Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Гибка
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру.
Видео
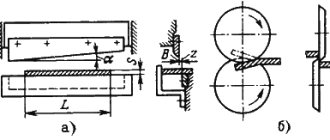
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру, причем внешние части заготовки растягиваются, а внутренние части – сжимаются. При этом происходит уменьшение площади поперечного сечения на определенное значение, которое называется “утяжина”.
Если вы занимаетесь гибкой плоских заготовок, то изменения площади поперечного сечения будет незаметным. При гибке объемных заготовок, наоборот, происходит большая деформация форм и площади поперечного сечения, возможно появления трещин. Процесс гибки осуществляется на наковальне в холодном и горячем состоянии, используют специальные оправки, кондукторы, приспособления, станки и тиски. Плоские заготовки из пластичной стали гнут в холодном состоянии. Выделяют несколько основных приемов кузнечной гибки, которые зависят от поперечного сечения заготовки.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.
ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress →
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Протяжка (вытяжка)
Суть операции. Протяжка (Вытяжка) заключается в увеличении длины металлической заготовки методом уменьшения площади поперечного сечения.
Расскажу про вытяжку и покажу на примерах, как это делается.
Видео
Вытяжка может быть направлена на улучшение зернистой структуры металла или для исправления изъянов на внешней части заготовки, а также, когда нужно из заготовки большей толщины сделать заготовку меньшей толщины.
Рисунок: из толстой заготовки делается тоньше.
Например, протяжка арматуры для того, чтобы сделать рукоятки кузнечных клещей.
Вот здесь для примера я взял арматуру на 14 мм, рифленую, чтобы протянуть ее мм до 10 толщиной и сделать гладкой, для будущих клещей.
Специально замерил ее перед протяжкой, длина, как видите, 60 см.
Инструмент, необходимый для выполнения вытяжки на наковальне: кузнечный молоток или ручник (про молотки смотрите подробнее по ссылке). На механическом молоте все конечно, гораздо проще.
Протяжка прутка на механическом молоте
Но мы его не имеем, поэтому говорим про протяжку молотком.
В случае, когда вытяжку выполняет кузнец вместе с молотобойцем, то молоток со скругленным клиновидным бойком – подходящий вариант для увеличения длины заготовки. Процесс происходит таким образом, что после удара кувалдой по задку молотка, кузнец сдвигает молот вдоль заготовки. Длина заготовки увеличивается за счет поперечных углублений, которые образуются в процессе вытяжки, чем их больше и чем сильнее удары кувалды, тем длиннее становится заготовка.
Потом эта заготовка разравнивается с помощью такого вот инструмента, как гладилка.
В случае, когда нужна очень большая разница между размером поперечного сечения исходной заготовки и требуемой поковки, используется вытяжка с переходами. Рассмотрим на примере необходимости перековать круглого сечения толстую заготовку в тонкий прут круглого сечения.
Не делают из толстой вот такой заготовки, вот такую тонкую сразу.
Вот, как на рисунке – из круглого сечения делается квадрат, из квадрата – восьмигранник, из восьмигранника – снова круглый пруток, только уже тоньше.
Напишите мне, пожалуйста, комментарий со своим мнением о том, что смотрите. Вопросы и советы пишите в комментариях, пожалуйста.
Изменение формы заготовки необходимо провести в несколько подходов, которые базируются на проведении вытяжки метала с последующим изменением формы его поперечного сечения.
Для придания необходимой формы заготовке, её следует кантовать во время вытяжки. Процедура кантования заключается в повороте заготовки на 30°, 45° и 90° вокруг продольной оси.
Для того, чтобы получить промежуточное изделие с восьмигранным сечением, необходимо, после проведения нескольких вытяжек, разместить заготовку так, чтобы она лежала одним ребром на наковальне. После того, как ударите по противоположному ребру молотком, стоит проковать по длине изделия и повторять процедуру до получения восьмигранной заготовки. Незаменимыми помощниками для придания правильной формы заготовки станут раскатки и обжимки, а также другие инструменты для придания цилиндрической формы.
