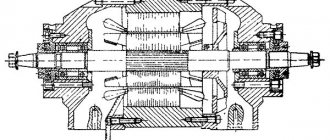
Основные механизмы и движения в плоскошлифовальном станке 3Е711В. К станине А (рис. 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно-поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
Рис. 125. Кинематическая схема плоскошлифовального станка 3Е711В
Кинематика станка 3Е711В. Главное движение шлифовальный круг получает от электродвигателя M1 (N = 5,5 кВт, n = 1500 мин-1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача 3Е711В крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, n= 30-3000 мин-1) через косозубые колеса z = 34-100, z = 60-100 и ходовой винт VII.
При включении муфты М1 в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты М1 влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару z = 1-100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса z = 19 и через другое центральное колесо z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача 3Е711В шлифовальной головки осуществляется от шагового электродвигателя М3 в момент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34-100-100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару z = 1-30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки плоскошлифовального станка 3Е711В происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, n = 1500 мин-1) при отключенной муфте М3.
Перейти вверх к навигации
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.
Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Назначение и принцип работы станка плоскошлифовального станка модели 3Г71
плоскошлифовальный металлорежущий станок
Плоскошлифовальный станок модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. На станке торцом круга возможна обработка поверхностей, расположенных под углом 900 к зеркалу стола. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от точности применяемого приспособления для крепления детали.
На плоскошлифовальном станке при работе периферией круга по методу врезания можно выполнять черновое и чистовое шлифование изделий, ширина которых меньше ширины круга (рис. 1.1, а), и чистовое шлифование изделий с профильными поверхностями небольшой ширины и глубины профиля (рис. 1.1, б). При этом необходимы три движения формообразования. Вращательное главное движение сообщается шлифовальному кругу и определяет скорость резания. Шлифовальной бабке сообщается вертикальная подача на глубину резания. Продольное перемещение на величину подачи сообщается столу с заготовкой. При работе периферией круга с поперечной подачей можно выполнять черновое и получистовое шлифование изделий с достаточной жесткостью, большой глубиной резания и малой поперечной подачей (рис. 1.1, в) и чистовое шлифование термообработанных изделий с малой глубиной резания и большой поперечной подачей (рис. 1.1, г). При этом методе обработки необходимы четыре движения, так как добавляется поперечная подача. Четыре движения необходимы также и при шлифовании торцом круга поверхностей, расположенных под углом 900 к зеркалу стола.
На станке может также выполняться обработка фасонной поверхности изделий по участкам непрофилированным (прямолинейные участки) и профилированным (криволинейные участки) кругом (рис. 1.1, д) с использованием синусных тисков, магнитных поворотных плит, делительных приспособлений и т.д.
Рис. 1.1 — Схемы обработки на плоскошлифовальном станке
Отправьте файл с ревизитами и укажите на что выставить счет.
ПРЕДВАРИТЕЛЬНАЯ ЗАЯВКА НА ПАСПОРТ СТАНКА
Отправьте заявку, в ответе мы укажем наличие, цену и другую важную информацию.
Время ответа обычно занимает от 20 минут до 3 часов.
ОБРАТНАЯ СВЯЗЬ
Отправьте нам свой вопрос и мы ответим на ваш адрес эл.почты в ближайшие часы.
Мы будем рады любому вашему вопросу. А так же ждем от вас жалоб, поощрений и предложений.
КОНТАКТЫ
Мы ждем ваших звонок с понедельника по субботу с 09-00 до 20-00
А эл.почту и заявки с сайта круглосуточно!
Подробнее на странице «Контакты»
ПОИСК ТЕХПАСПОРТА
Поиск необходимого паспорта на станок или оборудование по нашей базе данных.
Введите модель станка или оборудования на который вы ищите паспорт.
Наша база данных постоянно пополняется и содержит уже более 12 000 моделей паспортов, однако если вы не сможете найти необходимую вам документацию, сделайте заявку и мы сами постараемся найти нужный паспорт на станок или оборудование.
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Стоимость станка
Оценить стоимость снятого с производства станка непросто, и наш опыт говорит, что среднего качестве бывшие в употреблении станки 3Г71 продаются от 500 000 руб. Конечно, надо понимать, что такой станок будет нуждаться в существенной чистке, замене некоторых деталей, настройке, поэтому стоимость его ввода в эксплуатацию, включая стоимость человекасов на его доработку, окажется выше — 600 000-700 000 руб. Новые станки таких проблем не имеют, более того, их настройка включена в стоимость, поэтому можно говорить о том, что их стоимость — это и есть стоимость их ввода в эксплуатацию.
Стоимость ближайшего белорусского аналога 3Д711ВФ11 — от 3 300 000 руб. Такая цена обусловлена высокой стоимостью производства, сравнительно низким объёмом продукции, отсутствием естественной конкуренции, так как многие станки поставляются на госпредприятия.
Стоимость KAMIOKA G-3A3060 — от 2 300 000 руб. Эта цена гораздо ниже при более высоком качестве конечной продукции, и возможности обработки более крупных и более тяжёлых заготовок. Настолько низкая цена обусловлена противоположными факторами, обусловленными, в том числе различиями между белорусской и тайваньской экономикой. Здесь и исключительно коммерческая направленность продукции, конкурентность на мировом уровне, высокими объёмами производства и, соответственно, сниженной стоимостью самого производства.
Стоимость L&W G-CS3060AH начинается от 1 400 000 руб. Это ещё более низкая стоимость. Факторы те же, что описаны выше. Стоимость ниже из-за того, что ниже мощность станка, он оптимален в обработке заготовок весом до 100-150 килограмм, и в отличие от G-3A3060 не используется для обдирки и других черновых работ из-за мощности, его специализация — это чистовая шлифовка и полировка непревзойдённого качества.