Оттяжка
Кстати, у нас есть канал в Телеграмм, где мы публикуем все новости наших сайтов Ковка-сварка и ведлелек, а также новости ютуб каналов по теме ковки и сварки. Ссылка есть на каждой странице сайта. Подписывайтесь, чтобы узнавать новости там.
Оттяжка — это разновидность протяжки (вытяжки), когда заготовка оттягивается только на конце и создается утоньшение. Например, так можно заточить гвоздь или строительную скобу.
Это лишь одна операция ковки, с ее помощью мало что можно сделать, разве что сделать толстую заготовку тоньше (протяжка) или заточить пику (оттяжка), подписывайтесь на канал, т. к. дальше будут ролики про то, как это можно на практике применить на конкретных простых изделиях, и включайте колокольчик.
Давайте я покажу небольшую оттяжку, это я начну уже делать практичное кованое изделие, очень простое. Крючок для одежды, ключей или чего-либо еще.
Он будет очень простой, сложные буду делать в дальнейших роликах, тут я хочу показать простейшие операции в действии.
Вот так делаем оттяжку кончика куска прутка, потом будут применяться еще операции разгонка и гибка, и получится вот такой простой крючок. Простой, но сделанный своими руками и это ручная работа, ручная горячая ковка.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг → ПОСМОТРЕТЬ на AliExpress
- Наковальня → ПОСМОТРЕТЬ на AliExpress
- Клещи.
- Молот → ПОСМОТРЕТЬ на AliExpress
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Введение
Новшества кузнечного ремесла касаются лишь усовершенствования приемов ковки, основа же остается неизменной вот уже на протяжении сотен лет. Как и раньше технологическая обработка металлов заключается во взаимном скольжении зерен, вследствие чего они вытягиваются, ключевым моментом процесса является направление вытягивания зерен – по течению металла. При этом волокнистость металла обеспечивается вытягиванием неметаллических вкраплений. За счет высокой температуры металл приобретает высокие механические свойства в процессе увеличения размера зерен.
Техника выполнения ковки металла подразумевает его обработку в нагретом состоянии, поскольку высокая температура обеспечивает пластичность, а так и податливость материала. Но холодная обработка металла не исключена, хотя и требует дополнительного оборудования, в то время как для горячей обработки металла основными инструментами являются молот (ручной молоток или механический молот) и наковальня, а для холодной ковки – специальные станки и болгарку.
Видео: как бить молотком
Строгое соблюдение термических условий ковки, позволит упростить работу с металлом и тонко прочувствовать изменения пластичности металла в процессе остывания для придания ему желаемых качеств.
В зависимости от вида стали варьируется продолжительность времени обработки и сложность работы с металлом. Вот, например, высокоуглеродистая сталь требует большего мастерства и затрат времени нежели малоуглеродистая, с которой можно работать дольше без повторного нагрева.
Помимо всего, высокоуглеродистую сталь сложнее ковать из-за особенностей температурного режима при нагревании и последующей работы с металлом.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
Раскатка на станке
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Осадка
Осадкой называют технологическую операцию, позволяющую уменьшить высоту исходной заготовки с одновременным увеличением площади ее поперечного сечения. Осадку применяют, например, для решения следующих задач:
- увеличения диаметра поперечного сечения исходной заготовки, у которой достаточен объем, но мал диаметр;
- раздробления, измельчения исходной крупнозернистой структуры металла заготовки, в том числе в сталях карбидного класса (например, инструментальных) снижения балла карбидной неоднородности (измельчения карбидов, обеспечив более равномерное их распределение в объеме поковки);
- получения текстуры деформации (волокна определенного направления) для повышения служебных характеристик изготавливаемой детали;
- выравнивания механических свойств вдоль и поперек оси поковки;
- заваривания имеющихся в металле флокенов;
- выполнения параллельными друг другу торцев поковки, например перед последующим образованием в поковке отверстия;
- удаления окалины перед дальнейшим деформированием заготовки. Цилиндрические заготовки в результате осадки принимают бочкообразную форму (рис. 1), квадратные получают искажение поперечных сечений, которые из квадрата стремятся трансформироваться в круг.
Рис. 1. Схема осадки: а – исходное положение заготовки перед осадкой; б – процесс осадки; Н и D – высота и диаметр исходной заготовки соответственно; Н1 и D1 – соответственно высота и средний диаметр заготовки после осадки; D1 max – максимальный диаметр заготовки; τ – силы трения на контактных поверхностях; Р – сила осадки
Рис. 2. Зоны деформации в осаживаемой цилиндрической заготовке
Основной причиной искажения формы являются силы трения, возникающие в зонах контакта торцев заготовки с жесткими поверхностями машины – орудия (пресса, молота). Этому способствует также подхолаживание торцев заготовки при их контакте, например, с холодными бойками.
В осаженной заготовке можно выделить три характерные зоны (рис. 2): I – зону интенсивной деформации; II – зону «затрудненной деформации», состоящую из двух областей, примыкающих к торцам заготовки и находящихся в условиях неравномерного всестороннего сжатия. Эти области как бы расклинивают зону I в осевом и радиальном направлениях.
Зона III выходит на боковые поверхности заготовки. Интенсивность деформации в этой зоне больше, чем в первой, и меньше, чем во второй зоне. В зоне III возникают растягивающие напряжения, которые ограничивают максимальную степень деформации заготовки при осадке и являются инициаторами образования трещин на ее боковой, бочкообразной поверхности при увеличении деформации сверх предельной.
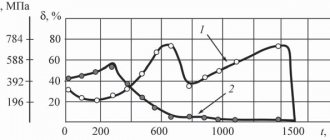
Степень деформации определяют по выражению ε = ΔН / Н , которая может изменяться от 0 до 1. Допустимая степень деформации определяется свойствами материала заготовки при температуре осадки.
Диаметр поковки D1 определяют без учета бочкообразности по выражению
(1)
где Vз – объем исходной цилиндрической заготовки.
В зависимости от интенсивности нанесения ударов по заготовке, например молотом, степени деформации осаживаемой заготовки, величины трения, действующего по торцам заготовки, последняя приобретает различную бочкообразность, как показано на рис. 3.
«Нормальная» бочка (рис. 3, а) образуется при осадке цилиндрической заготовки, имеющей соотношение Н/D ≤ 2,5, при выполнении осадки «тяжелыми», мощными ударами молота или в случае медленного давления пресса. Вогнутая («рюмкообразная») бочка (рис. 3, б) получается при коротких и легких ударах молота, наблюдается при осадке высоких заготовок (Н > 2D) на высокоскоростных молотах, а также на молотах с недостаточной массой падающих частей, когда деформация не успевает распространиться в глубину заготовки, а происходит «расклепывание» торцевых участков заготовки.
Двойная бочка с цилиндрической частью (рис. 3, в) образуется при малой степени осадки. В ходе дальнейшей осадки диаметр цилиндрической части возрастает и заготовка принимает форму цилиндра, к которому примыкают концевые участки в виде усеченных конусов (рис. 3, г).
Рис. 3. Формы бочкообразования при осадке: а – «нормальная» бочка; б – вогнутая; в – двойная с цилиндрической частью; г – конусообразная; д – двойная
При увеличении деформации (s = 40…50 %) диаметр среднего сечения растет более интенсивно и заготовка принимает «нормальную» бочкообразную форму (рис. 3, а). При больших отношениях D/H (< 0,5) можно получить «двойную» бочку (рис. 3, д), которая при дальнейшей осадке переходит в одинарную (рис. 3, а).
Бочкообразование особенно нежелательно при ковке высоколегированных, труднодеформируемых сплавов (жаропрочных и др.), так как кроме искажения формы поковки бочкообразование приводит к неравномерности распределения деформаций в объеме поковки и, следовательно, неравномерности механических свойств металла.
Для уменьшения бочкообразования, успешного выполнения осадки (исключения брака в виде закованных складок, трещин и т.п.) и снижения требуемых деформирующих нагрузок необходимо выполнять ряд правил, рассматриваемых далее.
- Успешно осадить можно такую заготовку, высота Н которой не превышает трех диаметров D. Обычно высоту выбирают равной 2,5D. Бóльшие отношения могут привести к продольному изгибу заготовки и необходимости ее выравнивания.
- Торцы осаживаемой заготовки должны быть по возможности гладкими, параллельными друг другу и перпендикулярными к ее оси (чем выше заготовка, тем важнее это условие). Выравнивание торцев проводят легкими ударами молота или несильными нажатиями пресса.
- Для снижения степени бочкообразования поковки применяют подогрев осадочных плит (бойков), в отдельных случаях между торцами заготовки и осадочными плитами (бойками) помещают прокладки из пластичной стали или цветных металлов, используют различные смазки (рис. 4).
- Заготовка перед осадкой должна быть равномерно прогрета до максимально допустимых температур (верхняя граница температурного интервала ковки).
- При осадке на молоте необходимо учитывать, что чем длиннее заготовка, тем меньше будет рабочий ход молота, а следовательно, и меньше энергия удара. Поэтому необходимо, чтобы перед ударом оставалось не менее 1/4 полного хода бабы молота.
- При осадке следует избегать критических степеней деформации, учитывать диаграмму рекристаллизации обрабатываемого материала.
Рис. 4. Схемы осадки, снижающие или устраняющие образование бочки при осадке: а – осадка заготовки 1 с применением высокопластичных сплошных прокладок 2; б – то же, с использованием кольцевых прокладок; в – технологическая последовательность осадки двух заготовок с поворотом и сменой взаимного положения
1.1. Разновидности осадки
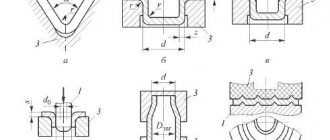
Высадка – осадка части заготовки (рис. 5). Высадкой получают утолщение концевой или срединной зоны заготовки. Перед высадкой торцевой части заготовки нагревают только зону высадки, а при высадке срединной части – срединную часть заготовки, подвергаемую высадке.
Рис. 5. Высадка верхнего участка заготовки: 1 – боек молота; 2 – заготовка после высадки; 4 – матрица (подкладное кольцо)
Холодные зоны заготовок обеспечивают передачу деформирующей силы нагретым участкам заготовок.
При высадке утолщений (фланцев) на длинных и тяжелых поковках валов выполняют местный нагрев зоны будущего утолщения. Высадку осуществляют с помощью подвешенной на цепи крана стальной штанги с утолщением 4 на конце, называемой «соколом» (рис. 6). (В некоторых источниках штангу именуют «романом», а процесс высадки – «романением».) Нанося удары «соколом», высаживают нагретый участок.
В настоящее время выпускают гидравлические прессы, оснащенные устройствами, заменяющими функцию стальной раскачиваемой штанги.
Рис. 6. Высадка нагретого конца длинной заготовки: 1 – упор; 2, 3 – бойки; 4 – подвешенная болванка («роман», «сокол»)
Рис. 7. Осадка в подкладных кольцах с затеканием металла в полости колец: 1, 2 – бойки; 3, 4 – подкладные кольца; 5 – осаженная заготовка
Осадку в подкладных кольцах применяют для изготовления заготовок – поковок при производстве крупногабаритных зубчатых колес, турбинных дисков с бобышками с двух сторон и тому подобных деталей. При этом заготовки осаживают или с предварительной ковкой хвостовиков, которые помещают в отверстия колец, или с затеканием металла в отверстия колец (рис. 7).
Холодный метод ковки
Большая часть работ холодной ковки выполняется на специально спроектированном для этих целей оборудовании. Можно назвать определенный перечень оборудования, который применяют для холодной обработки металла. Как правило, такое оборудование показывает свою эффективность при выполнении больших объемов работ при архитектурном оформлении зданий и сооружений.
Среди оборудования, применяемого при получении изделий холодной ковкой можно назвать следующее:
- торсионный, с его помощью выполняют кручение прутка вдоль оси;
- волновой, на нем выполняют различные волнообразные детали.
Всего парк оборудования для холодной ковки насчитывает порядка десятка единиц. Некоторые работают от мускульной силы оператора, некоторые от электрического привода. Некоторые умельцы занимаются самостоятельным изготовлением подобного оборудования.
Типы процессов литья металла
Литье металла предусматривает заполнение формы сырьем, которое находится в жидком агрегатном состоянии. Спустя определенное время материал в емкости затвердевает, после чего извлекается.
Самым дешевым и массовым считается литье в песчаные формы. Модель засыпается песчаной смесью, которая заполняет свободное место между ним и 2-мя открытыми ящиками. Полости и отверстия в детали создаются посредством песчаных стержней, расположенных в форме. Насыпанная в ящики смесь встряхивается, в результате чего уплотняется. Полости, которые образовались, заливаются расплавленным металлом через специальные литники. Отливка извлекается после разбивания формы вслед за затвердеванием жидкого металла.
Прецизионное литье — усовершенствованный итальянский способ восковой формовки. По ходу его выполнения создаются гипсовые модель и форма, из воска моделируются изделие и литники, создается формовочная емкость. Затем воск модели и литников вытапливается, расплавленный металл заливается в форму и выбивается. В завершение отливка отделывается.
Стальная поковка и отливка
Оба производственных процесса требуют применения высоких температур к стальному сырью (для его разжижения или податливости) и выполнения механической обработки с ЧПУ (устройство числового программного управления) в конце процесса для получения конечного продукта.
Конечные продукты могут также подвергаться поверхностной обработке, такой как покраска, порошковое покрытие, полировка, различные типы покрытий (например, цинкование) и защита от износа / упрочнение (нанесение покрытия из карбида вольфрама).
Наконец, что немаловажно, литые и кованые детали могут быть собраны, сварены, спаяны с твердым покрытием перед отправкой в качестве конечного продукта.
Продукты, полученные в результате процессов литья и ковки, имеют различные свойства с точки зрения пористости поверхности (как правило, лучше для кованых и литых изделий), зернистой структуры (лучше для кованых изделий), прочности на растяжение (как правило, лучше для кованых изделий) и устойчивости к усталостным нагрузкам.
Поэтому эти альтернативные производственные процессы используются (и подходят) для различных обстоятельств и областей применения.
Процесс литья предпочтителен для:
- деталей и компонентов, которые были бы слишком сложными или дорогостоящими для изготовления ковкой стали (например, большие корпуса клапанов);
- частей, которые имеют внутренние полости;
- крупногабаритных деталей (практически нет ограничений по размеру с точки зрения веса деталей, которые могут быть изготовлены в процессе литья);
- деталей из специальных сплавов (некоторые конкретные сплавы подделать сложнее, чем литье, например, с высоким содержанием никеля и молибдена, которые обладают значительной стойкостью к механическим воздействиям);
- деталей, требующих массового производства и небольших партий.
Процесс ковки предпочтителен для:
- деталей, требующих чрезвычайно высокой прочности, ударной вязкости и сопротивления (действительно, в процессе ковки структура стальных зерен модифицируется в соответствии с формой конечного продукта — с высокой однородностью состава и металлургической рекристаллизацией);
- частей, которые должны противостоять более сильным ударам и механическим воздействиям;
- участков, где пористость, риск образования газовой полости, карманов и возможного образования полостей (даже микрогранулированных) неприемлемы;
- производства механически прочных деталей без использования дорогих сплавов;
- деталей, которые требуют высокой износостойкости;
- деталей, подверженные высоким нагрузкам и нагрузкам;
- высокопроизводительных приложения, когда целостность и качество детали является главной целью в процессе производства, а не время и стоимость.
Развитие технологий литья уменьшило разрыв между физическими свойствами литых и кованых изделий, что делает современные литые изделия очень конкурентоспособными с точки зрения качества, прочности и износостойкости: однако во многих областях ковка стали остается, тем не менее, предпочтительный вариант изготовления (пример: клапаны небольшого размера, то есть кованые клапаны или клапаны высокого давления).
Области применения стальных отливок и поковок
Стальное литье и ковка используются для производства деталей для следующих отраслей промышленности:
- нефтехимические заводы (например, кованые клапаны, кованые фитинги, фланцы и т. д.)
- производство электроэнергии и переработка отходов
- добыча и переработка полезных ископаемых
- сельское хозяйство и животноводство
- очистка воды
- воздухоплавание
- автомобильная промышленность (шкивы и шестерни)
- обработка материалов
- кирпичный завод
- асфальтовые заводы
- части ливневой канализации
- рендеринг растений
- железнодорожные пути